
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Реферат: Программная обработка на ЧПУ
Реферат: Программная обработка на ЧПУ
МОСКОВСКИЙ ГОСУДАРСВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ “МАМИ”
кафедра: “АССИ”
КУРСОВАЯ РАБОТА
по дисциплине : “Программная обработка на ЧПУ”
выполнил студент : Александров П.Н.
группа : 9-АТП-1
проверил преподаватель : Анкин А. В.
Москва 2001г.
Оглавление .
1. Чертеж детали .
2. Задание курсовой работы .
3. Эскиз заготовки .
4. Выбор инструмента .
5. Расчет режимов резания .
6. Технологический маршрут обработки детали .
7. Эскизы наладок .
8. Управляющая программа .
9. Выводы .
10. Литература .
Задание курсовой работы .
1. Выбрать заготовку и метод ее получения .
2. Выбрать инструмент .
3. Разработать технологический процесс для получения детали данной в задании .
4. Рассчитать режимы резания для каждой операции в маршруте обработки детали .
5. Выполнить эскизы технологических операций .
6. По составленному технологическому процессу , эскизам наладок и рассчитанным режимам резания составить управляющую программу.
Выбор заготовки .
Заготовка представляет собой штамповку из стали 30 выполненную способом горячего прессования , так как такие заготовки отличаются стабильностью форм и размеров , небольшими , а так же стабильными припусками.
Выбор инструмента .
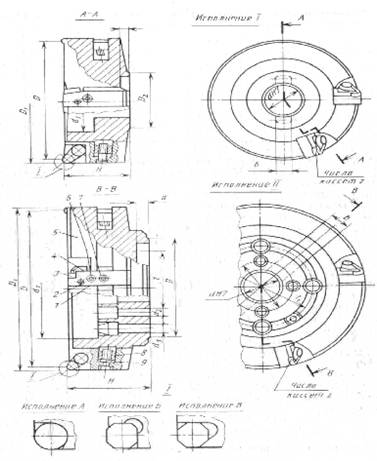
Для обработки базовой и боковой поверхности выбираем торцевую фрезу Æ125мм с механическим креплением СНП ГОСТ 24359-80.
 Т1
Т1
СНП квадратной формы с отверстием и стружколомающими канавками ГОСТ 19052-80 10Д .

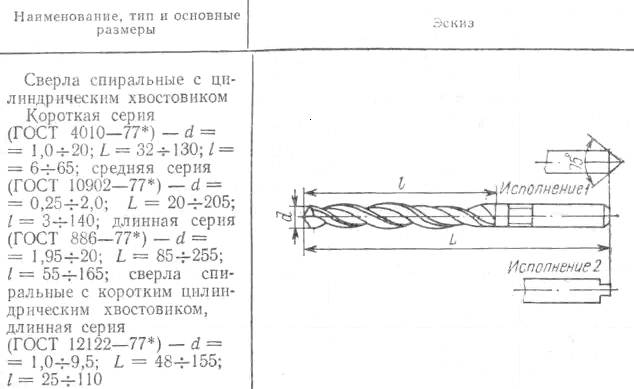
Для сверления отверстия выбираем спиральное сверло Æ20мм с цилиндрическим хвостовиком из быстрорежущей стали Р6М5 ГОСТ 4010-77.
Т2
Для фрезерования закругления с R=10мм выбираем концевую фрезу Æ20мм с напаянными твердосплавными пластинами (g=5°, a=6°) ГОСТ 18372-79
Т3
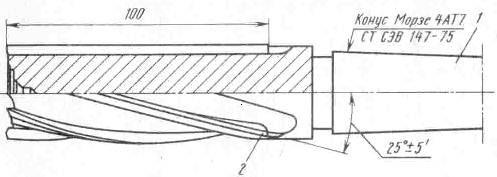
Для фрезерования паза и закруглений с R=8мм выбираем концевую фрезу Æ16мм с напаянными твердосплавными пластинами (g=5°, a=6°) ГОСТ 18372-79
Т4
Технологический маршрут обработки .
