
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Курсовая работа: Получение деталей из титанового сплава
Курсовая работа: Получение деталей из титанового сплава
Введение
В настоящее время актуальным является оснащение воздушного транспорта высокоэффективными самолетами. Это ставит перед самолетостроителями задачу улучшить качество выпускаемых изделий, повысить их надежность и ресурс.
Одним из направлений решения этой задачи является использование высокопрочных титановых сплавов. Обладая комплексом уникальных свойств, они нашли широкое применение в авиационных конструкциях в виде листовых деталей с шипами различной формы.
В авиационной промышленности при создании транспортных самолетов используют листовые ошипованные детали. Такие детали устанавливают в зонах интенсивного перемещения людей, техники, грузов с целью увеличения фрикционных свойств. Это трапы, двери – лестницы, рампы, стеллажи и т.д. Особым типом такой конструкции является настил грузового пола транспортных самолетов, где листовые детали с шипами включены в силовую схему агрегата[1-2]. К таким деталям предъявляются требования обеспечения высоких фрикционных свойств, механической прочности, герметичности и износостойкости.
Вследствие этого для изготовления настилов полов самолетов используют высокопрочные титановые сплавы, например ВТ6С; ВТ16; СПТ2.
Процесс получения деталей представляет собой дуговое капельное дозированное нанесение на листовые заготовки и последующее пластическое деформирование наплавленного металла из титановых сплавов.
Процесс получения деталей из этих заготовок характеризуется высоким уровнем трудозатрат, расхода материалов, что повышает их стоимость. Кроме того, изготовление деталей связано с экологически вредным процессом химического фрезерования. Помимо этого, на Украине не освоен выпуск продукции данного типа. Катаные панели с шипами закупаются в России по высокой стоимости. Однако устойчивый спрос на данную продукцию со стороны предприятий авиационной промышленности Украины заставляет искать альтернативные пути решения данной проблемы.
В связи с этим представляется актуальным исследование и внедрение таких методов получения ошипованных листовых титановых деталей с высокими эксплуатационными свойствами, которые обеспечили бы минимальный расход дорогостоящего материала, повышение уровня автоматизации производства, улучшение условий труда.
1. Постановка задачи
В настоящее время при изготовлении ряда изделий авиационной техники, в конструкциях, где необходимы повышенные фрикционные свойства поверхности и снижение массы при неизменной прочности(настилы грузовых полов, переходы, трапы), местные выступы на тонколистовых деталях (выступы для постановки крепежа), широко используются листовые детали с рифлением. Листы с рифлением разделяются на листы с замкнутым контуром негладкой поверхности и листы с отдельно расположенными выступами различной формы[3,4]. Улучшенные фрикционные свойства конструкции, при равной прочности и минимуме массы, обеспечиваются применением листовых деталей с шипами с пирамидальными выступами на одном общем основании, которые наряду с прочностью листа должны иметь достаточную прочность соединения шипа с основанием. Применимость того или иного способа производства ошипованных листов определяется размерами шипа, толщиной листа, родом материала. Современное самолетостроение характеризуется резким расширением номенклатуры применяемых материалов (дорогостоящих, высокопрочных и труднодеформируемых) и одновременно повышенными требованиями к качеству и надежности деталей и узлов. Одним из таких материалов является титан и его сплавы, которые благодаря наличию комплекса уникальных свойств, таких, как высокая удельная прочность и повышенная коррозионная стойкость, становятся незаменимыми в конструкции настилов, переходов, трапов современных самолетов( АН-124-100% изВТ6С)[5].
Замена в конструкции
АН-124 листовых ошипованных деталей из Д16АТ, площадь которых составляет
~480м², при сохранении прочностных показателей на детали из титанового
сплава позволила уменьшить массу самолета на ~ 2400кг. Применяемые в
самолетостроении листовые ошипованные детали характеризуются большой
относительной высотой шипа ![]() и отношением
и отношением ![]() . Получение таких
деталей является трудоемкой технологической задачей[6], от успешного решения
которой зависят перспективы широкого внедрения титановых сплавов в самолетные
конструкции, где необходимы повышенные противоскользящие свойства.
. Получение таких
деталей является трудоемкой технологической задачей[6], от успешного решения
которой зависят перспективы широкого внедрения титановых сплавов в самолетные
конструкции, где необходимы повышенные противоскользящие свойства.
1.1 Существующие способы получения ошипованных листовых деталей из титановых сплавов
Из всех существующих
способов производства листов с рифленой поверхностью наиболее распространены
следующие: механическая, химическая и электроимпульсная обработка[7,8];
штамповка или чеканка[9]; прессование[10]; прокатка на штампе[11]; прокатка в
валках[12]; дуговая наплавка в ![]() [13]. Но ни один из этих способов
не может быть рекомендован для получения ошипованных деталей из высокопрочных
титановых сплавов.
[13]. Но ни один из этих способов
не может быть рекомендован для получения ошипованных деталей из высокопрочных
титановых сплавов.
