
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Лабораторная работа: Проектирование и операции процесса обработки детали
Лабораторная работа: Проектирование и операции процесса обработки детали
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
Практическая работа №1
Выполнил:
ст.гр. АПП 04-2
Измайлов А.О.
Проверил:
Косенко А.Г.
Краматорск 2008
1. Проанализировать назначение детали и ее отдельных поверхностей, проанализировать точностные параметры, шероховатость и размерные связи между отдельными поверхностями детали
При проектировании, как в учебных целях, так и в производственных условиях, любая деталь должна быть проанализирована на технологичность. Цель анализа технологичности детали – выявление недостатков конструкции по сведениям, содержащимся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции.
Существует качественная и количественная оценка технологичности. Качественная оценка технологичности заключается в качественном анализе параметров детали в процессе проектирования и используется для поиска лучшего количественного решения. Количественная оценка технологичности характеризует степень удовлетворения вариантом конструкции детали требований к технологичности.
ГОСТами предусматривается свыше 20 количественных и качественных критериев технологичности. Анализ технологичности детали является обязательным этапом проектирования детали и позволяет на 15-20% улучшить технико-экономические показатели проектируемого техпроцесса.
Проведем качественный анализ данной детали на технологичность.
Масса и габариты данной детали позволяют получать заготовки для изготовления детали штамповкой. Это позволяет сократить время на первоначальных этапах техпроцесса.
Конструкция детали предполагает использование стандартного металлорежущего инструмента. На токарных операциях возможно применение проходных и контурных резцов.
В процессе обработки возможно применение прогрессивных технологий. В частности возможно применение станков с ЧПУ для чистовой обработки поверхностей детали и приборов активного контроля размеров при шлифовании.
Исходя из изложенных выше соображений, можно сделать вывод о том, что данная деталь в целом является технологичной для производства.
Количественный анализ детали на технологичность проводится с помощью вычисления коэффициента использования материала при изготовлении детали, коэффициента точности обработки и коэффициента шероховатости обработки поверхности. Количественный анализ проводится в том случае, если в процессе качественного анализа детали на технологичность были изменены параметры качества поверхности детали. При этом сравниваются рассчитанные коэффициенты для базового и модифицированного вариантов обработки детали. Так как изменений параметров качества обработки поверхности и размеров детали не было сделано, то количественный анализ нецелесообразен.
2. Определить химический состав и физико-механические свойства материала детали
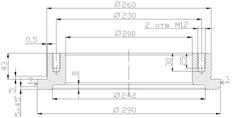
Рассматриваемая деталь представляет собой втулку изготовленный из стали Сталь 45 ГОСТ 1050-74.
Сталь 45 – это улучшаемая конструкционная сталь. Признак улучшаемой стали – среднее содержание углерода 0,4%. Улучшение – вид термообработки, представляющий собой закалку, а затем отпуск на 600 0С. В результате из мартенсита образуется сорбит. Твердость 335HB…360HB. Для этой стали характерны однородность, чистота. Она предназначена для изготовления ответственных деталей машин и механизмов.
Химический состав стали 45 (ГОСТ 1050-74)
Углерод – 0,4-0,5 %.
Кремний – 0,17-0,37 %.
Марганец – 0,5-0,8 %.
Сера – не более 0,045 %.
Фосфор – не более 0,045 %.
Никель – 0,3 %.
Хром – 0,3 %.
Механические свойства стали 45 (ГОСТ 1050-74)
Gт – 360 МПа
Gвр – 610 МПа
δ – 16 %
ψ – 40 %
αн – 50 Дж/см
НВ – 200-240
3. Установить способ получения детали
Принимая во внимание массу, габариты и форму детали (D= 285 мм, D2= 200 мм, h=57 мм), можно сделать вывод о способе ее получения обработкой давлением ГОСТ 7505-89. Производство серийное. Это либо штамповка на молоте или КГШП, фрикционом прессе, ГКМ, гидравлическом прессе. Однако целесообразно эти изделия получать на фрикционом прессе, так как ковка на молоте неточна и эффективна в единичном производстве, на ГКМ штамповать нецелесообразно из-за эффективности его только при массовом производстве. Наиболее приемлемым в данном случае оборудованием является КГШП. Штамповка принимается в закрытом штампе.