Операция 010 Заготовительная . Горячая штамповка.
Операция 020
Установ а
Переход 1
Фрезерование . Фрезеровать по плоскости базовую и боковые поверхности.
Установ б
Переход 1
Фрезерование . Фрезеровать по плоскости базовую и боковые поверхности. Т1.
Переход 2
Сверление. Сверлить отверстие Æ20 на всю глубину. Т2.
Переход 3
Фрезерование . Фрезеровать закругление с R=10мм . Т3.
Переход 4
Фрезерование . Фрезеровать паз и закругление с R=8мм. Т4.
Установ в
Переход 4
Фрезерование . Фрезеровать закругление с R=8мм. Т4.
Расчёт режимов резания .
Переход 1
t=1 мм
по таблице : Sz=0.1 мм/зуб V=500 м/мин
n=1000*V/pd=1000*500/3.14*125=1280 об/мин
Переход 2
t=1 мм
по таблице : S=0.2 мм/об V=25 м/мин
n=1000*V/pd=1000*25/3.14*20=400 об/мин
Переход 3
t=1 мм
по таблице : Sz=0.2 мм/зуб V=60 м/мин
n=1000*V/pd=1000*60/3.14*20=960 об/мин
Переход 4
t=1 мм
по таблице : Sz=0.2 мм/зуб V=60 м/мин
n=1000*V/pd=1000*60/3.14*16=1200 об/мин
Управляющая программа .
N001 M68
N002 Z+01000 X+07250 Y+03500
N003 G26 F0713 M03
N004 Z-01100
N X-21600
N006 Z-01600
N007 Y+09750
N008 X+20500
N009 Y-19500
N010 X-20500
N011 Y+09750
N012 Z+02700
N013 G25
N014 M05
N015 M69
N016 G04 20
N017 M68
N018 Z+01000 X+07250 Y+03500
N019 G26 F0713 M03
N020 Z-01100
N021 X-21600
N022 Z-01600
N023 Y+09750
N024 X+20500
N025 Y-19500
N026 X-20500
N027 Y+09750
N028 Z+02700
N029 G25
N030 M05
N031 M06
N032 Z+01000 X-01600 Y+03000
N033 G26 F0640 M03
N034 Z-05000
N035 Z+05000
N036 G25
N037 M05
N038 M06
N039 Z-03500 X+01000 Y+07000
N040 G26 F0696 M03
N041 X-04000
N042 X+04000
N043 G25
N044 M05
N045 M06
N046 Z+01000 X-04200 Y-01800
N047 G26 F0712 M03
N048 Z-02000
N049 Y+10600
N050 X-03800
N051 Z-02500
N052 Y-01800
N053 Z+04500
N054 G25
N055 M05
N056 M69
N057 G04 20
N058 M68
N059 Z+01000 X-08000 Y+04800
N060 G26 F0712 M03
N061 Z-08500
N062 Y-01800
N063 Z+08500
N064 G25
N065 M05
N066 M02
Выводы .
По заданной детали выданной в задании , в данном курсовой работе были разработаны :
- эскиз заготовки ;
- был выбран инструмент;
- расчитаны режимы резания;
- разработан технологический маршрут обработки детали и эскизы наладок;
- составлена управляющая программа .
Из расчетов следует , что деталь технологична , экономически выгодна и после обработки соответствует заданным параметрам .
Список используемой литературы :
1. И. Л. Фадюшин , Я. А. Музыкант , А. И. Мещеряков , А. Р. Маслов. Инструмент для станков с ЧПУ , многоцелевых станков и ГПС . Машиностроение . Москва 1990 .
2. Ю. В. Барановский . Режимы резания металлов . Машиностроение . Москва 1972 .
3. И. А. Ординарцев. Справочник инструментальщика. Машиностроение . Москва 1987 .
4. Методические указания № 1090.