Листы с пирамидальными шипами из титановых сплавов получают пластическим деформированием листовой заготовки, клепкой шип-заклепок, приваркой предварительно изготовленных штучных шипов, приваркой с последующей формовкой на контактных машинах цилиндрических заготовок.
Шипы на листовых деталях получают пластическим деформированием (штамповкой-вытяжкой) по схеме, приведенной на рис.1.2,а. Лист помещается между электродами машины для контактной сварки. При включении сварочного тока поверхность листовой заготовки, находящаяся между наружной кромкой вершины вытяжного пуансона и кромкой полости второго пуансона, подвергается интенсивному нагреву и при последующем сближении пуансонов переходит в боковую поверхность шипа (вытяжка с утонением). Несмотря на то, что такая технология не увеличивает массу листа, она не нашла широкого применения потому, что такие детали имеют низкую износостойкость и, кроме того, при больших нагрузках наблюдается смещение шипа.
Листовые заготовки с заклепками-шипами [14]обеспечивают сцепляемость с объектами транспортировки, но обладают недостаточной надежностью соединения шипа с листом, так как в процессе эксплуатации заклепка расшатывается (рис.1.1). Кроме того, наличие отверстий для заклепок ухудшает механическую прочность листа. Изготовление листов клепкой шип-заклепок показано на рис.1.2,б.

Рис.1.1. Постановка штучных шип-заклепок:
1-листовая заготовка; 2-шип-заклепка; 3-гермет.
Получение ошипованных листовых деталей приваркой штучных шипов на лист является наиболее распространенным технологическим процессом. Шипы в зависимости от их формы и размеров приваривают к листу контактной[15], в том числе конденсаторной[16] или дуговой сваркой (рис.1.2,в)[17]. В процессе сварки и проковки происходит расплавление и выход воблой металла буртика шипа, за счет чего и обеспечивается приварка шипа к листовой заготовке. Листы с приваренными шипами имеют хорошую сцепляемость с объектами транспортировки, но в связи с тем, что в процессе сварки происходит окисление металла шипа и листовой заготовки в зоне нагрева (сварка осуществляется на воздухе), применение в ответственных конструкциях не рекомендуется. Трудоемкость способа очень высока, коэффициент использования материала низок, процесс сварки не автоматизирован.
Меньшую трудоемкость изготовления имеют листы, где шип получают из цилиндрической заготовки одновременной приваркой и формовкой (рис.1.1,г). По данной технологии цилиндрическую заготовку изготавливают из прутка, диаметр которого несколько меньше диаметра готового шипа у основания. Масса заготовки больше массы шипа. Листовым заготовкам с такими шипами присущи те же недостатки, что и листам с приваренными. Однако в связи с еще более интенсивным нагревом без специальной защиты и невысокой стабильностью формы из-за быстрого износа формирующего электрода область их применения еще более ограничена.
Перечисленные недостатки известных способов изготовления ошипованных листовых деталей из титановых сплавов свидетельствуют о том, что ни один из них не позволяет выполнять в комплексе те технологические и эксплуатационные требования, которые предъявляются к деталям конструкций самолета.
С учетом этого в Национальном аэрокосмическом университете им. Н.Е.Жуковского разработана высокоэффективная технология изготовления ошипованных листовых деталей из титановых сплавов с применением дугового дозированного нанесения на заготовки и последующего пластического деформирования наплавленного металла[18](наплавка(рис.1.3), штамповка в закрытом штампе(рис.1.4)), которая, как показали исследования, позволяет получать шипы с повышенными противоскользящими свойствами, имеющие высокую стабильность массы, формы и размеров при хорошей прочности соединения с листом и надежной сцепляемости с объектами транспортировки.
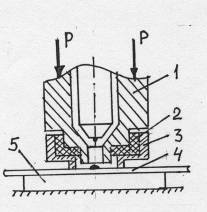
Рис.1.3. Дуговое дозированное нанесение на заготовку наплавленного металла.