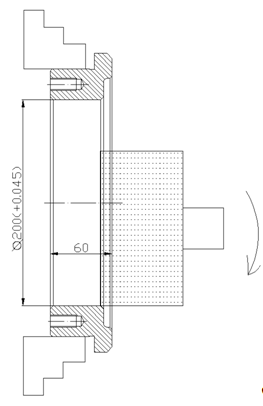
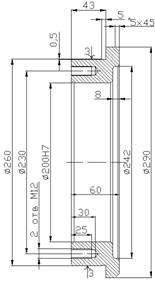
4. Спроектировать внутришлифовальную 200Н7 операцию механической обработки
4.1 Металлорежущее оборудование и его основные характеристики
Круглошлифовальный станок ЗБ151. Наибольший диаметр и длина шлифуемой поверхности 180Х630 мм. Диаметр и высота шлифовального круга (нового): Dк=600 мм; Вк=63 мм. Частота вращения шлифуемой детали 63—400 об/мин (регулирование бесступенчатое). Скорость продольного перемещения стола 0,1— 6 м/мин (регулирование бесступенчатое). Периодическая поперечная подача шлифовального круга (мм/ход стола): 0,0025— 0,05 мм (через 0,0025 мм). Непрерывная подача при врезном шлифовании 0,1—2,0 мм/мин (0,0005—0,01 мм/об). Мощность электродвигателя привода шлифовального круга Nд=7 кВт; КПД станка η==0,8.
4.2 Станочное приспособление для установки и закрепления детали
Патрон трехкулачковый ГОСТ 2675-63
Диаметр наружный - 400 мм
Диаметр присоединительного пояска - 340 H7
Диаметр расположения крепежных отверстий – 11 мм.
Диаметр расположения крепежных отверстий – 368 мм.
Высота корпуса – 105 мм.
Максимальный наружный диаметр, зажимаемого в прямых кулачках – 350 мм.
Максимальный внутренний диаметр, зажимаемого в прямых кулачках – 530 мм.
Максимально допустимая частота вращения – 2500 об/мин
Минимальная суммарная сила зажима - 65000 DaH
Масса патрона - 16/25 кг.
Диаметр отверстия в корпусе -136 мм
4.3 Режущий инструмент и его основные характеристики
Шлифовальный круг – ПП 150х20х80 34А 40 СТ3 6 К5 35м\с А 1. ГОСТ 2424-83
(Размеры - ПП 150х20х80, марка абразивного материала – 34А, зернистость – 40, твердость – СТ3, структура – 6, связка – К5, допустимая скорость вращения – 34 м/с., класс точности – А, класс неуравновешенности - 1)
Нутромер НМ 600, ГОСТ 10-75
Линейка - 500, ГОСТ 427-75.
4.4 Определить по нормативам режимы резания в следующем порядке
4.4.1 Глубина резания
Глубину
резания при предварительном и окончательном шлифовании выбираем ![]()
4.4.2 Подачу и скорректировать ее по паспорту станка
Радиальная
подача при предварительном шлифовании ![]() при окончательном -
при окончательном - ![]() (Лит. 3)
(Лит. 3)
4.4.3 Скорость резания. Частоту вращения шпинделя с деталью или инструментом, скорректировать ее по паспорту станка и рассчитать действительную скорость резания
Частота
вращения шлифовального круга ![]() принимаем стандартную частоту вращения шлифовального
круга 1590 (мин-1) и
принимаем стандартную частоту вращения шлифовального
круга 1590 (мин-1) и ![]()
Частота
вращения детали при предварительном шлифовании ![]() принимаем стандартную частоту вращения шпинделя
изделия – 100 (мин-1) и
принимаем стандартную частоту вращения шпинделя
изделия – 100 (мин-1) и ![]()
Частота
вращения детали при окончательном шлифовании ![]() стандартную частоту вращения шпинделя изделия – 70
(мин-1) и
стандартную частоту вращения шпинделя изделия – 70
(мин-1) и ![]()
4.4.4 Мощность резания сравнить ее с эффективной мощностью станка и сделать вывод о возможности обработки
Мощность
резания при предварительном шлифовании определим по формуле ![]()
Учитывая
табличные коэффициенты ![]() получим следующее значение
мощности резания:
получим следующее значение
мощности резания: ![]()
При окончательном - ![]()
4.4.5 Рассчитать основное время на операции
Основное время перехода:
предварительная
обработка – ![]() окончательная обработка –
окончательная обработка – ![]()
вспомогательное
время, связанное с приемами управления станком и измерением детали, ![]()
Время на
переход ![]()
4.4.6 Технологическая карта наладки станка на внутришлифовальную операцию
а) Установить закрепить.
