
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Курсовая работа: Характеристика основных факторов и методов мотивации персонала, и установление их влияния на работу коллектива отдельного предприятия
Курсовая работа: Характеристика основных факторов и методов мотивации персонала, и установление их влияния на работу коллектива отдельного предприятия
Содержание
Введение
1. Технико-экономическое обоснование метода производства полиэтилена низкого давления (ПНД)
1.1 Патентный поиск
1.2 Описание существующего производства
1.3 Выбор и обоснование технологии проектируемого производства
1.4 Сравнительный анализ и выбор оборудования
1.5 Размещение объекта и его обоснование
1.6 Проектное предложение
2. Технологическая часть
2.1 Характеристика производимой продукции
2.2 Характеристика сырья
2.3 Операционное описание технологического процесса
2.3.1 Реакторный узел
2.3.2 Узел подачи катализатора
2.3.3 Узел выгрузки продукта
2.3.4 Узел подавления реакции
2.3.5 Термическое обезвреживание газоотходов
2.4 Теоретические основы производства
2.5 Расчет материального баланса производства гомополимера этилена марки 276
2.6 Расчет количества сырья необходимого для выполнения суточной, часовой, годовой программ и расчет количества оборудования
2.7 Тепловой расчет
2.8 Механический расчет
2.8.1 Расчет обечайки
2.8.2 Расчет эллиптического днища
2.8.3 Расчет полусферического днища
2.8.4 Расчет конической обечайки
2.9 Энерготехнологические ресурсы
2.10 Устройство и описание основного аппарата
2.11 Технологический контроль производства
2.12 Перечень основного оборудования
3. Автоматизация и автоматизированные системы управления
4. Строительно-монтажная часть
5. Безопасность жизнедеятельности
5.1 Характеристика объекта
5.2 Характеристика веществ применяемых на объекте
5.3Категорирование помещений по взрывопожарной опасности
5.4 Перечень опасных и вредных факторов, присущих объекту
5.5 Метеоусловия на производственной площадке
5.6 Разработка защитных мероприятий
5.7 Расчет освещения объекта
6. Мероприятия по предупреждению и устранению чрезвычайных происшествий и гражданской обороне
7. Экологическая оценка проекта
8. Экономическая оценка проекта
9. Стандартизация
Заключение
Перечень принятых терминов
Список использованных источников
Приложение А
Приложение Б
Введение [1,2,3]
Промышленное производство полиэтилена низкого давления является одним из самых молодых направлений полимерной химии. Полиэтилен низкого давления – это недорогой, экологически чистый продукт.
С момента открытия новых ионно-координационных катализаторов оно развивается исключительно высокими темпами. Высокие темпы роста производства полиэтилена низкого давления связаны с непрерывно растущими потребностями в этом материале, что объясняется весьма ценным комплексом свойств полиэтилена низкого давления: высокой прочностью, стойкостью к растрескиванию в агрессивных средах, теплостойкостью, морозостойкостью, малым удельным весом, способностью пропускать ультрафиолетовые лучи и поглощать радиоактивные излучения, хорошими диэлектрическими свойствами, хорошей перерабатываемостью в изделия различными методами.
Основные мощности по производству полиэтилена сосредоточены в США, Европе и Японии, но наблюдается перенос производства в станы Персидского Залива и Северной Африки. В США крупными фирмами-производителями являются «Юсай», «Юнион Карбайд», «Доу», в Японии – «Мицубиши Юкка».
Производство полиэтилена низкого давления основано на жидкофазном методе полимеризации этилена в суспензии (АО «Куйбышевнефтеоргсинтез») и на газофазном методе полимеризации этилена на базе оборудования фирмы « Си Джей Би» (Великобритания) по методу фирмы «Юнион Карбайд» (США) (ОАО «Казаньоргсинтез»).
Наиболее крупными потребителями полиэтилена низкого давления являются сельское хозяйство (производство труб и шлангов для полива, обогрева и орошения, производства тары и пленки для теплиц), водное хозяйство и мелиорация (для изготовления изделий санитарно-безнапорных труб), строительная индустрия (для изготовления изделий санитарно-технического назначения, труб и изоляция магистральных газопроводов), пищевая промышленность (для изготовления пленок и тары) и кабельная промышленность.
Использование полиэтилена низкого давления в народном хозяйстве наряду с высокой экономической эффективностью способствует техническому прогрессу – уменьшению веса изделия, увеличение срока их службы, снижение трудоемкости изготовления и т.д.
1. Технико-экономическое обоснование метода производства полиэтилена низкого давления (ПНД)
1.1 Патентный поиск
Для проведения патентных исследований определяется предмет поиска по теме дипломного проекта, подлежащий исследованию.
Предмет поиска: «производство полиэтилена низкого давления».
Поиск проводиться по отечественному патентному фонду библиотеки КГТУ и национальной библиотеки РТ.
Глубина поиска (не менее 5 лет), начиная с текущего года и вглубь без пробелов.
Источником информации об отечественных изобретениях является бюллетень РФ «Изобретения. Полезные модели» и информационно-поисковая система Интернет сайт www. fips.ru.
Классификационные индексы предмета поиска определяются по Международной Патентной Классификации МПК: С, В, А, G.
Целью патентных исследований является установление уровня развития техники и анализ применимости прогрессивных решений в дипломном проекте.
Для составления полного списка изобретений, имеющих отношение к теме поиска, используются текущие и годовые систематические указатели к официальному бюллетеню.
Номера охранных документов, имеющих отношение к теме поиска, заносят в таблицу 1.1.
Таблица 1.1
Номера охранных документов
| Индекс МПК (51) | № охранных документов (11) или (21) | № бюллетеня, год или дата опубликования (46) или (43) или (45) | Страна выдачи патента (19) | Название изобретения (54) |
| 1 | 2 | 3 | 4 | 5 |
| С08F2/34 C08F4/24 C08F10/02 | 2289591 (11) 2005130303/04 (21) | 2006.12.20 (45) | RU | Способ получения полиэтилена низкого давления. |
| C08F4/654 C08F10/00 C08F4/64 B01J37/00 | 96124062 (11) 96124062/04 (21) | 1999.01.27 (43) | RU | Прокатализатор для производства полимеров этилена, способ его получения и применения. |
| C08L23/06 C08K5/23 | 2284340 (11) 2005120281/04 (21) | 2006.09.27 (45) | RU | Композиция на основе полиэтилена. |
| C08F4/02 C08F4/10 C08F4/12 C08F4/22 C08F4/24 C08F4/78 | 2177954 (11) 2001103980/04 (21) | 2002.01.10 (45) | RU | Способ получения полиэтилена низкого давления. |
| C08J11/00 | 2004119885 (11) 2004119885/04 (21) | 2006.01.10 (43) | RU | Способ подготовки и переработки полимерных отходов. |
| B29B17/00 | 2258606 (11) 2004109721/12 (21) | 2005.08.20 (45) | RU | Устройство для переработки термопластичного материала |
| B65D85/34 B65D85/36 B65D85/72 | 2255884 (11) 2004100586/12 (21) | 2005.07.10 (45) | RU | Упаковочный материал для пищевых продуктов. |
| C08L23/06 C08L3/20 C08K5/13 | 2000120740 (11) 2000120740/04 (21) | 2002.05.27 (43) | RU | Полимерная композиция. |
| C08F2/34 | 2006127647 (11) 2006127647/04 (21) | 2008.02.10 (43) | RU | Способ устранения образования отложений в газофазных реакторах. |
| C08F2/34 | 2004117908 (11) 2004117908/04 (21) | 2006.01.10 (43) | RU | Непрерывный способ газофазной полимеризации. |
| C08L23/06 C08K13/00 C08K5:07 C08K5:10 C08K5:23 C08K5:24 | 2131894(11) 97120336/04 (21) | 1999.06.20 (43) | RU | Полимерная композиция. |
| C09K11/06 C08K5/00 A01N59/00 A01N43/00 A01N37/00 | 98118208 (11) 98118208/04 (21) | 2000.06.27 (43) | RU | Светопреобразующая полимерная композиция. |
| C08F2/34 C08F10/00 C08F2/42 | 2311426 (11) 2004117908/04 (21) | 2006.01.10 (43) 2007.11.27 (45) | RU | Непрерывный способ газофазной полимеризации. |
| C08F2/34 C08F4/6592 C08F10/00 C08F210/16 | 2297427 (11) 2005109914/04 (21) | 2006.01.20 (43) 2007.04.20 (45) | RU | Способ газофазной полимеризации. |
| C08F10/02 C08F2/34 B01J8/24 C07C7/167 | 2289593 (11) 2004106795/04 (21) | 2005.07.20 (43) 2006.12.20 (45) | RU | Оптимизация удаления тепла в газофазном процессе с псевдоожиженном слоем. |
| B01J31/00 | 2005123719 (11) 2005123719/04 (21) | 2006.05.27 (43) | RU | Получение полиэтилена с широким молекулярно-массовым распределением. |
| G01F23/00 G01F23/28 | 2277228 (11) 2003107934/28 (21) | 2004.07.20 (43) 2006.05.27 (45) | RU | Способ измерения уровня заполнения реактора. |
| C08F6/00 B01D53/00 B01D53/22 | 2240330 (11) 2001129361/04 (21) | 2003.07.10 (43) 2004.11.20 (45) | RU | Способ выделения олефинов из установки для получения полиолефинов. |
| C08F10/00 C08F4/60 | 2001114204 (11) 2001114204/04 (21) | 2003.08.10 (43) | RU | Способ полимеризации олефинов. |
| C08F2/34 C08F10/02 C08F4/24 C08F4/69 C08F4/02 C08J5/18 | 2289479 (11) 2000118210/04 (21) | 2002.08.10 (43) 2004.05.27 (45) | RU | Способ газофазного псевдоожижения для получения гомо - и сомономеров этилена. |
| C08F10/00 | 2005135265 (11) 2005135265/04 (21) | 2006.04.10 (43) | RU | Периодическое измерение количества катализатора и вспомогательных веществ процесса в газофазном реакторе с псевдоожиженным слоем. |
| C08F10/00 C08F2/00 C08F2/34 B01J8/18 B01J8/38 B01J19/24 | 2223974 (11) 2000109307/04 (21) | 2002.02.27 (43) 2004.02.20 (45) | RU | Способ и устройство для газофазной полимеризации. |
Анализ отобранных изобретений.