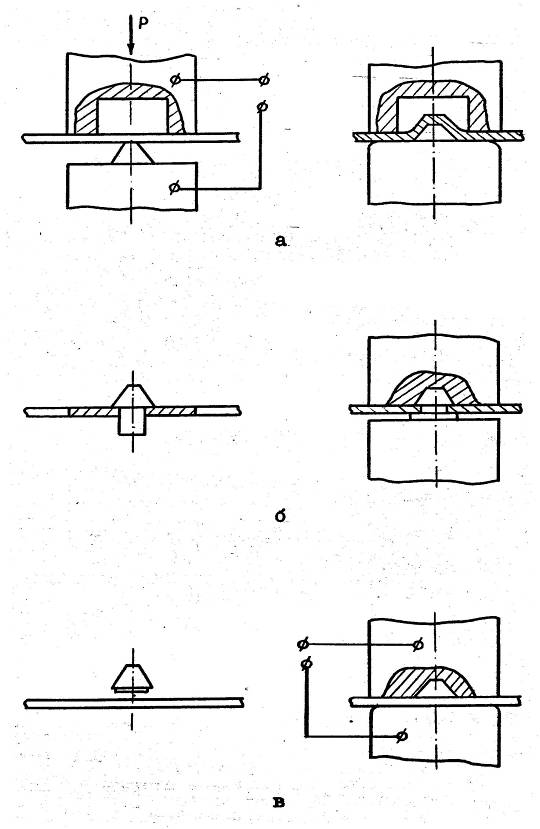
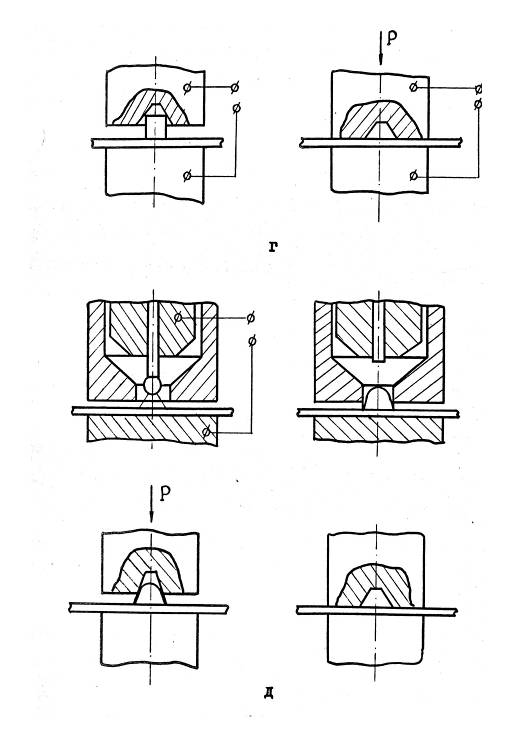
Рис.1.2. Схема изготовления листовых титановых ошипованных деталей самолета: а-штамповка-вытяжка на машинах для точечной контактной сварки; б-клепка шип-заклепок; в-контактная сварка шипа, полученного механообработкой; г-сварка с последующей формовкой цилиндрического образца; д-дуговая дозированная наплавка с последующей формовкой электродного металла.
Процесс нанесения электродного металла аналогичен процессу дуговой сварки плавящимся электродом и заключается в следующем (рис.1.2,д): под наплавочную головку, в которую подается электродная проволока, устанавливается заготовка, затем возбуждается известным способами (от короткого замыкания или импульсного источника) электрическая дуга, в процессе горения которой происходит плавление электрода (формирование капли электродного металла) и нагрев заготовки, после образования требуемой массы расплавленного металла и необходимого разогрева места постановки наплавленной точки, под действием независимого управляющего воздействия происходит отделение и перенос капли на заготовку. Подбором соответствующих режимов процесса плавления, нагрева и переноса расплавленного металла обеспечиваются условия для соединения наплавленной точки с заготовкой по всей поверхности их соприкосновения.
деталь заготовка металл титановый
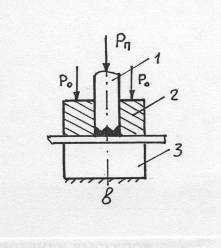
Рис.1.4. Процесс формообразования выступа штамповкой в закрытом штампе.
1.2 Выбор материалов для изготовления ошипованных деталей
Современные промышленные титановые сплавы основаны, как правило, на α- и β-твердых растворах или их смесях и делятся на α-, α+β и β-сплавы с интерметаллидами или без них. Приведенные в табл.1.2 обобщенные свойства титановых сплавов различного типа показывают, что наибольший интерес для использования в конструкции настила грузового пола транспортных самолетов представляют α+β-сплавы, имеющие высокую удельную прочность, хорошую свариваемость.
Основными трудностями сварки титана и его сплавов является их высокая активность по отношению к таким вредным примесям, как кислород, водород, азот, углерод, а также снижение пластичности сварных соединений в шве и зоне термического влияния вследствие структурных превращений при сварочном нагреве и охлаждении. С учетом этого сварка титановых сплавов осуществляется в защитных средах и при выборе материала предпочтение отдается сплавам, которые не требуют обязательной термической обработки сварного соединения для стабилизации структуры. К таким сплавам относятся все псевдо-α-сплавы(ОТ4-0, ОТ4-1, ОТ4, ПТ-3В, ВТ-20) и из сплавов мартенситного класса сплавы ВТ6, ВТ6С[19].
Более высокие эксплуатационные показатели имеют ошипованные детали, изготовленные из сплава ВТ6С. Сплав ВТ6С имеет хорошее сочетание прочности и пластичности в самых различных условиях, обладает умеренным дисперсионным твердением, сравнительно хорошо сваривается и формируется в листы. Сварное соединение ВТ6С как по прочности, так и по пластичности близко к основному металлу, не требует обязательной термической обработки. Последующий отжиг сварного соединения не ведет к заметному изменению его механических свойств.
В качестве присадочных материалов для сплава ВТ6С используются проволоки из ВТ1-00, ВТ1-0, ВТ1, ВТ2-2, СПТ-2, ВТ6св.