б) Патрон трехкулачковый ГОСТ 2675-63
в) Шлифовать до размера Ǿ200Н7.
г) Шлифовальный круг – ПП 150х20х80 34А 40 СТ3 6 К5 35м\с А 1. ГОСТ 2424-83
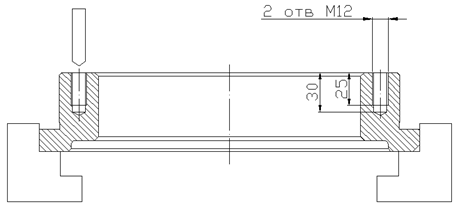
5. Спроектировать вертикально-сверлильную (отверстие + М12) операцию механической обработки
5.1 Металлорежущее оборудование и его основные характеристики
Вертикально-сверлильный станок 2Н125. Наибольший диаметр сверления 25 мм. Частота вращения шпинделя в минуту: 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000. Подачи (мм/об): 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,60. Мощность электродвигателя Nд=2,2 кВт; КПД станка η=0,8. Наибольшая осевая сила резания, допускаемая механизмом подачи станка, Pxнаиб=8900Н.
5.2 Станочное приспособление для установки и закрепления детали
Патрон трехкулачковый ГОСТ 2675-63
Диаметр наружный - 400 мм
Диаметр присоединительного пояска - 340 H7
Диаметр расположения крепежных отверстий – 11 мм.
Диаметр расположения крепежных отверстий – 368 мм.
Высота корпуса – 105 мм.
Максимальный наружный диаметр, зажимаемого в прямых кулачках – 350 мм.
Максимальный внутренний диаметр, зажимаемого в прямых кулачках – 530 мм.
Максимально допустимая частота вращения – 2500 об/мин
Минимальная суммарная сила зажима - 65000 DaH
Масса патрона - 16/25 кг.
Диаметр отверстия в корпусе -136 мм
деталь проектирование токарный обработка
5.3 Режущий инструмент и его основные характеристики
Инструмент: сверло спиральное с цилиндрическим хвостовиком по ГОСТ 10903-77, Æ11 мм, Т5К6.
Штангенциркуль ШЦ I-150, 0.1, ГОСТ 166-80.
5.4 Определить по нормативам режимы резания в следующем порядке
5.4.1 Глубина резания
Глубина резания: ![]() мм,
мм, ![]() мм (Лит 3 )
мм (Лит 3 )
5.4.2 Подачу и скорректировать ее по паспорту станка
Подача: ![]() мм/об.
мм/об.
5.4.3 Скорость резания
Скорость резания определяется по формуле:
![]() .
.
По [4] выбираем необходимые коэффициенты:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() мин.
мин.
![]() ,
,
![]() ;
; ![]() ;
; ![]()
![]()
![]() .
.
Вычисляем скорость резания:
![]() м/мин.
м/мин.
5.4.4 Частоту вращения шпинделя с деталью или инструментом, скорректировать ее по паспорту станка и рассчитать действительную скорость резания
Частота
вращения ![]() мин-1
мин-1
5.4.5 Мощность резания сравнить ее с эффективной мощностью станка и сделать вывод о возможности обработки
Мощность резания:
![]() ,
,
где![]() ,
,
где ![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Подставляя, получим:
![]() Н·м.
Н·м.
Подставляем:
![]() кВт.
кВт.
· Необходимая мощность электродвигателя:
![]() кВт.
кВт.