(11) Номер публикации –2289593;
(22) Дата подачи заявки – 2002.08.07;
(72) Авторы –Берхальтер К., Шикеранц В., Дюк Ж.;
(73) Патентообладатель - Базелль Полиолефине ГмбХ;
(54) Название – Оптимизация удаления тепла в газовом процессе с псевдоожиженным слоем.
(56) Реферат
Изобретение относится к способу получения полиэтилена из этилена в газовой фазе в реакторе с псевдоожиженным слоем. Способ получения полиэтилена включает стадии
· гидрирования, в которой подаваемый этилен, содержащий примеси, реагирует с водородом с удалением примесей;
· стадию полимеризации, в которой этилен, покидающий первую стадию, реагирует в газовой фазе в реакторе с псевдоожиженным слоем с образованием полиэтилена.
Технический результат - снижение капитальных и энергетических затрат, достижение высоких выходов продукта за 1 проход в единицу времени.
(11) Номер публикации – 2006127647;
(22) Дата подачи заявки – 2004.12.15;
(71) Заявители – Юнивейшн технолоджиз, ллс;
(72) Авторы – Хаджерти Р.О., Муле М.Э., Агапиоу А.К., Куо Ч., Гуди М.Г., Хусейн Д.Ф., Паннелл Р., Шуль Д.Ф.;
(54) Название – Способ устранения образования отложений в газовых реакторах.
(56) Реферат
Изобретение относится к способу введения в реакторную систему стабилизирующей работу добавки в количестве, которое предотвращает или устраняет образование отложений полимера.Получаемого реакцией полимеризации олефина, где реакцию полимеризации проводят в реакторной системе, которая включает реактор с псевдоожиженным слоем, зону уноса, средство подачи катализатора для введения каталитической системы, способной образовывать полимер, средство подачи стабилизирующей работу добавки для введения стабилизирующей работу добавки независимо от каталитической смеси, средство мониторинга уровней электростатической активности в зоне уноса.
Технический результат – предотвращение или устранение образование отложений полимера.
(11) Номер публикации – 2005123719;
(22) Дата подачи заявки - 2003.12.05;
(71) Заявители - Юнивейшн технолоджиз, ллс;
(72) Авторы - Канн Д.К., Чжан М., Севалльос-Кандау Х.Ф., Мурхаус Д., Зилкер Д., Эйписетч М., Гуди М.Г.;
(74) Патентный поверенный – Веселицкая И.А;
(54) Название - Получение полиэтилена с широким молекулярно-массовым распределением.
(56) Реферат
Изобретение относится к способу получения полиэтилена из этилена в газовой фазе в реакторе с псевдоожиженным слоем. Способ получения полиэтилена включающий стадии контактирования этилена в полимеризационных условиях с каталитической системой, которая представляет собой нанесенный на носитель хромовый катализатор, включающий оксид хрома, содержащий диоксид кремния носитель, включающий диоксид кремния, выбранный из группы, включающей диоксид кремния, обладающий удельным объемом пор от примерно 1,1 до примерно 1,8 см3/г и удельной площадью поверхности от примерно 245 до примерно 375 м2/г. Полученный полимер имеет широкое молекулярно-массовое распределение.
(11) Номер публикации – 2289591;
(22) Дата подачи заявки - 2005.09.30;
(72) Авторы – Баулин А.А, Кудряшов В.Н., Поташкин А.Ф., Сугоняко В.Г., Бобров Б.Н., Акланов В.А..
(73) Патентообладатель – ОАО «Казаньоргсинтез»;
(54) Название – Способ получения полиэтилена низкого давления.
(56) Реферат
Изобретение относится к технологии получения полиолефинов, а именно к синтезу полимеров этилена на модифицированных оксиднохромовых катализаторах по методу низкого давления в газофазном реакторе с псевдоожиженном слоем. Описан способ получения полиэтилена низкого давления непрерывной газофазной полимеризацией этилена в реакторе с псевдоожижающей решеткой с использованием катализатора, содержащего оксид хрома, модифицирующий оксид, фтор и диоксид кремния в качестве носителя, с подачей в реактор ниже псевдоожижающей решетки газообразной реакционной смеси, содержащей этилен, водород и азот. Технический эффект - повышение выхода полиэтилена низкого давления с единицы массы используемого катализатора, снижение расходной нормы катализатора в производстве полиэтилена низкого давления при сохранении постоянства показателей качества синтезируемого полимера.
(11) Номер публикации – 2258606;
(22) Дата подачи заявки - 2004.04.01;
(72) Авторы – Балашов М.М., Чистов В.И., Рыжов В.В.
(73) Патентообладатель – Московский государственный университет инженерной экологии;
(54) Название – Устройство для переработки термопластического материала.
(56) Реферат
Изобретение относится к переработке вторичных полимерных материалов, в частности отходов полиэтилена низкого давления. Устройство для переработки термопластичного материала содержит корпус с загрузочной зоной и выходными каналами, размещенные в стенке корпуса нагреватели и расположенный в полости корпуса рабочий орган в виде зацепляющихся зубчатых валков, два из которых являются загрузочными. Зона загрузки ограничена валками и поверхностью корпуса, расположенной вдоль образующей валков.
Поверхность, которая проходит через ребра загрузочной зоны корпуса, примыкающие к загрузочным валкам, расположена на расстоянии от плоскости, проходящей через оси загрузочных валков меньшим их радиуса. Отсутствие части корпуса, покрывающего загрузочные валки, дает возможность подавать в загрузочную зону вторсырье, габариты которого превышают размеры самой установки. Конфигурация загрузочной зоны обеспечивает возможность переработки крупногабаритных материалов, а также улучшает условия эксплуатации.
(11) Номер публикации – 2001 114204;
(22) Дата подачи заявки – 1999.10.14;
(71) Заявители – Истман кемикал компании;
(72) Авторы – Форд Р.Р., Стюарт Р.К.
(74) Патентный поверенный – Лебедева Н.Г.
(54) Название – Способ полимеризации олефинов.
(56) Реферат
Изобретение относиться к способу полимеризации олефинов, включающий контактирование в условиях полимеризации олефинов с катализатором Циглера-Натта, с образование полимера. Технический эффект - повышение выхода полиэтилена низкого давления.
(11) Номер публикации – 2240330;
(22) Дата подачи заявки - 2000.03.23;
(72) Авторы – Файндт Х.Я., Биттерлих Ш., Эфертц К., Хеккер М.
(73) Патентообладатель - Базелль Полиолефине ГмбХ;
(74) Патентный поверенный – Томская Е.В.
(54) Название – Способ выделения олефинов из установок для получения полиолефинов.
(56) Реферат
Изобретение относится к области газофазной полимеризации. Описан способ выделения олефинов из содержащей один или несколько олефинов, инертный газ и катализаторный яд газовой смеси, причем газовая смесь подается в разделительный блок и разделяется на олефин и инертный газ. Способ данного изобретения отличается тем, что до или после разделительного блока присоединена аппаратура для удаления катализаторного яда. Олефины выделяют при этом из газовой смеси, образующейся при каталитической газофазной полимеризации для получения полиолефинов в виде отходящего газа. Технический результат: способ позволяет регенерацию олефинов из отходящего газа и их повторное введение в реакционную смесь.
Патентные исследования по фонду изобретений показали, что тема разработана достаточно хорошо. Однако внимание разработчиков к исследуемой теме неравномерно по годам. Пик изобретательской активности приходиться на 2002-2006. Для анализа отобрано 7 изобретений, именующих непосредственное отношение к исследуемой теме. В них разработаны способ оптимизации удаления тепла в газовом процессе с псевдоожиженным слоем, устранения образования отложений в газовых реакторах, получение полиэтилена с широким молекулярно-массовым распределением, устройство для переработки термопластического материала, способ полимеризации олефинов, способ получения полиэтилена низкого давления, способ выделения олефинов из установок для получения полиолефинов, при этом решаются задачи проведения газофазной полимеризации в псевдоожиненном слое с точки зрения экономии капитальных вложений, путем сокращения времени простоя на чистку реактора от отложений, сокращения энергетических затрат, достижения высокого выхода продукта.