На сплаве ВТ6С равнопрочное основному металлу соединение шипа с листом можно получить, применяя в качестве наплавляемого материала ВТ6св. Использование ВТ1-00, ВТ1-0, ВТ1, ВТ2-2 ухудшает эксплуатационные показатели деталей с шипами, так как эти сплавы имеют плохие механические свойства.
Таблица 1.2
Обобщенные свойства титановых сплавов различного типа
| Свойство | Титан технической чистоты | α-сплавы | (α+β)-сплавы | Β-сплавы |
| При 20°С (мягкий отжиг) | 300…750 | 700…850 | 850…1050 | 900…1000 |
| Горячая прочность |
Низкая (до 300°С) |
Хорошая (до 600°С) |
Хорошая (до 500°С) |
Хорошая (до 500°С) |
| Сопротивление ползучести |
Низкое (до 250°С) |
Хорошее (до 450°С) |
Хорошее (до 450°С) |
Хорошее (до 480°С) |
| Температурная стабильность | Хорошая |
Хорошая (до 500°С…600°С) |
Хорошая (до 400°С…500°С) |
Хорошая (до 300°С) |
| Способность к старению | Нет | Нет в большинстве случаев | Есть | Есть в большинстве случаев |
| Деформируемость при 20°С | При 300°С хорошая | При 600°С…700°С хорошая | При 500°С…650°С хорошая | При 500°С хорошая |
| Максимальная температура при одновременном нагружении | До 300°С | До 450°С…600°С | До 300°С…450°С | До 300°С |
| Свариваемость | Хорошая | Хорошая | От хорошей до плохой | Хорошая |
Менее грубая структура α’-фазы без снижения пластичности получается при наплавке на лист из ВТ:С сплава СПТ-2, в состав которого входит цирконий, повышающий прочность без снижения пластичности и способствующий измельчению выпадающей α’-фазы. Сплав СПТ-2 по своим механическим свойствам близок к сплаву ВТ6С, обладает высокой износостойкостью, промышленное производство его хорошо освоено.
Из изложенного выше следует, что наиболее целесообразно изготавливать листовые ошипованные детали по предлагаемой технологии из сплава ВТ6С, в качестве материала шипа применять сплав СПТ-2.
Листы из ВТ6С, в соответствии с ОСТ 1.90013-71, содержат: Al-5,3…6,8%, V-3,5…5,0% и примеси углерода, железа и кислорода не более 0,02; 0,07; 0,05%.
Сварочная проволока из СПТ-2(электрод) поставляется по ОСТ 1.90015-77 и содержит: Al-4…4,5%, V-2,5…3,0%, Zr-1,5…2,0% и примесей углерода, железа и кислорода не более 0,02; 0,07; 0,05%.
2. Исследование процесса дозированной дуговой наплавки шипов-заготовок из титановых сплавов
Изготовление ошипованных деталей дуговой дозированной наплавкой с последующей формовкой электродного металла предполагает, что окончательная форма шипа получается в результате формоизменения наплавленной точки методами пластического деформирования.
С учетом общих требований, предъявляемых к самолетным конструкциям, наплавка должна обеспечить:
· стабильность наплавляемой массы;
· прочность соединения точки с листом;
· получение точек заданной формы;
· высокую точность постановки шипа-заготовки.
Чтобы процесс наплавки мог удовлетворить перечисленным выше требованиям, необходимо решить ряд задач:
· создание оптимальных условий для стабильного формирования капель расплавленного металла заданной массы на торце электрода;
· определение возможности наплавки одиночных точек из титановых сплавов, применяемых для изготовления шипа;
· разработка способов независимого управляемого переноса капель электродного металла, обеспечивающего требуемую точность дозирования и точность постановки;
· получение наплавленных точек требуемых размеров и формы с заданной прочностью соединения с листом.
Для решения этих задач необходимо изучить процесс плавления электрода; исследовать процесс независимого переноса электродного металла; поставить условия, обеспечивающие соединение капли с листом и получение наплавленной точки заданных размеров.
2.1 Сущность и основные параметры процесса дуговой наплавки
Для выбора параметров
процесса нанесения электродного металла на листовую заготовку дуговой
дозированной наплавкой необходимы данные о количестве расплавленного металла и
его температурном состоянии в зависимости от режима работы электрической дуги и
характеристик электрода. Эти данные в литературе для исследуемого материала
отсутствуют, а экспериментальное определение ![]() -коэффициент расплавления и
-коэффициент расплавления и ![]() -температуры
расплавленного металла, вызывает определенные трудности, так как они изменяются
в определенных пределах[20,21].
-температуры
расплавленного металла, вызывает определенные трудности, так как они изменяются
в определенных пределах[20,21].
Сущность процесса наплавки выступа заключается в том, что выступ заданной массы и формы получается путём принудительного переноса на изделие капли жидкого металла, сформированной из отрезка электрода путем его оплавления. Схема процесса образования выступа показана на рис. 2.1.