Для осуществления процесса резания, должно выполняться условие:
![]() ,
,
Где ![]() — мощность электродвигателя
главного привода станка
— мощность электродвигателя
главного привода станка
5.4.6 Рассчитать основное время на операции
![]() ,
,
где ![]() ;
;
![]() мин;
мин;
![]() ,
,
где ![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин.
мин.
![]() мин.
мин.
Подставляем:
![]() мин.
мин.
![]() мин.
мин.
5.4.7 Технологическая карта наладки станка на вертикально-сверлильную операцию
Вертикальносверлильная.
а) Установить и закрепить деталь
б) Патрон трехкулачковый ГОСТ 2675-63
в) Сверлить Ǿ11 глубина 30
г) Нарезать резьбу М12
д) Инструменты
Сверло спиральное с цилиндрическим хвостовиком по ГОСТ 10903-77, Æ11 мм, Т5К6.
Метчик ГОСТ 3266-81 М12х1,75 Р6М5
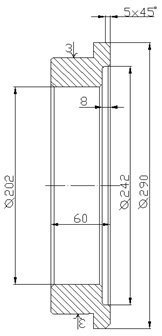
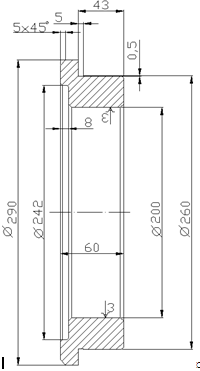
6. Спроектировать токарную операцию механической обработки
6.1 Металлорежущее оборудование и его основные характеристики
Токарно-винторезный станок модели 16К20 высота центров 215 мм. Расстояние между центрами до 2000 мм. Мощность двигателя NM=10кВт; КПД станка h=0.75. Частота вращения шпинделя мин-1: 12.5; 16; 20; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Продольные подачи мм/об: 0.05; 0.06; 0.075; 0.09; 0.1; 0.125; 0.15; 0.175; 0.2; 0.25; 0.25; 0.3; 0.35; 0.4; 0.5; 0.6; 0.7; 0.8; 1; 1.2; 1.4; 1.6; 2; 2.4; 2.8. Поперечные подачи мм/об: 0.025; 0.03; 0.0375; 0.045; 0.05; 0.0625; 0.075; 0.0875; 0.1; 0.125; 0.15; 0.175; 0.2; 0.25; 0.3; 0.35; 0.4; 0.5; 0.6; 0.7; 0.8; 1; 1.2; 1.4. Максимальная осевая сила резания, допускаемая механизмом подачи, PX=6000 Н.
6.2 Станочное приспособление для установки и закрепления детали
Патрон трехкулачковый ГОСТ 2675-63
Диаметр наружный - 400 мм
Диаметр присоединительного пояска - 340 H7
Диаметр расположения крепежных отверстий – 11 мм.
Диаметр расположения крепежных отверстий – 368 мм.
Высота корпуса – 105 мм.
Максимальный наружный диаметр, зажимаемого в прямых кулачках – 350 мм.
Максимальный внутренний диаметр, зажимаемого в прямых кулачках – 530 мм.
Максимально допустимая частота вращения – 2500 об/мин
Минимальная суммарная сила зажима - 65000 DaH
Масса патрона - 16/25 кг.
Диаметр отверстия в корпусе -136 мм
6.3 Режущий инструмент и его основные характеристики
Резец проходной упорный, Т5К10-16х16, СТП39.06-74.
Линейка - 500, ГОСТ 427-75.
Штангенциркуль ШЦ III-400, 0.1, ГОСТ 166-80.
6.4 Определить по нормативам режимы резания в следующем порядке
6.4.1 Глубина резания
С учетом того, что обработка данной поверхности
чистовая, выбираем глубину резания ![]() (Лит 3)
(Лит 3)
6.4.2 Подачу и скорректировать ее по паспорту станка
Радиальная подача при токарном точении ![]()
6.4.3 Скорость резания
определим скорость резания
![]()
С учетом табличных коэффициентов
![]()
![]()
6.4.4 Частоту вращения шпинделя с деталью или инструментом, скорректировать ее по паспорту станка и рассчитать действительную скорость резания
Частота
вращения шпинделя ![]() принимаем стандартную частоту
вращения 200 (мин-1) и
принимаем стандартную частоту
вращения 200 (мин-1) и ![]()
6.4.5 Мощность резания сравнить ее с эффективной мощностью станка и сделать вывод о возможности обработки
Мощность
резания ![]()
6.4.6 Рассчитать основное время на операции
Основное
время перехода ![]() вспомогательное время, связанное
с приемами управления станком и измерением детали,
вспомогательное время, связанное
с приемами управления станком и измерением детали, ![]()
Время на
переход – точение под меру и под шлифовку с образованием радиуса R2: ![]()
6.4.7 Технологическая карта наладки станка на токарную операцию
а) установить и закрепить деталь.