1.2 Описание существующего производства [4]
Производство полиэтилена низкого давления ОАО «Казаньоргсинтез» введено в эксплуатацию в 1983 году. Проектная мощность производства по порошку составляет 192563,4 т/год, в том числе:
- гомополимера - 59842,4 т/год
- сополимера с бутеном-1 - 123039 т/год
- сополимера с пропиленом - 9692 т/год
Производство состоит из трех технологических линий полимеризации, которые обеспечивает сырьем одна технологическая линия очистки сырья.
Получение полиэтилена низкого давления (гомополимера и сополимера с пропиленом и бутеном-1) осуществляется газофазным методом при температуре 90°С - 112°С и давлении (17-19) кгс/см2 (1,7- 1,9 МПа) с применением в качестве катализатора хроморганических соединений, нанесенных на силикатную основу.
Сырье, используемое в производстве полиэтилена (этилен, водород, азот), проходит предварительную очистку.
Разработчик технологического процесса фирма "Юнион Карбайд" (США).
Производство полиэтилена низкого давления относится к первой категории по технико-экономическому уровню.
Производство реконструкции не подвергалось.
1.3 Выбор и оценка существующего метода производства [1,2,5]
В настоящее время существуют три основных промышленных метода производства полиэтилена:
· радикальная полимеризация этилена при высоком давлении
· полимеризация на гетерогенных каталитических системах при низком давлении
· полимеризация при среднем давлении.
При выборе метода производства полиэтилена основываются на их сравнительной характеристики.
Высокое давление процесса делает производство опасным с точки зрения промышленной безопасности.
По сравнению с полиэтиленом высокого давления полиэтилен низкого давления имеет более высокую температуру плавления, большую прочность, жесткость. Полиэтилен низкого давления проявляет большую стойкость к действию растворителей, масел и жиров чем полиэтилен высокого давления. Он имеет модуль изгиба при 20єС в 2,5 раза выше, чем модуль упругости полиэтилена высокого давления.
Для данного проекта выбрано производство полиэтилена низкого давления.
В промышленности полиэтилен низкого давления (ПНД) получают ионной и ионно-координационной полимеризацией в газовой и жидкой фазе.
При выборе метода производства полиэтилена низкого давления основываются на их сравнительной характеристике.
Получение полиэтилена в газовой фазе, где в отличии от производства полиэтилена в жидкой фазе не применяются органические растворители, позволяет исключить из технологического процесса стадии выделения и промывки полимера. Таким образом, технологическая схема газофазного метода значительно упрощается. Вывод готового продукта, то есть разгрузка порошка, происходит непосредственно из реакторов. Так как количество катализатора, расходуемого на единицу веса полимера мало, удалять остатки катализатора после процесса полимеризации из полимера не требуется.
Кроме того, отсутствие в процессе растворителя делает производство менее опасным с точки зрения промышленной безопасности и экологичности процесса.
При получении полиэтилена в газовой фазе теплосъем осуществляется самим этиленом, который циркулирует через выносные холодильники. Для предотвращения уноса частиц полимера с потоком газа предусмотрена специальная конструкция реактора – то есть не требуется специальных аппаратов для отделения полимера от теплоотводящего агента, как в случае производства полиэтилена низкого давления в жидкой фазе.
Упрощение технологической схемы за счет применения газофазного метода стало возможным благодаря разработке высокоэффективных хроморганических катализаторов, применение которых позволило получать широкий ассортимент марок полиэтилена с плотностью 940-960 кг/м3 и как с узким, так и с широким молекулярно-массовым распределением.
Кроме того, газофазный метод производства выгоден и с экономической точки зрения. Во-первых, за счет упрощения технологической схемы снижается себестоимость продукта. Во-вторых, такой способ производства приводит к более рациональному использованию реагентов. В третьих поскольку резко снижается объем сточных вод, уменьшаются затраты на их очистку.
На основании сравнительных данных для данного проекта взято производство полиэтилена низкого давления в газовой фазе.
В таблице 1.2 представлены показатели ведущих фирм по производству полиэтилена низкого давления различными методами.
Таблица 1.2
Показатели ведущих фирм по производству полиэтилена низкого давления различными методами
| Показатели | Суспензионные процессы | Реакторные (растворные) процессы | Газофазный процесс "Юнион Карбайд" | ||||
| "Филлипс" США | "Мицубиши Юкка" Япония | "Сольвей", Бельгия | "Монтедион", Италия | "Филлипс" США | "DSM", Германия | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Выход полиэтилена, т/г | 300-500 | 100-500 | 75-600 | 150-300 | - | 60-125 | 100 |
| Давление процесса полимеризации, Мпа | 3,0-3,5 | 1,5-3,5 | 3 | 1,5 | 3,5-4,0 | 3,5 | 2 |
| Расход этилена, кг/т | 1050 | 1040 | 1040 | 1050 | 1050 | 1015 | 1060 |
| Расход растворителя, кг/т | 30-40 | 35 | - | 30 | - | 54 | - |
| Расход пара, кг/т | 1000 | 1400 | 1600-2500 | 2300-3200 | 1000 | 1100-1300 | 450 |
| Расход электроэнергии, кВт*ч | 750 | 650-850 | 280-320 | 700-800 | 750 | 370 | 530 |
| Расход азота, мі/т | 40 | 120 | 20-50 | 50-75 | 40 | 60 | 80-90 |
| Расход воздуха, мі/т | - | 60 | 39726 | 120-180 | - | - | 50 |
| Расход охлаждающей воды, мі/т | 200 | - | 200-500 | 700 | 200 | 500 | 200 |
| Плотность, кг/мі | 941-964 | 940-970 | 949-966 | 940-966 | 950-970 | 930-970 | 940-960 |
| Количество реакторов в линии | 1 | - | 1 | 4 | 1 | - | 1 |
| Тип реактора | Петлевой | Емкостной | Петлевой | Емкостной | Петлевой | Емкостной | Емкостной |
| Окончание таблицы 1.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Виды выпускаемой продукции | Широкий ассортимент марок гомополимеров и сополимеров | Широкий ассортимент марок гомополимеров и сополимеров | Широкий ассортимент марок гомополимеров и сополимеров с альфа-бутеном, пропиленом | - | Широкий ассортимент марок гомополимеров и сополимеров | Широкий ассортимент марок гомополимеров и сополимеров | Широкий ассортимент марок гомополимеров и сополимеров с альфа-бутеном, пропиленом и другими олефинами |
| Преимущества | Отсутствие операции отмывки полимера от катализаторов упрощает технологическую схему и улучшает технико-экономические показатели. Использование высокоактивного катализатора позволяет улучшить качество готовой продукции. | Этот момент позволяет максимально сократить стадийность процесса. Все оборудование из углеродистой стали. | |||||
Выводы: из приведенной таблицы видно, что единый метод производства, на которой ориентировались бы фирмы, отсутствует. Все ведущие фирмы имеют производство полиэтилена высокой плотности с технологией производства собственной разработки.
Все методы производства обеспечивают выпуск качественной продукции, которая имеет, сбыт на мировом рынке.
На основании приведенных в таблице технических характеристик методов производства следует, что метод газофазной полимеризации выгодно отличается от метода жидкофазной полимеризации. При газофазной полимеризации резко сокращается расходы воды и пара.
1.4 Сравнительный анализ и выбор оборудования
Реактор фирмы Юнион Карбайд (США) предназначен для проведения газофазной полимеризации в псевдоожиженном слое, представляет собой цилиндрический сосуд с расширенной верхней частью. Расширенная верхняя часть предотвращает унос псевдоожиженных частиц полиэтилена за счет снижения скорости газового потока. Внутри реактора на уровне нижнего фланца встроена решетка, которая служит для удержания слоя порошка полиэтилена. Решетка имеет 1360 отверстий диаметром 14,3мм. Эти отверстия прикрыты металлическими уголками, которые предотвращают попадание порошка полиэтилена под решетку и улучшают распределение газа. Под решеткой установлен отбойный зонт, который служит для более равномерного распределения газа.
Для очистки внутренней поверхности, а также для проведения внутреннего осмотра реактора оборудован четырьмя люками-лазами. Каждый люк-лаз имеет вставной стакан, необходимый для сглаживания внутренней поверхности реактора и предотвращения скопления порошка полиэтилена в полости люка-лаза, его спекания и образования агломерата.
Для контроля температуры по всей высоте реактора предусмотрены датчики температуры, регистрирующие температуру зон на многоточечном самописце. Предусмотрены также термокарманы для проведения контрольных замеров температуры в различных точках реактора.
Реактор фирмы (Amaco США) для газофазной полимеризации имеет грушевидную форму, которая предотвращается унос псевдоожиженных частиц за счет снижения скорости газового потока. В нижней части реактора имеется распределительная решетка, диаметр отверстий решетки равен 19,5мм количество 1000 штук.
Для очистки внутренней поверхности, а также для проведения внутреннего осмотра реактора оборудован люками-лазами.
Для контроля температуры по всей высоте реактора предусмотрены датчики температуры. Предусмотрены также термокарманы для проведения контрольных замеров температуры в различных точках реактора.