Листовая заготовка 4 располагается на теплоотводящей медной подкладке 5. В зону наплавки подаётся защитный газ. Исходя из отрезка требуемой массы капли, устанавливается необходимый вылет электрода 1(рис. 2.1а). При подаче электрода 3 до упора в листовую заготовку и последующего его отвода от поверхности на расстояние порядка 1,5 мм, возбуждается электрическая дуга, которая разогревает поверхность заготовки и плавит электрод.
На поверхности заготовки
образуется локальная зона расплавления ![]() , а на торце электрода формируется
капля расплавленного металла (рис. 2б).
, а на торце электрода формируется
капля расплавленного металла (рис. 2б).
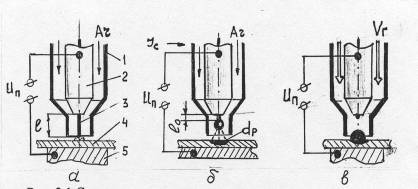
Рис.2.1 схема процесса наплавки выступа.
По истечении времени,
необходимого для формирования капли заданной массы и образования зоны
расплавления ![]() , на каплю воздействуют
кратковременным потоком газа повышенной скорости
, на каплю воздействуют
кратковременным потоком газа повышенной скорости ![]() , в результате чего она отделяется
от электрода и переносится в зону расплавления, образуя точечный выступ
(рис.2.1в).
, в результате чего она отделяется
от электрода и переносится в зону расплавления, образуя точечный выступ
(рис.2.1в).
Основными характеристиками сварного соединения (рис.2.2) являются:
![]() - диаметр выступа у основания;
- диаметр выступа у основания;
![]() - высота выступа;
- высота выступа;
![]() - форма выступа;
- форма выступа;
![]() - диаметр зоны расплавления;
- диаметр зоны расплавления;
![]() - глубина зоны расплавления;
- глубина зоны расплавления;
![]() - точность нанесения капли на
листовую заготовку, характеризуемая радиальным отклонением центра наплавленного
выступа от центра зоны расплавления.
- точность нанесения капли на
листовую заготовку, характеризуемая радиальным отклонением центра наплавленного
выступа от центра зоны расплавления.
Характеристики сварного соединения при электродуговой точечной наплавке зависят от режимов и условий сварки.
Анализ показывает, что все параметры и факторы процесса наплавки могут быть условно разделены на две группы. К первой группе относятся параметры и факторы процесса, которые на протяжении всего периода проведения исследований практически не изменялись.
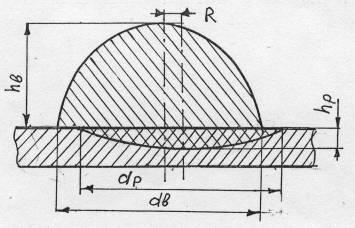
Рис.2.2 Основные характеристики сварного соединения.
Однако правильный их выбор создаёт благоприятные условия для проведения процесса наплавки и существенно влияет на качественные характеристики сварного соединения. Вторая группа параметров характеризуется значительными изменениями при проведении экспериментов. Данные параметры определяют режим наплавки.
Первая группа:
· род сварочного тока;
· полярность сварочного тока;
· величина тока дежурной дуги;
· способ переноса капли на листовую заготовку;
· цикл наплавки;
· диаметр электрода;
· род защитного газа
Вторая группа:
·
величина
сварочного тока ![]() ;
;
·
время горения
сварочной дуги ![]() ;
;
·
время задержки
отрыва капли ![]() ;
;
· параметры процесса переноса капли;
·
расход защитного
газа ![]()
На первом этапе исследований был проведен выбор параметров первой группы. Выбор основывался на рекомендациях, приведенных в научно-технической литературе по сварке титановых сплавов, на материалах исследований по наплавке Национального аэрокосмического университета[22], а также на основе проведенных экспериментальных исследований .
2.2 Выбор диаметра электродной проволоки
При электродуговой наплавке выбор диаметра электродной проволоки является одним из основных вопросов. От диаметра электрода во многом зависят характеристики электродуговой наплавки:
n режимы наплавки;
n масса наплавленной точки;
n точность постановки капли;
n точность дозирования массы электродного металла;
n параметры газодинамической системы;
n время существования капли на электроде.
Одной из основных задач электродуговой наплавки является формирование капли заданной массы из отрезка электрода и перенос её в зону соединения.
Масса наплавленной точки электрода равна:
![]() (1)
(1)
где rэ - плотность материала электрода, dэ - диаметр электрода, lэ -вылет электрода.
Из (1) видно, что заданную массу выступа можно получить при различном диаметре электрода dэ и соответствующем вылете электрода lэ.
В связи с этим возникает задача определения оптимального диаметра электрода для формирования капли заданной массы.
При формировании капли одинаковой массы уменьшение диаметра электрода обеспечивает улучшение условий отрыва капли.
![]() С уменьшением диаметра электрода уменьшается и сила
поверхностного натяжения, удерживающая каплю на электроде:
С уменьшением диаметра электрода уменьшается и сила
поверхностного натяжения, удерживающая каплю на электроде:
![]()
![]() (2)
(2)
где s - коэффициент поверхностного натяжения.
