
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Лабораторная работа: Технологическая оснастка
Лабораторная работа: Технологическая оснастка
Практическая работа
по курсу «Технологическая оснастка»
Вариант №7
Практическая работа № 1
Задание: начертить схему базирования и схему установки для заданной детали при фрезеровании паза в размер b и h.

![]() Решение:
Решение:
Схема базирования
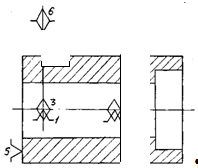
Схема установки детали
Практическая работа № 2
фрезерование пневматический токарный втулка
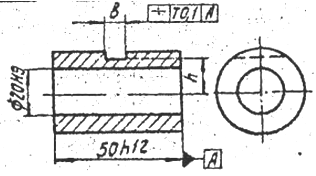
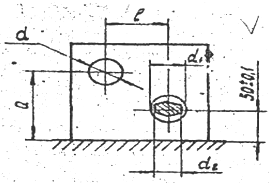
Задание: рассчитать погрешность
базирования для нижеприведенной схемы установки детали. Обработка отверстия d в
детали, установленной отверстием d1(Ø20+0.021) ![]() на штырь диаметром d2 (Ø20
на штырь диаметром d2 (Ø20![]() )
)![]()

 и параллельную оси отверстия плоскость.
и параллельную оси отверстия плоскость.
![]()
Решение:
На операции необходимо выполнить размеры а и b, определение положения обрабатываемого отверстия d. Точность обработки отверстия определяется инструментом.
Погрешность базирования размера равна максимальному зазору посадки на штыри, т.е.:
εбаз=δ1 +δ2+2∆,
δ1=0,021 - допуск на диаметр установочного отверстия;
δ2=0,021 - допуск на диаметр штыря;
2∆=0,020 - минимальный гарантированный диаметральный зазор посадки.
εба=0,021+0,021+0,020=0,062мм
Погрешность базирования размера b равна: εбв= εба = 0,062мм.
Практическая работа № 3
Задание: определить необходимую силу зажима для заданных на схеме условий закрепления. М=200кгс∙мм, D1 =150мм, d =100 мм, d1 =60мм, f1= f2=0,16
Решение:

Практическая работа № 4
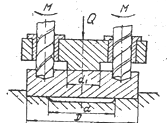
Задание: для заданной на схеме конструкции с пневмоприводом определить диаметр пневмоцилиндра, который обеспечит необходимую силу зажима Q заготовки в приспособлении
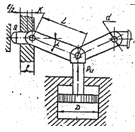
Q =400 кгс L = 150 мм, α=20ْ
l=15мм, К=10мм, d=8мм.
Решение:
![]()
![]()
![]()
Практическая работа № 5
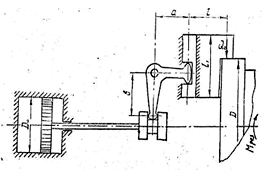
Задание: определить потребную силу тяги и основные размеры пневматического двигателя для закрепления детали при токарной обработке в самоцентрирующем патроне. Коэффициент трения между кулачками патрона и заготовкой f = 0,25. Коэффициент трения в трущихся парах патрона fi = 0,15. Коэффициент запаса закрепления К = 2,5.
Тип патрона и его параметры: с рычажным приводом, l=70 мм; l1=90 мм; a/в=1/3,5; D=120 мм;D1=100 мм; Pz =200 кгс; Px=75 кгс
Тип пневмодвигателя - пневмоцилиндр.
Решение:
Сила зажима детали одним кулачком патрона:
![]()
n=3 - число кулачков патрона.
Определение потребной силы тяги и размеров пневматического двигателя при токарной обработке в самоцентрирующем патроне.
![]()
Определяем потребную силу на штоке механизированного привода патрона
![]()
Диаметр цилиндра двухстороннего действия (при давлении в штоковой полости) определяем из формулы:
Принимаем по ГОСТ 21821-76 Dц=230 мм, dшт=34,5мм
Длина хода штока lштока=S*b/a=3*3,5=17,5 мм.
Практическая работа № 6
Задание: разработать конструкцию и произвести расчет патрона с гидропластмассовым зажимом для чистовой обработки наружного диаметра втулки на токарном станке. Материал тонкостенной втулки сталь ЗОХГС (σТ=85 кгс/мм2; Е=2,1∙104 кгс/мм2).
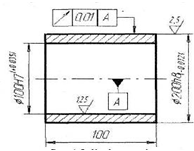
Исходные данные: D=120 мм; d=100 мм; 1=100 мм; Мрез=600 кгс∙см.
Решение:
Учитывая высокою точность допуска на радиальное биение детали, выбираем установку детали с базированием по внутреннему диаметру в само центрирующем патроне с гидропластмассой , обеспечивающем точность центрирования в пределах 0,005-0,01 мм.
Расчет патрона сводится к расчету размеров установочной втулки, диаметра и хода плунжера, усилия на плунжер, диаметра поршня пневмоцилидра привода,
1. диаметр наружной
поверхности втулки D принимаем по внутреннему диаметру детали по посадке 17 (ǿ120f7(![]() )
)
2. Длину 1 тонкостенной части втулки принимаем равной длине базового размера отверстия детали, 1=100 мм.
3. Толщина стенки оболочки (l>D/2; D>50мм)
![]()
=0,025∙120=3 мм.
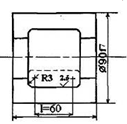
Ширина посадочного пояска
![]() Принимаем Т=12мм
Принимаем Т=12мм
4. Максимальный диаметральный зазор между установочной поверхностью втулки и базовой поверхностью зажимной детали, т.е. величина деформации. При которой оболочка соприкасается с деталью
Smax=Dизд.max-D вт.min=120,054-119,893=0,161 мм
Допустимая упругая деформация втулки
|
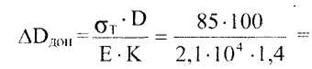
0,3469 мм,
где К=1,4-коэфициент запаса прочности.
5. Определяем давление гидропластмассы Рr соответствующее первичному контакту оболочки с деталью
; ![]()
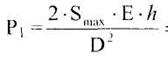
Давление гидропластмассы Рr, зависящее от величины момента резания
![]() где
где ![]() -приведенная сила
-приведенная сила
К=1,5-2,5- коэффициент запаса закрепления, принимаем К=3.
f =0,1-0,16- коэффициент трения на поверхности сопряжения, принимаем f =0,1; ψ=0,69
Тогда ![]()
Суммарное давление гидропластмассы, необходимое для прочного удержания заготовки на втулке
![]()
6. Диаметр плунжера ![]()
Сила Рч на плунжере или штоке пневматического привода
![]()
Диаметр поршня
![]()
Принимаем по ГОСТ2181-76 D=125мм
7. Определяем ход поршня и плунжера
![]()
![]()
![]()
7. Определяем длину lК поверхности контакта обрабатываемой детали с втулкой, когда деталь закреплена
![]()
Коэффициент запаса
контакта![]()
Условие надежного крепления (0,5<а=0,78<0,8) и центрирования соблюдено.