В производстве полиэтилена низкого давления для охлаждения циркуляционного газа можно использовать как воздушный холодильник, так и водяной. Воздушный холодильник имеет ряд преимуществ таких как экономия охлаждающей воды, уменьшение количества сточных вод, значительные сокращения затрат труда на чистку аппарата ввиду отсутствия накипи и отложения солей, уменьшение расходов связанных с организацией оборотного водоснабжения технологических установок. Водяной холодильник так же имеет ряд преимущества, по сравнению с воздушным холодильником он имеет более высокий КПД, малые размеры (компактен), охлаждение не зависит от климатических условий. Для проектируемого производства я выбираю водяной холодильник.
На основании сравнительных данных для данного проекта взят реактор фирмы «Юнион Карбайд», т.к. отверстия распределительной решетки имеют меньший диаметр, чем в реакторе фирмы, что улучшает распределение газа. Эти отверстия прикрыты уголками, что отсутствует в конструкции реактора фирмы. Для проектируемого производства я выбираю водяной холодильник, Данный холодильник имеет более высокий КПД, малый размер (компактен), охлаждение не зависит от климатических условий и более безопасен для ремонтной бригады, так как находится на отметке 0.000 в отличие от воздушного холодильника который находится на самой высокой отметке и является весьма опасным и сложным для поднятия необходимого ремонтного оборудования.
1.5 Обоснование места размещения объекта
Площадка строительства расположена в северо-западном промышленном узле города Казани.
Проектируемое производство расположено на резервной территории ОАО «Казаньоргсинтез» в 26 квартале, которая расположена на не пригодных для сельского хозяйства землях. Целесообразность производства диктуется благоприятным сочетанием условий для увеличения мощности установки:
- сырьевая база – производство по получению этилена;
- электроэнергия – рядом находится ТЭЦ-3;
- наличие высококвалифицированных кадров, возможность пополнения новыми работниками и специалистами из ГПТУ и КГТУ.
Район строительства производства относиться ко II климатическому району. Рельеф площадки относительно ровный, с небольшим уклоном.
Также город Казань является крупным железнодорожным узлом, что дает возможность бесперебойного вывоза готовой продукции по железной дороге, проложенной к ОАО «Казаньоргсинтез».
1.6 Проектное предложение
Предлагаемый дипломный проект включает в себя проектное предложение, которое должно быть рассмотрено как с позиции технологии, технической возможности реализации, так и с позиции экономики, охраны труда и экологии и т.д.
Дана оценка проектного предложения с общеинженерных позиций.
Дипломный проект включает в себя проектное предложение, выгодно отличающего проектируемое производство от действующего аналога.
1) Замена воздушного холодильника на водяной нам дает:
· эффективность теплосъема
У внедряемого водяного холодильника теплосъем гораздо эффективнее чем у воздушного холодильника, достигается это за счет циркуляции холодной воды в нем.
· независимость от климатических условий (времени года)
В настоящее время на предприятии «Казаньоргсинтез» идет прямая зависимость от климатических условий, при использовании воздушного холодильника. При внедрении водяного холодильника мы избегаем этой зависимости.
· стабильность температуры в редакторе
Благодаря внедрению водяного холодильника достигается стабильность температуры в реакторе при использовании же воздушного холодильника идут температурные перепады.
· безопасность эксплуатации
Водяной холодильник значительно безопасней, чем воздушный. При запуске реактора при использовании воздушного холодильника необходимо производить закрытие лопастей (длина лопасти 3 метра) так же при этом необходимо проконтролировать полностью ли покинут опасный участок личным составом в целях избежание травм.
· простота эксплуатации и ремонта
Ремонт водяного холодильника производить значительно легче и безопасней, чем воздушного холодильника. Водяной холодильник более прост по своей конструкции и эксплуатации, так как он находится на отметке 0.000, он очень удобен для ремонта и наблюдения за ним. Воздушный холодильник размещен на самой высокой отметке, что доставляет массу сложностей для поднятия ремонтного инструмента ремонтной бригаде.
Экономическая оценка проектного предложения приведена в разделе «Экономическая оценка проектных предложений».
2. Технологическая часть
2.1 Характеристика производимой продукции [3]
Производимая продукция это полиэтилен марки 276.
Полиэтилен низкого давления порошкообразный представляет собой порошок белого цвета (твердый высокомолекулярный продукт), полученный в газовой фазе с применением хроморганических соединений в качестве катализатора.
Химическая формула – (-СН2-)n-, где n-средняя степень полимеризации.
Он обладает высокими механическими свойствами.
Плотность полиэтилена является мерой кристалличности, а так же степени разветвленности макромолекулы полиэтилена.
Повышение плотности вызывает повышение сопротивления разрыву, твердости, химической стойкости, температуры размягчения и предела текучести, но приводит к понижению вязкости при изгибе и сопротивления растеканию под напряжением.
Свойства полиэтилена марки 276 приведены в таблице
Таблица
Свойства полиэтилена марки 276
|
Плотность, г/см3 |
0,958-0,963 |
| Показатель текучести расплава, г/10 мин при нагрузке 5,0 кг | 2,6-4,5 |
|
Массовая доля золы, %, не более Высший сорт Первый сорт |
0,03 0,045 |
|
Насыпной вес, г/дм3 |
370-520 |
| Температура плавления, °С | 120-130 |
| Размер частиц, мм | 0,3-1,2 |
| Морозостойкость, °С | Ниже минус 70 |
| Удельное объемное электрическое сопротивление, Ом*см |
1017 |
| Относительное удлинение при разрыве, % | 400-800 |
| Ударная вязкость | Не ломается |
В готовые изделия порошкообразный полиэтилен перерабатывается методом экструзии, выдувания и литья под давлением.
В зависимости от свойств полиэтилен используется для производства труб, пленок, листов, моноволокна, тонко- и толстостенных изделий различного габарита (сиденья, ведра, бачки, контейнеры).
2.2 Характеристика сырья [3]
Характеристика основного сырья приведена в таблице 2.1.
Таблица2.1
Характеристика основного сырья
| Наименование сырья, материалов и полупродуктов | Государственный или отраслевой стандарт, технические условия, регламент или методика на подготовку сырья | Показатели по стандарту, обязательные для проверки | Регламентируемые показатели с допустимыми отклонениями |
| 1 | 2 | 3 | 4 |
| Этилен | Постоянный технологический регламент № 13-70-96 | 1. Объемная доля этилена, %, не менее | 99,9 |
| 2. Объемная доля метана и этана в сумме, %, не более | 0,1 | ||
| 3. Объемная доля ацетилена, %, не более | 0,001 | ||
| 4. Объемная доля пропилена, %, не более | 0,005 | ||
| 5. Объемная доля диеновых углеводородов (пропадиена и бутадиена), %, не более | 0,0005 | ||
| 6. Объемная доля оксида углерода, %, не более | 0,0005 | ||
| 7. Объемная доля диоксида углерода, %, не более | 0,002 | ||
|
8. Массовая концентрация серы, мг/м3, не более |
1 | ||
| 9. Массовая доля воды, %, не более | 0,001 | ||
| 10.Объемная доля кислорода, %, не более | 0,0005 | ||
| 11.Объемная доля метанола, %, не более | 0,005 | ||
| Водород | Постоянный технологический регламент № 13-10-94 | 1. Объемная доля водорода в пересчете на сухой газ, %, не менее | 99,999 |
| 2. Объемная доля кислорода в пересчете на сухой газ, %, не более | 0,001 | ||
| 3. Объемная доля воды, %, не более | 0,005 |
Характеристика вспомогательного сырья приведена в таблице 2.2
Таблица 2.2
Характеристика вспомогательного сырья
| Наименование сырья, материалов и полупродуктов | Государственный или отраслевой стандарт, технические условия, регламент или методика на подготовку сырья | Показатели по стандарту, обязательные для проверки | Регламентируемые показатели с допустимыми отклонениями |
| 1 | 2 | 3 | 4 |
| Катализатор S-9-800°С | Постоянный технологический регламент № 13-14-97 | 1. Массовая доля хрома, %, не менее | 1,2 |
| Катализатор S-9-700°С + ТГФ | Постоянный технологический регламент № 13-14-97 | 1. Массовая доля хрома, %, не менее | 1,4 |
| Катализатор S-9-600°С | Постоянный технологический регламент № 13-14-97 | 1. Массовая доля хрома, %, не менее | 1,4 |
| Азот газообразный очищенный | Постоянный технологический регламент № 58-94 | 1. Объемная доля азота, %, не менее | 99,98 |
| 2. Объемная доля кислорода, %, не более | 0,0005 | ||
| 3. Содержание масла | отсутствие | ||
| 4. Содержание механических примесей | отсутствие | ||
| 5. Объемная доля воды, %, не более | 0,0007 | ||
| Азотно-кислородная смесь для гашения реакции | Требования инофирмы | 1. Содержание кислорода, % | 5 – 6 |
| 2. Содержание азота, % | 94 – 95 |
2.3 Операционное описание технологического процесса [3]
2.3.1 Реакторный узел
Полимеризация
Реакция полимеризации осуществляется в реакторе поз.1, представляющем собой вертикальный цилиндрический аппарат с расширенной верхней частью. Объем - 539 м3.Диаметр нижней части реактора 4,4 м, верхняя часть грушевидной формы расширена до 7,3 м, что предотвращает унос частиц из псевдоожиженного слоя за счет снижения скорости газового потока. В нижней части реактора находится распределительная решетка, отверстия в которой прикрыты металлическими уголками, необходимыми для исключения попадания порошка полиэтилена под решетку и улучшения распределения газа.