Однако чрезмерное уменьшение диаметра электрода имеет и свои недостатки.
1. Уменьшается точность постановки выступа относительно зоны расплавления.
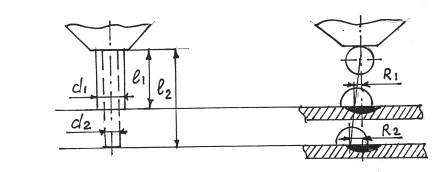
2. Причиной данного недостатка является увеличение вылета электрода, при уменьшении его диаметра, в результате чего сброс капли происходит с большей высоты. При этом отклонение капли от осевой линии увеличивается, вследствие чего наплавленный выступ смещается относительно центра зоны расплавления.(Рис.2.3)
3. Уменьшается время существования капли на электроде. Уменьшение времени существования капли на электроде может привести к неуправляемому её переносу, вследствие самоотрыва от электрода под действием сил веса и электродинамических сил.
Условие существования капли на электроде записывается в следующем виде:
![]() F < Fs , (3)
F < Fs , (3)
где SF - сумма сил, способствующих отрыву капли;
Fs - сила поверхностного натяжения, удерживающая каплю на электроде.
С увеличением температуры капли коэффициент поверхностного натяжения уменьшается, в связи, с чем может возникнуть отрыв капли от электрода. Отсюда можно сделать вывод, что для каждого значения dэ существует критическая масса капли mкр, превышение которой приводит к самоотрыву её от электрода, что делает невозможным процесс управляемого переноса капли .
Следовательно, одним из условий управляемого переноса капель жидкого металла является:
mк max < mкр (4)
С уменьшением диаметра электрода dэ критическая масса капли уменьшается.
С увеличением диаметра электрода все недостатки, присущие меньшим диаметрам электрода переходят в преимущества и наоборот. На основании имеющихся статистических данных, полученных в ходе экспериментальных исследований дуговой точечной наплавки, установлены некоторые эмпирические зависимости связывающие диаметр капли, диаметр и вылет электрода.
1. Наиболее приемлемым соотношением между диаметром капли dк и диаметром электрода dэ является:
dк »(2..2.25)dэ , (5)
2. Условие приемлемой точности дозирования массы электродного металла и точности нанесения наплавленного выступа:
lэ »(5.0 .. 7.0)dэ (2.15)
Данное выражение отражает компромисс между точностью нанесения и точностью дозирования массы капли. С увеличением коэффициентов точность дозирования увеличивается, а точность нанесения уменьшается.
На основании вышеприведенного выбираем
![]() ,
, ![]() ,
,
![]() ,
, ![]() .
.
2.3 Выбор способа переноса капель расплавленного металла
Перенос электродного металла оказывает большое влияние на процесс формирования сварного соединения, от него также зависит стабильность дозирования электродного металла, точность постановки, размеры и форма наплавленной точки.
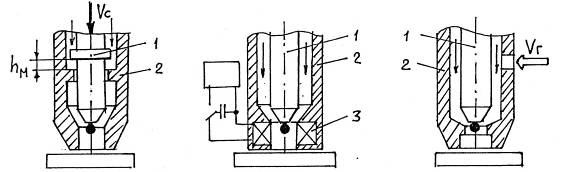
Для дозированного нанесения электродного металла необходим управляемый его перенос. Все способы управляемого переноса можно условно разделить на три группы. К первой группе относятся способы, при которых перенос электродного металла происходит за счет изменения величины и соотношения между силами, действующими в обычных условиях дуговой обработки[23].
Ко второй группе относятся способы, при которых перенос электродного металла осуществляется дополнительными управляющими силами, создающимися специальными приемами и воздействиями (способы принудительного переноса). В качестве приемов используется: движение с ускорением сварочной головки, электродной проволоки или мундштука (механические способы (рис.2.4,а)); наложение электромагнитных полей (электромагнитные способы (рис.2.4,б)); подача дополнительных непрерывных или импульсных потоков газа (газодинамические способы (рис.2.4,в)); изменение тока и напряжения дуги по определенной программе (импульсно-дуговые способы)[24].
А б в
Рис.2.4. Способы отрыва капли от электрода.
К третьей группе относятся комбинированные способы.
Анализ способов
управляемого переноса электродного металла показал, что для получения шипов на
листовых деталях самолета со стабильностью массы ±5%, точностью постановки
±1,0мм, с отношением ![]() наиболее целесообразно применять
принудительные способы. Основными параметрами, характеризующими способ
управляемого переноса, были приняты: точность постановки и стабильность
дозирования электродного металла.
наиболее целесообразно применять
принудительные способы. Основными параметрами, характеризующими способ
управляемого переноса, были приняты: точность постановки и стабильность
дозирования электродного металла.