б) Патрон трехкулачковый ГОСТ 2675-63
в) Точить Æ290 L=17, Æ260 L=43, Æ242 L=8. Снять фаски 5х45 и 2х45
Точить Æ202 L=60 снять фаски 2х45.
Переустановить деталь
Точить снять Æ260 L=43 фаски 2х45.
Точить паз Æ260 L=5 H=0.5
г) Резец проходной упорный, Т5К10-16х16, СТП39.06-74
5. Разработка маршрута обработки детали, эскизы обработки на каждую операцию с условным изображением базирования и закрепления детали, обработанные поверхности с размерами и допусками, а также шероховатость поверхностей
|
Наименование и содержание операции |
Оборудование |
Приспособления |
Режущий и мерительный инструмент |
Схема базирования |
||||||
|
Токарная : · Точить чисто поверху Ø260 · Точить чисто поверху Ø285 · Снять фаски 2x45 Ø260 · Точить паз Ø259.75 L=5 · Точить чисто Ø242 · Точить чисто Ø202 · Точить паз L=5 H=0.5 · Снять фаски 5x45 Ø285 · Снять фаски 2x45 Ø242 · Снять фаски 2x45 Ø200 |
16К20 | Патрон трехкулачковый ГОСТ 2675-63 |
Резец проходной упорный, Т5К10-16х16. Штангенциркуль ШЦ III, 0-500, 0.1, ГОСТ166-80. |
|
||||||
|
Вертикально-сверлильная · Сверлить 2 отверстия Ø 11 L=30 · Нарезать резьбу М12 L=25 |
2H125 | Патрон трехкулачковый ГОСТ 2675-63, центр вращающийся ГОСТ 8742-62, центр упорный ГОСТ 13214-75 |
сверло спиральное с цилиндрическим хвостовиком по ГОСТ 10903-77, Æ11 мм, Т5К6. Метчик М12 S=1.75 ГОСТ 3266-81 Штангенциркуль ШЦ I, 0-125, 0.1. |
|
||||||
|
Внутришлифовальная · Шлифовать Ø 200Н7 |
3Б151 | Патрон трехкулачковый ГОСТ 2675-63, центр вращающийся ГОСТ 8742-62, центр упорный ГОСТ 13214-75 |
Шлифовальный круг – ПП 150х20х80 34А 40 СТ3 6 К5 35м\с А 1. ГОСТ 2424-83 Штангенциркуль ШЦ III, 0-500, 0.1. |
|
|
||||
ПЕРЕЧЕНЬ ССЫЛОК
1. А.А. Гусев Е.Р. Ковальчук Технология машиностроения – М.: Машиностроение 1986 -490 с.
2. Справочник технолога-машиностроителя (под редакцией Малова А.Н.) – М.: Машиностроение, 1972 – 633 стр.
3. Калашников Б.В., Максименко Э.В. Анализ эффективности механизации и автоматизации производства – Киев: Высшая школа, 1981 – 304 стр.
4. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. – М.: Издательство стандартов, 1970 – 12 стр
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Минск: Высшая школа, 1983 – 256 стр.
6. Справочник технолога-машиностроителя в 2-х томах (под редакцией Косиловой А.Г., Мещерякова Р.К.). – М.: Машиностроение, 1985 г – Т.1 – 656 стр.
7. Справочник технолога-машиностроителя в 2-х томах (под редакцией Косиловой А.Г., Мещерякова Р.К.). – М.: Машиностроение, 1985 г – Т.2 – 496 стр.
8. Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного нормирования станочных работ. Серийное производство. – М.: Машиностроение, 1974 г – 421 стр.