Псевдоожиженный слой порошка полимера создается непрерывной подачей циркуляционного газа через распределительную решетку в реактор. Большая часть мелких частиц полимера, захваченных циркуляционным газом из псевдоожиженного слоя, осаждается в верхней расширенной части реактора и возвращается в слой.
Давление в реакторе поз.1 поддерживается на заданном уровне путем изменения степени открытия клапана, установленного на линии подачи свежего этилена. При превышении давления избыток газа сбрасывается через клапан на факел.
Для контроля температуры по всей высоте реактора поз.1 предусмотрены датчики температуры, регистрирующие температуру зон на многоточечном самописце. Предусмотрены также термокарманы для проведения контрольных замеров температуры в различных точках реактора. Для охлаждения циркуляционного газа на линии нагнетания компрессора поз.10 предусмотрен воздушный холодильник поз.4, имеющий шесть вентиляторов: три на стороне входа газа, три на стороне выхода газа. Вентиляторы, установленные на входе, имеют постоянный угол наклона лопастей у вентиляторов, установленных на выходе, угол наклона лопастей изменяется.
Производительность реактора регулируется количеством подаваемого катализатора путем изменения скорости вращения ротора питателя поз.6.
Охлажденный до температуры не более 112°С циркуляционный газ после введения в него необходимых количеств водорода смешивается со свежим этиленом и поступает в реактор поз.1.
Процесс полимеризации идет при температуре 90-112°С, давлении не более 19 кгс/см2, расходе циркуляционного газа 400000-640000 кг/ч и высоте псевдоожиженного слоя не более 12,0 м. Для предотвращения забивки порошком полиэтилена предусмотрена постоянная продувка свежим этиленом линии выгрузки порошка из реактора, линии ввода катализатора в реактор, штуцера предохранительного клапана, штуцера факельной линии реактора, штуцеров ввода азотнокислородной смеси в реактор.
Технологической схемой предусмотрена подача в реакторную систему азота высокого давления для опрессовки и продувки после ремонта.
2.3.2 Узел подачи катализатора
Катализатор из емкости поз.11, находящейся в отделении приготовления катализаторов, пневмотранспортом подается в резервуар для катализатора поз.5. Количество поданного катализатора контролируется по весам поз.12. На каждую технологическую нитку предусмотрены два резервуара поз.5. Катализатор из резервуара поз.5 просеивается через сетку и поступает в питатель поз.6, состоящий из бункера и роторного дозатора. Катализатор после дозатора поступает в секцию подхвата и потоком азота высокой чистоты с расходом не менее 5 кг/ч и давлением не более 31 кгс/см2 подается в реактор поз.1. Технологической схемой предусмотрена возможность возврата катализатора из резервуара поз.5 и питателя поз.6 в емкость поз.11. Возврат катализатора производится при остановке питателя на ремонт. Также возврат катализатора производится в случае неактивного катализатора и при переходе с одного типа катализатора на другой.
2.3.3 Узел выгрузки продукта
Выгрузка продукта из реактора поз.1 производится периодически, при этом часть псевдоожиженного слоя порошка выгружается в одну из двух емкостей для выгрузки продукта поз.2 объемом 4,2 м3 каждая.
За один цикл выгрузки в емкость для выгрузки продукта поз.2 поступает от 900 до 1200 кг порошка и 65 ¸ 70 кг циркуляционного газа. Количество выгруженного порошка зависит от насыпной плотности порошка и от остаточного давления в емкости для выгрузки продукта. Из емкости поз.2 - 90% газа через металлокерамический фильтр поз.7 сдувается в уравнительные емкости поз.9 или на факел. Очистка фильтра поз.7 проводится обратным потоком газа при выгрузке порошка из емкости поз.2 в продувочную емкость. После снижения давления в емкости поз.2 до 5 кгс/см2 порошок выгружается в продувочную емкость поз.3, при этом газ, поступающий с порошком, сбрасывается на факел через рукавный фильтр поз.8. Рукавный фильтр поз.8, имеющий 36 цилиндрических войлочных элементов, защищает коллектор факела от попадания в него порошка. Выгрузка порошка из продувочной емкости осуществляется роторным питателем поз.13 в линию пневмотранспорта к силосам поз.14 отделения хранения порошка. Из любой технологической линии порошок направляется в любой из 16 силосов, а также в реакторы поз.1 при помощи направляющихся клапанов поз.15, 16, 17. Транспортировка порошка производится азотом с помощью газодувок поз.18. Транспортирующий азот из силосов поз.14 проходит через фильтры поз.19, холодильники поз.20 и поступает на всос газодувки поз.18.
Уравнительные емкости поз.9, установленные на линии сдувки этилена из емкости для выгрузки продукта поз.2, объемом 100 м3 каждая предназначены для сглаживания пульсаций при периодической выгрузке порошка из реактора поз.1. Давление в уравнительной емкости поз.9 (3 кгс/см2) поддерживается путем изменения степени открытия клапана на линии сброса сдувочного газа на факел.
2.3.4 Узел подавления реакции
Подавление процесса полимеризации необходимо в случаях, связанных с увеличением температуры процесса полимеризации, т.к. при этом происходит размягчение (спекание) порошка полиэтилена, образование кома, листов и т.д. Образовавшийся ком вызывает нарушение псевдоожижения и, как следствие, нарушение съема тепла потоком циркуляционного газа. Этот процесс идет до образования сплошного монолита во всем объеме реактора.
Температура размягчения порошка полиэтилена лежит в интервале 120-130°С. В аварийных ситуациях (при повышении температуры в реакторе на 5°С выше заданной, при низком расходе циркуляционного газа, остановке циркуляционного компрессора поз.10) в реакторную систему вводится для подавления реакции полимеризации каталитический яд - азотнокислородная смесь.
Реакторный узел снабжен восемью баллонами объемом 40 л каждый. При повышении температуры в реакторе выше, чем на 5°С от заданной, каталитический яд вводится вниз реактора и распределяется по всему слою порошка вместе с потоком циркуляционного газа.
2.3.5 Термическое обезвреживание газоотходов
Факельная установка служит для сжигания газообразных отходов, поступающих из различных отделений цеха. В состав факельных газов входят следующие компоненты: этилен, водород, азот, изопентан, б-бутилен, пропилен, четыреххлористый углерод, толуол, гептан. Температура газов, сбрасываемых на факел, не более 130єС. Факельные газы проходят через сепараторы, где отделяются от углеводородного конденсата (в основном изопентана) и от уносимого вместе с газом порошка полиэтилена. Из сепараторов жидкие углеводороды периодически перекачиваются насосами на печь сжигания. Жидкость, сконденсированная в молекулярном затворе по трубопроводу с теплоспутником отводиться на всас насосов. Факельные газы поступают в ствол, проходят через затвор и сжигаются на выходе из ствола факела.
Для обеспечения бездымного горения в пламя впрыскивают через форсунки водяной пар с давлением не менее 1,0 МПа. При залповых выбросах газов на факел до 1665000 кг/час происходит неполное сгорание углеводородов.
Для исключения проникновения воздуха в факельный ствол и образования в нем взрывоопасных смесей в нижнюю часть подается топливный газ. Обеспечение непрерывного сгорания газов осуществляется дежурными горелками, которые зажигаются от генератора пламени. Топливный газ и сжатый воздух проходят через редукторы и, смешиваясь в смесителе генератора, образуют горючую смесь, которая воспламеняется электрической свечой.
Из генератора пламя по трем трубопроводам поступает к трем дежурным горелкам.
2.4 Теоретические основы производства [1,2,4]
Полиэтилен низкого давления (НД) получают полимеризацией этилена в газовой фазе при давлении 2,2 МПа и температуре 100—105°С в присутствии хроморганических катализаторов на силикатных носителях. Наибольшее распространение получила каталитическая система: хромоцен – дициклопентадиенилхромат нанесенный на активированный силикагель.
CH ═ CH CH ═ CH
CH – Cr – CH
CH ═ CH CH ═ CH
Активность катализатора в процессе полимеризации определяется чистотой хроморганических компонентов, удельной поверхностью носителя, объемом пор и их средним диаметром, а также температурой дегидратации носителя и условиями взаимодействия хроморганического соединения с носителем.
Хромоцен приобретает активность в результате хемосорбции на силикагеле. Рост полимерной цепи происходит по связи согласно общепринятому механизму Циглера-Натта.
Каталитическая активность бис (трифенилсилил) хромата, нанесенного на SiO2, значительно возрастает при обработке его алкилалюминием, например диэтилалюминийэтоксидом [A1(C2H5)2OC2H5].
Технологический процесс состоит из стадий очистки газов, приготовления катализатора, полимеризации этилена, компаундирования (стабилизации и грануляции), расфасовки и упаковки готового продукта.