Как видно из таблицы 2.3, для наплавки шипов из титановых сплавов наиболее приемлемым способом принудительного отрыва капель является газодинамический. Электромагнитный способ из-за низкой электропроводности титановых сплавов требует высокой напряженности электромагнитного поля, что сильно усложняет конструкцию горелки и магнитно-импульсной установки. Механические способы из-за неперпендикулярности поверхности раздела жидкой капли и электрода направлению движения при разгоне не обеспечивают точности нанесения капель на лист. Кроме того, в случае использования движущегося мундштука происходит перегрев, и износ его рабочей части вследствие контактирования с расплавившимся металлом.
Таблица 2.3
| Способ управляемого переноса | Точность дозирования | Точность постановки | |||||
|
Коэффиц. |
|
Мода,мм | ||||
| 1.Механический |
396,4/ |
0,07 | 1,03/1,85 | 0,823 | |||
| 2.Электромагнитный |
403,1/ |
0,09 | 0,439/1,12 | 0,352 | |||
| 3.Газодинамический |
401,7/ |
0,01 | 0,384/0,98 | 0,3075 | |||
Газодинамический способ обеспечивает приемлемую точность дозирования массы капель сплава СПТ-2 и имеет достаточно высокую точность нанесения точки на поверхность листа. Способ позволяет достаточно просто и оперативно изменять параметры системы. К недостаткам газодинамического способа можно отнести дополнительный расход защитного газа, и некоторое усложнение оборудования из-за наличия газодинамической системы.
2.3.1 Состав и работа газодинамической системы
В состав газодинамической системы входят элементы, обеспечивающие защиту зоны наплавки выступа, формирование импульсообразующего газа, а также элементы, обеспечивающие регулировку параметров газодинамической системы (рис.2.5).
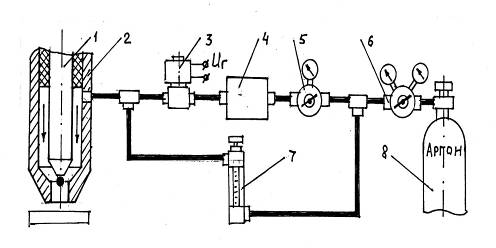
Рис.2.5 Схема и состав газодинамической системы:
1-мундштук;
2-газодинамическое сопло. Предназначено для улучшения передачи энергии импульса газа капле расплавленного металла;
3-клапан газодинамический. Предназначен для подачи импульсообразующего газа из ресивера в полость сопла;
4-ресивер. Предназначен для накопления энергии импульсообразующего газа;
5-редуктор низкого давления. Предназначен для создания заданного давления в ресивере;
6-редуктор высокого давления. Предназначен для снижения давления, поступающего из баллона;
7-расходомер защитного газа;
8-баллон с аргоном.
При наплавке защитный газ непрерывно поступает в зону горения дуги через редуктор 6, расходомер 7, обеспечивая защиту зоны нагрева детали от повторного окисления.
Импульсообразующий газ поступает в ресивер 4 через редуктор 5. При открытии клапана 3 ресивера газ повышенной скорости подается в сопло 2 и благодаря газодинамической силе сформировавшаяся капля расплавленного металла отрывается от торца электрода и переносится на изделие.
2.4 Выбор защитной среды
Титановые сплавы при повышенных температурах способны взаимодействовать с такими вредными примесями, как кислород, водород, азот, что необходимо учитывать при их обработке и сварке.
Наиболее эффективным защитным газом является аргон, который не токсичен, достаточно широко распространен. Он имеет малый потенциал ионизации и небольшое сопротивление прохождения тока, благодаря чему обеспечивается устойчивое горение дуги при значительной ее длине.
С учетом этого при дуговой точечной наплавке материала шипа деталь и электрод защищаются от действия окружающего воздуха очищенным аргоном(99,5%Ar), который непрерывно подается в зону нагрева и создает нейтральную среду.
В силу различных физических свойств аргон и гелий по разному влияют на процесс электродуговой сварки. Аргон в 1.5 раза тяжелее воздуха (плотность 1.78), а гелий гораздо легче воздуха (плотность 0.178). Поэтому при одинаковом качестве защиты зоны сварного соединения расход аргона гораздо меньше, чем гелия.
Потенциал ионизации аргона (15.7ЭВ) меньше, чем гелия (15.7ЭВ), в результате чего возбуждение и горение сварочной дуги в аргоне стабильное, даже при большой ее длине.
Характеристики дуги в аргоне и гелии различны. При одинаковых токах, напряжение дуги в гелии выше, чем в аргоне, и дуга имеет большую проплавляющую способность, обеспечивая равномерное проплавление. В аргоне проплавление неравномерное: более глубокое в центре и меньше по краям сварного соединения.
Применение гелия, а также смесей с большим содержанием гелия (от 25% до 75%), приводит к повышению качества шва за счет высокой тепловой мощности дуги. Увеличивается не только глубина проплавления основного металла и скорость сварки, о и значительно снижается пористость швов, в 6…10 раз и выше [25]. Применение чистого гелия ограничивается его высокой стоимостью и повышенным разбрызгиванием металла. Стоимость гелия примерно в 6 раз выше стоимости аргона. Учитывая высокую проплавляющую способность дуги в гелии, гелий и его смеси применяют в основном при сварке элементов большой толщины (6…32мм).