Тонкая очистка этилена и других газов проводится для предотвращения отравления катализатора и получения полиэтилена с заданными свойствами. Приготовление катализатора включает активацию силикатного носителя, получение хроморганических компонентов (хромацена и силилхромата), нанесение 6% хромацена и 6% силилхромата на активированный носитель — силикагель. Процесс осуществляется в среде изопентана.
От условий проведения активации силикагеля зависит содержание в нем гидроксильных групп, за счет взаимодействия с которыми образуется химическая связь хромоцена с носителем. Для предотвращения образования циклических структур содержание гидроксильных групп в носителе должно быть минимальным. Это достигается дегидратацией силикагеля при высоких температурах (600—800 °С). Активацию силикагеля-носителя при высоких температурах проводят в кипящем слое, создаваемом осушенным воздухом с последующей заменой воздуха азотом. Активированный силикагель получают в виде порошка.
При получении хромацена сначала синтезируют циклопентадиенил натрия путем взаимодействия циклопентадиена с металлическим натрием в среде осушенного тетрагидрофурана при 5-10°С и отдувкой выделяющегося водорода азотом. Затем при 40°С в реактор вводят трихлорид хрома. При повышении температуры до 60°С образуется хромоцен. Далее проводят замещение тетрагидрофурана на толуол (подачей в зону реакции осушенного толуола). Содержимое реактора охлаждают до 30 °С. Жидкий 5%-ный раствор хромоцена поступает в отделение нанесения хромоцена на силикатный носитель.
Силилхромат получают взаимодействием трифенилсиланола и триоксида хрома при 60 °С в среде тетрахлорида углерода в присутствии сульфата магния для поглощения выделяющейся воды. Реакционную массу фильтруют для отделения непрореагировавшего триоксида хрома магния.
Для кристаллизации силилхромата содержимое реактора упаривают и при 70°С растворяют в гептане. При охлаждении раствора до 36°С выпадают кристаллы силилхромата, которые высушивают при 60°С и подвергают дроблению для получения порошка.
Для нанесения хроморганических компонентов на силикатный носитель, активированный диоксид кремния подают в смеситель, в который дозируют очищенный изопентан, силилхромат и раствор диэтилалюминийэтоксида в изопентане либо раствор хромоцена и тетрагидрофуран. Очищенный и высушенный катализатор в виде порошка выгружают в емкость, из которой пневмотранспортом передают в реактор полимеризации.
Применение хроморганических катализаторов позволяет получать полиэтилен с плотностью 940-965кг/м3 как с узким, так и широким молекулярно-массовым распределением, который перерабатывается в изделия всеми существующими способами.
Полимеризация протекает по ионно-координационному механизму.
Рост цепи осуществляется по связи катализатор-углерод.
- СН2-СН2-Кт + п(С2 Н4) → (С2 Н4)п-СН2-СН2-Кт, где
Кт-катализатор
Обрыв цепи осуществляется за счет переноса реакции к водороду, а так же мономеру или сополимеру.
- (С2 Н4)п-СН2-СН2-Кт + Н2 → (С2Н4)п-СН2-СН3 + Кт-Н
- (С2 Н4)п-СН2-СН2-Кт + СН2=СН2 → (С2 Н4)-СН=СН2 + Кт-СН2-СН3
Для получения гомополимера газофазным методом применяют катализатор «S-9» (хромоцен на силикагеле).
Катализатор "S-9" применяется для получения гомополимера. Показатель текучести расплава (ПТР) гомополимера этилена регулируется изменением соотношения водород/этилен. При увеличении соотношения увеличивается ПТР, плотность, отношение потоков расплава (КСС).
При увеличении содержания хрома в катализаторе ПТР так же возрастает, поэтому при замене катализатора с низким содержанием хрома на катализатор с более высокой концентрацией хрома необходимо заблаговременно начать понижать концентрацию водорода в циркуляционном газе.
Получаемый полимер на катализаторе "S-9" имеет узкий разброс ММР.
2.5 Расчет материального баланса процесса производства полиэтилена марки 276
Концентрация реагентов в процессе получения полиэтилена марки 276 приведена в таблице 2.3.
Таблица 2.3
Концентрация реагентов в процессе получения полиэтилена марки 276.
| Наименование | Концентрация, %(масс.) |
| Этилен и азот | 99,81 |
| Водород | 0,03 |
| Катализатор | 0,03 |
| Азот транспортировочный | 0,13 |
| Итого | 100 |
Схема материальных потоков представлена на рисунке 2.1.
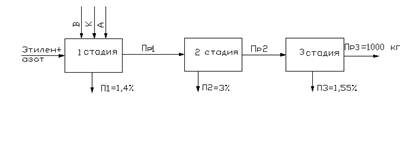
Рисунок 2.1 Схема материальных потоков
1 стадия –полимеризация; 2 стадия –выгрузка продукта 1-я стадия; 3 стадия – выгрузка продукта 2-я стадия; В – водород; В=0,32 кг; К – катализатор; К=0,32 кг; А – азот; А=1,38 кг; П1-П3 – потери на соответствующих стадиях; П1=1,4; П2=3%; П3=1,55%; Пр1-Пр3 – продукты на соответствующих стадиях; Пр3 готовый продукт; Пр3=1000 кг;
Расчет ведем с последней стадии
3 стадия.
Количество продукта полученного на второй стадии находим по формуле
Пр3 = Пр3 + П3; 100% = Пр3 + 1,55%, отсюда следует что
Пр3 = 98,45%;
Пр3 = 1000 кг;
![]() } П3 = 15,74 кг;
} П3 = 15,74 кг;
Пр2 = 1000 + 15,74 = 1015,74 кг;
2 стадия
Количество продукта полученного на первой стадии находим по формуле
Пр1 = Пр2 + П2;
100% = Пр3 + 3%, отсюда следует что
Пр2 = 97%;
Пр2 = 1015,74;
![]() } П2 = 31,41 кг;
} П2 = 31,41 кг;
Пр1 = 1015,74+31,41 = 1047,15 кг;
2 стадия
Количество этилена и азота находим по формуле
А + Э = Пр1-В-К-А + П1;
А + Э = 1047,15 - 0,32 - 0,32 - 1,38 + П1;
А + Э = 1045,13 + П1;
100% = 1045,13 + 1,4%;
![]() } П1 = 14,84 кг;
} П1 = 14,84 кг;
А + Э = 1047,15 + 14,84 = 1059,97 кг;
Полученные результаты сведем в таблицу 2.4.
Таблица 2.4
Материальный баланс процесса получения полиэтилена в расчете на 1 тонну продукта
| Приход | кг/т | Расход | кг/т |
| Этилен и азот | 1059,97 | Продукт | 1000 |
| Водород | 0,32 | Потери | |
| Катализатор | 0,32 | П1 | 14,84 |
| Азот транспортировочный | 1,38 | П2 | 31,41 |
| П3 | 15,74 | ||
| ИТОГО | 1061,99 | ИТОГО | 1061,99 |
2.6 Расчет количества сырья необходимого для выполнения суточной, часовой, годовой программ и расчет количества оборудования [6]
Цель расчета - определить количество сырья необходимого для выполнения суточной, часовой, годовой программ и определить необходимое количество оборудования для производства полиэтилена марки 276.
Исходные данные [2]
Годовая производительность цеха = 198000 тонн/год;
Производительность реактора = 8770 кг/час = 8,77 тонн/час;
Треж – режимный фонд времени = 7600 часов = 317 дней;
Трем = 400 часов = 17 дней;
Расчет количества сырья необходимого для выполнения суточной, часовой и годовой программ
Найдем суточную производительность цеха по формуле
![]() , тонн/сутки;
, тонн/сутки;
N – годовая производительность цеха;
Треж – режимный фонд времени;
![]() тонн/сутки;
тонн/сутки;
Суточный расход сырья, используемого для получения полиэтилена марки 276.
Этилен = 615,14*1,06 = 652,0484 тонн/сутки;
Водород = 615,14*0.00032 = 0,197 тонн/сутки;
Катализатор = 615,14*0.00032 =0,197 тонн/сутки;
Часовой расход сырья, используемого для получения полиэтилена марки 276.
Этилен = 652,0484/24 =27,17 тонн/час;
Водород = 0,197/24 =0,0082 тонн/час;
Катализатор = 0.197/24 = 0.0082 тонн/час;
Годовой расход сырья, используемого для получения полиэтилена марки 276.
Этилен = 198000*1,06 = 206700 тонн/год;
Водород = 198000*0.00032 = 62,4 тонн/год;
Катализатор = 198000*0.00032 = 62,4 тонн/год;
Результаты расчета сведем в таблицу 2.5
Таблица 2.5
| Наименование веществ | Расход, тонн | ||
| В сутки | В час | В год | |
| Этилен | 652,0484 | 27,17 | 206700 |
| Водород | 0,197 | 0,0082 | 62,4 |
| Катализатор | 0,197 | 0,0082 | 62,4 |
Расчет количества оборудования
Определим необходимое количество реакторов для производства полиэтилена марки 276 по формуле
![]() , шт. [6 c.37];
, шт. [6 c.37];
Gс – суточная производительность цеха по полиэтилену марки 276, тонн/сутки;
Gр – суточная производительность реактора, тонн/час;
![]() шт.;
шт.;
или находим необходимое количество реакторов по другой формуле
![]() , шт. [6 c.37];
, шт. [6 c.37];
Q – коэффициент, показывающий какое количество сырья проходит через данную стадию;
Gс – суточная производительность цеха, кг/сутки;
К - коэффициент использования оборудования
ссм – плотность смеси веществ в аппарате, кг/м3;
Va – объем аппарата, м3;
ц – коэффициент заполнения аппарата;
Найдем коэффициент использования оборудования определяем по формуле
![]() [6 с.37];
[6 с.37];
![]() ;
;
Va = 540 м3 [2];
Q = 1, т.к. все сырье загружается в реактор;
ц = 1, т.к. в качестве сырья используется газ;
Определим плотность смеси веществ в реакторе.