На основе проведенного анализа в качестве защитного газа выбран аргон со степенью очистки не менее 99.97%.
2.5 Определение характеристик сварочного тока
Зависимости термофизических свойств сплава ВТ6С от температуры были взяты по рекомендациям [26,27].
Эффективным способом формирования необходимой зоны расплавления является управляемый теплоотвод с нижней поверхности листа. Нагрев на теплоотводящей подставке не позволяет получить сквозное проплавление, что для изготовления ошипованных листовых деталей является необходимым условием получения качественного соединения шипа с листом. При одних и тех же условиях размерами зоны, где нет контакта между теплоотводящей подкладкой и листом. Нанесение расплавленного электродного металла через некоторый промежуток времени после выключения тока дуги приводит к резкому перераспределению температуры в листе к моменту нанесения и к уменьшению зоны расплавленного металла на поверхности листа. Ступенчатое снижение тока дуги позволяет поддерживать необходимое температурное состояние заготовки, обеспечивающее получение соединения наплавленной точки с листом.
Уменьшение тока основной дуги при постоянстве выделяемой на ней энергии приводит к уменьшению температуры и зоны расплавленного металла.
При соответствующем подборе определенной величины тока, на конечной стадии процесса нагрева, возможно поддержание стабильной температуры в заданных точках листовой заготовки.
Таблица 2.5
Максимальная температура отдельных точек листовой заготовки при нагреве ее электрической дугой
| Варьируемые параметры процесса нагрева | Расстояние от оси электрической дуги до рассматриваемой точки, мм (обратная сторона листа) | |||
| 3 | 3,75 | 4,5 | 5,25 | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.6 Цикл наплавки выступа
Процесс наплавки выступа включает в себя ряд операций. К ним относятся подача заданного отрезка электрода в зону горения дуги, возбуждение дежурной дуги, включение и выключение силовой дуги, устройство принудительного отрыва капли от электрода. Все эти операции должны выполняться в определенной последовательности и в заданные промежутки времени.
Учитывая высокие скорости течения процесса наплавки выступа, а также жёсткие требования к его стабильности, он ведется в автоматическом режиме по заданной программе.
Наплавку необходимо производить двумя каплями. В связи с этим цикл наплавки выступа имеет следующий вид (рис.3.1).
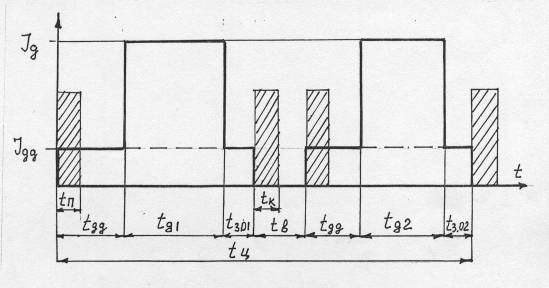
Рис.3.1 Цикл наплавки выступа
![]() - время задержки включения силовой
дуги. В течении данного времени осуществляется подача электродной проволоки
- время задержки включения силовой
дуги. В течении данного времени осуществляется подача электродной проволоки ![]() , возбуждение дежурной
дуги
, возбуждение дежурной
дуги ![]() ,
предварительная очистка и разогрев листовой заготовки. Обычно это время
колеблется в пределах 0,3…0,5 с.
,
предварительная очистка и разогрев листовой заготовки. Обычно это время
колеблется в пределах 0,3…0,5 с.
![]() - время горения силовой дуги
- время горения силовой дуги ![]() . В течении
этого времени происходит плавление вылета электрода и формирование капли
заданной массы, образование расплавленной зоны соединения на листовой заготовке.
. В течении
этого времени происходит плавление вылета электрода и формирование капли
заданной массы, образование расплавленной зоны соединения на листовой заготовке.
![]() - время задержки выключения
дежурной дуги и отрыва капли. Применение такой задержки повышает точность
нанесения капли.
- время задержки выключения
дежурной дуги и отрыва капли. Применение такой задержки повышает точность
нанесения капли.
![]() - время паузы (выстоя) между
нанесением первой и второй капли. Исследованиями установлено, что данный
параметр играет большую роль в формировании выступа. Чрезмерное уменьшение
- время паузы (выстоя) между
нанесением первой и второй капли. Исследованиями установлено, что данный
параметр играет большую роль в формировании выступа. Чрезмерное уменьшение ![]() приводит к
растеканию наплавленной первой капли, а увеличение – к низкой прочности
соединения второй капли с первой.
приводит к
растеканию наплавленной первой капли, а увеличение – к низкой прочности
соединения второй капли с первой.
![]() - время действия
импульсообразующего газа.
- время действия
импульсообразующего газа.
Список использованной литературы
1. Корнилов И.И. Титан.-М.: Наука, 1975 г.-310с.