В реакторе находиться смесь состоящая на 99% из этилена, поэтому плотность смеси это плотность этилена.
Плотность смеси рассчитываем по формуле
![]() , кг/м3 [6 с-13];
, кг/м3 [6 с-13];
Р – давление, Па;
М – молекулярная масса, кг/моль;
R – универсальная газовая постоянная;
T – температура, К;
Р = 20*105Па;
М = 28*10-3кг/моль;
R = 8,314 Дж/(кмоль*К);
T = 308 К;
![]() кг/м3;
кг/м3;
![]() шт.;
шт.;
Для производства полиэтилена марки 276 необходим один реактор.
Определим необходимое количество питателей для катализатора.
Q =0,053;
ссм = скат-ра = 320 кг/м3;
Va = 0.8 м3;
ц = 0,95;
Подставляем необходимые значения в формулу и определяем количество питателей для катализатора.
![]() шт.;
шт.;
Для производства полиэтилена марки 276 необходимо два питателя для катализатора.
Определим необходимое количество емкостей для выгрузки продукта по формуле подставив туда необходимые данные.
Q = 0,85;
ссм = сПЭ = 963 кг/м3;
Va = 4,2 м3;
ц = 0,95;
![]() шт.;
шт.;
Для производства полиэтилена марки 276 необходимо две емкости для выгрузки продукта.
2.7 Тепловой расчет [7]
Цель: Определить количество подводимого тепла, а также рассчитать необходимую поверхность теплообмена холодильника.
Исходные данные для расчета:
Количество исходных газов (этилен и бутен-1), поступающих в реактор складывается из следующих значений: mэт = 260000 кг/ч = 72,22 кг/с и mбут = 6240 кг/ч = 1,73 кг/с, количество их на выходе из реактора с учетом пошедших газов на получение полиэтилена (см. материальный баланс):
mэт = 65,50 кг/с; mбут = 1,597 кг/с.
Тепловой баланс процесса полимеризации имеет следующий вид:
Q1 = Q2 + Q3 + Qпот – Q4 ,
где Q1– количество тепла, подводимое с циркуляционным газом, кДж/с;
Q2– количество тепла, уходящее с полиэтиленом при выгрузке, кДж/с;
Q3– количество тепла, уносимое с циркуляционным газом, кДж/с;
Q4 – тепловой эффект реакции, кДж/с;
Qпот – потери тепла в окружающую среду, кДж/с.
Количество тепла, приходящее с циркуляционным газом, определяется формуле:
Q1 = ∑Gi•Ci•tЦГ ,
где Gi - секундный расход газов, входящих в циркуляционный газ:
Gэт = 72,22кг/с – секундный расход этилена;
Gбут = 1,73кг/с – секундный расход бутена-1;
Ci – теплоемкость газов:
Сэт = 1,92 кДж/кг•град – этилена;
Сбут = 1,90 кДж/кг•град – бутена-1;
tЦГ = 363 К – температура циркуляционного газа на входе в реактор.
Количество тепла, приходящее с этиленом:
Q3 эт = 72,22• 1,92 •363 = 50334,45 кДж/сек,
с бутеном: Q3 бут-1 = 1,73• 1,90• 363 = 1193,20 кДж/сек
Всего газом приходит:
Q3 = Q3 эт + Q3 бут-1 = 51527,63 кДж/сек
Количество тепла, уходящего в окружающую среду Qпот принимаем равным 3% от теплового эффекта реакции [6]:
Qпот =3% • Q4
Тогда тепловой баланс приобретает следующий вид:
Q1 = Q2 + Q3 – 0,97Q4
Тепловой эффект реакции определяется по формуле [8]:
Q4 = Gпэ •qР ,
где Gпэ = 6,85кг/сек – секундная производительность по полиэтилену;
qР = 345 кДж/кг – тепловой эффект реакции полимеризации [2].
Q4 = 6,85•345 = 2363,25 кДж/с
Qпот = 0,03 •2363,25 = 70, 9 кДж/сек
Количество тепла, уходящее с полиэтиленом при выгрузке определяется [4], пренебрегая количеством тепла, уносимым порошком вместе с газом, т.к. его количество очень мало:
Q2 = Gпэ•Cпэ•tпэ ,
где Gпэ = 6,85 кг/с – секундная производительность по полиэтилену;
Cпэ = 2,01 кДж/кг•град – теплоемкость порошка полиэтилена [9];
tпэ – температура выгружаемого порошка полиэтилена
Q2 = 6,85•2,01•373 = 5135,65 кДж/с.
Количество тепла, уносимое с циркуляционным газом, также определяется формулой:
Q3 = ∑Gi•Ci•tЦГ ,
где Gi - секундный расход газов, входящих в циркуляционный газ:
Gэт = 65,50 кг/с – секундный расход этилена;
Gбут = 1,597 кг/с – секундный расход бутена-1;
Ci – теплоемкость газов:
Сэт = 1,92 кДж/кг•град – этилена;
Сбут = 1,90 кДж/кг•град – бутена-1;
tЦГ = 378 К – температура циркуляционного газа при выходе из реактора.
Количество тепла, уносимое с этиленом:
Q3 эт = 65,497• 1,92 •378 = 47535,21 кДж/с,
с бутеном:
Q3 бут-1 = 1,60• 1,90• 378 = 1149,12 кДж/с
Всего газом уносится:
Q3 = Q3 эт + Q3 бут-1 = 48684,33 кДж/с.
Полученные данные подставим в уравнение теплового баланса:
Q1 = Q2 + Q3 – 0,97Q4
Q1 = 5135,65 + 48684,33 – 0,97• 2363,25 = 51527,63 кДж/с,
что подтверждает выполнение равенства.
Правильность выполнение теплового баланса подтверждается результатами таблицы теплового баланса
Таблица 2.6
Сводная таблица теплового баланса
| Приход | Расход | ||
| Наименование тепловых потоков | Количество, кДж/с | Наименование тепловых потоков | Количество, кДж/с |
| Тепло с циркуляционным газом | 51527,63 | Тепло с полимером | 5135,65 |
| Тепловой эффект реакции | 2363,25 | Тепло с циркуляционным газом | 48684,33 |
| Потери тепла | 70,9 | ||
| Итого: | 53890,88 | Итого: | 53890,88 |
Тепловой расчет теплообменника
Исходные данные к расчету:
t1= 373К – температура воде на входе в теплообменник;
t2 – температура на выходе из теплообменника;
t3 = 293К – температура умягченной воды в нормальных условиях;
дст = 3 мм – толщина стенки трубки;
лст = 17,5 Вт/(м•К) – коэффициент теплопроводности трубок.
Рассчитаем температуру циркуляционного газа:

Коэффициент теплопередачи:
 ,
,
где б1 – коэффициент теплоотдачи от этилена стенкам, Вт/(м2•К)
б2 – коэффициент теплоотдачи от стенок воде, Вт/(м2•К).
Определение режима течения воды осуществляем по формуле:
 ,
,
где d1= 0,025 м – наружный диаметр трубы;
н1 = 1 м/сек – скорость воды;
с1 = 998 кг/м3 –плотность воды;
м1 = 1,005•10-3 Па•с – вязкость воды при 200С.
Значение Re > 10000, значит критерий Nu определяем по формуле:
![]() ,
,
Где El = 1,18 – поправочный коэффициент;
Pr – критерий Прандтля.
Для нагревающихся жидкостей:

где СР = 4,19 кДж/(кг•К) – удельная теплоемкость воды при 200С;
лВ = 59,9•10-2 Вт/(м•К) – коэффициент теплопроводности воды при 200С;
Определяем режим течения этилена:
 ,
,
где d2= 0,019 м – внутренний диаметр трубы;
н2 = 10 м/сек – скорость газа;
с2 = 1,26 кг/м3 –плотность этилена при 1000С;
м2 = 0,013•10-3 Па•с – вязкость этилена при 1000С.
Значение Re > 10000, то:
![]() ,
,
где El =1,1 – поправочный коэффициент;
0,028 – атомность этилена.
лЭТ = 0,267 Вт/(м2•К) – коэффициент теплопроводности этилена.

 Вт/(м2•К)
Вт/(м2•К)
3. Определяем расчетную площадь поверхности теплопередачи [8]:
![]()
где Q – тепловая нагрузка, кДж/час;
q – удельный тепловой поток, кДж/(м2•час).
q = К•∆ТСР,
где
![]() - средняя
разность температур
- средняя
разность температур
∆ТБ = t1 –t3 = 373 – 293 = 80К
∆ТМ = t2 –t3 = 363 – 293 = 70К
Тогда
![]()
q = 781,25•75 = 5,86•104 кДж/(м2•час)
Q = Q1•3600 = 51527,63• 3600 = 18,5•107 кДж/час,
![]()
Требуемая поверхность теплообмена – 384 м2.
Выбираем холодильник циркуляционного газа одноходовой кожухотрубчатого типа:
Длина – 18205 мм;
Диаметр – 1981 мм;
Температура до 200 0С;
Давление трубное – 3,1 МПа;
Давление межтрубное – 0,8 МПа;
Поверхность теплообмена 3500м2.
2.8 Механический расчет [10]
Цель расчета - определить толщину стенки аппарата.
Исходные данные [9]
Рабочее давление Р=19,0кгс/см2
Рабочая температура
Среда: этилен, полиэтилен, водород.
Материал основных частей А52FP1
Для удобства расчета разделяем аппарат на части;
2.8.1 Расчет обечайки
Толщина стенки обечайки определяется по формуле
S=Sp+c;
S – толщина стенки обечайки;
Sp- расчетная толщина стенки обечайки;
с =2мм – прибавка на коррозию;
Расчетная толщина стенки обечайки определяется по формуле
![]() ;
;
Р =186,2*104Па – рабочее давление;
D=4420мм – внутренней диаметр обечайки;
![]() =20978,6*104 Па –
допустимое напряжение при расчетной температуре;
=20978,6*104 Па –
допустимое напряжение при расчетной температуре;
цр=0,95 – расчетный коэффициент прочности сварного шва;
![]() мм;
мм;
S = 20.75+2=22.75мм;
Допустимое внутреннее избыточное давление рассчитывается по формуле (2.28).
![]() ;
;
![]() -допустимое внутреннее избыточное
давление;
-допустимое внутреннее избыточное
давление;
![]() Па;
Па;
2.8.2 Расчет эллиптического днища
Толщина стенки эллиптического днища определяется по формуле
S1=S1p+c;
S1 – толщина стенки эллиптического днища;
S1p- расчетная толщина стенки эллиптического днища;
Расчетная толщина стенки эллиптического днища рассчитывается по формуле
![]() ;
;
R=3473мм – радиус кривизны в вершине днища;
![]() мм;
мм;
S1=16,26+2=18,26мм;
Допустимое внутреннее избыточное давление определяем по формуле
![]() ;
;
![]() -допустимое внутреннее избыточное
давление;
-допустимое внутреннее избыточное
давление;
![]() Па;
Па;
2.8.3 Расчет полусферического днища
Толщина стенки полусферического днища находится по формуле
S2=S2p+c;
S2 – толщина стенки полусферического днища;
S2p- расчетная толщина стенки полусферического днища;
Расчетная толщина стенки полусферического днища определяется по формуле
![]() ;
;
R=0,5D=3658мм – радиус кривизны в вершине днища;
![]() мм;
мм;
S2=17,13+2=19,13мм;
Допустимое внутреннее избыточное давление находим по формуле
![]() ;
;
![]() -допустимое внутреннее избыточное
давление;
-допустимое внутреннее избыточное
давление;
![]() Па;
Па;
2.8.4 Расчет конической обечайки
Расчет гладкой конической обечайки без тороидального перехода определяем по формуле
Dk=D-1.4a1Sinб;
S=18,6мм – толщина стенки конической обечайки;
D=6420мм – диаметр;
б – угол наклона стенки конической обечайки к стенки цилиндрической обечайки.
б=9,53°;
Определяем расчетную длину переходной части по формуле
![]() ;
;
![]() ;
;
Dк=6420-1,4*229,67*0,17=6365,34мм
Допустимое внутреннее избыточное давление находим по формуле
 ;
;
 Па;
Па;
2.9 Энерготехнологические ресурсы
Расход энерготехнологических ресурсов для производства полиэтилена марки 276 представлен в таблице 2.7.
Таблица 2.7
Расход энерготехнологических ресурсов для производства полиэтилена марки 276
| Энерготехнологические ресурсы | Единица измерения | Расход на 1 тонну полиэтилена |
| Оборотная вода | мі | 65.0 |
| Пар (14-17)кгс/смІ | Гкал | 0.127 |
| Пар (4-6)кгс/смІ | Гкал | 0.053 |
| Азот | мі | 127.5 |
| Воздух КИП | мі | 26.5. |
| Воздух технологический | мі | 6.0 |
| Электроэнергия | кВт | 486.0 |
| Конденсат | т | - |
2.10 Описание основного аппарата и режима его работы [3]
Реактор (поз.1).
Реактор предназначен для проведения газофазной полимеризации в псевдоожиженном слое в присутствии хроморганических катализаторов "S-9", представляет собой цилиндрический сосуд с расширенной верхней частью. Расширенная верхняя часть предотвращает унос псевдоожиженных частиц полиэтилена за счет снижения скорости газового потока. Внутри реактора на уровне нижнего фланца встроена решетка, которая служит для удержания слоя порошка полиэтилена. Решетка имеет 1360 отверстий диаметром 14,3 мм. Эти отверстия прикрыты металлическими уголками, которые предотвращают попадание порошка полиэтилена под решетку и улучшают распределение газа. Под решеткой установлен отбойный зонт, который служит для более равномерного распределения газа.
Для очистки внутренней поверхности, а также для проведения внутреннего осмотра реактора оборудован четырьмя люками-лазами. Каждый люк-лаз имеет вставной стакан, необходимый для сглаживания внутренней поверхности реактора и предотвращения скопления порошка полиэтилена в полости люка-лаза, его спекания и образования агломерата.
Давление в реакторе (поз.1) поддерживается на заданном уровне путем изменения степени открытия клапана, установленного на линии подачи свежего этилена. При превышении давления избыток газа сбрасывается через клапан на факел.
Для контроля температуры по всей высоте реактора (поз.1) предусмотрены датчики температуры, регистрирующие температуру зон на многоточечном самописце. Предусмотрены также термокарманы для проведения контрольных замеров температуры в различных точках реактора. Для охлаждения циркуляционного газа на линии нагнетания компрессора (поз.10) предусмотрен водяной холодильник (поз.4).
Производительность реактора регулируется количеством подаваемого катализатора путем изменения скорости вращения ротора питателя поз.6.
Характеристика реактора (поз.1) представлена в таблице 1.1.
Таблица 2.8
Характеристика реактора (поз. 1)
| Общая высота | 26300 мм |
| Диаметр цилиндрической части | 4420 мм |
| Диаметр расширенной части | 7316 мм |
| Объем |
539 м3 |
| Давление расчетное |
23,9 кгс/см2 |
| Давление рабочее |
не более 19,0 кгс/см2 |
| Температура расчетная | минус 47-150°С |
| Температура рабочая | 90-112°С |
2.11 Технологический контроль производства
Наименование места измерения параметров, средства контроля и контролируемые параметры представлены в таблице 2.9.
Таблица 2.9
Технологический контроль
| Наименование места измерения параметра | Контролируемый параметр | Нормы | Средства контроля |
| Реактор | Давление | 2,14 Мпа | Датчик давления |
| Температура | 112єС | Датчик температуры бесшкальный | |
| Уровень | 11,5м | Датчик уровня бесшкальный | |
| Компрессор рециклового газа | Давление | 1,9-2,1 Мпа | Датчик давления |
| Температура | 112єС | Прибор показывающий | |
| Расход | 400000-640000кг/ч | Датчик перепада давления | |
| Емкость для катализатора | Давление | Не более 3,1 Мпа | Датчик давления |
| Емкость для выгрузки продукта | Давление | 1,0-21,4 кгс/смІ | Датчик давления |
| Продувочная емкость для продукта | Давление | 0,1-0,9 кгс/смІ | Манометр |
| Уровень | Не более 80% | Датчик уровня |
2.12 Перечень оборудования
Перечень оборудования приведен в таблице
Таблица 2.10
Перечень оборудования
| Наименование оборудования | Технические характеристики | Значения технических характеристик |
| 1 | 2 | 3 |
| Реактор (поз.1) | Материал | Сталь высокотемпературная легированная |
| Общая высота | 26300мм | |
| Объем | 539мі | |
| Диаметр расширенной части | 7316мм | |
| Диаметр цилиндрической части | 4420мм | |
| Давление расчетное | 2,39МПа | |
| Давление рабочее | Не более 1,9МПа | |
| Температура расчетная | Минус 47-150°С | |
| Температура рабочая | 90-112°С | |
| Емкость для выгрузки продукта (поз.2) | Материал | Сталь высокотемпературная легированная |
| Объем |
4,2 м3 |
|
| Диаметр | 813 мм | |
| Высота цилиндрической части | 7710 мм | |
| Общая высота | 9431 мм | |
| Рабочее давление |
0,35-19,0 кгс/см2 |
|
| Расчетное давление |
23,9 кгс/см2 |
|
| Рабочая температура | 90-112°С | |
| Расчетная температура | минус 47-150°С | |
| Фильтрующая поверхность фильтров |
1, 68 м2 |
|
| Продолжение таблицы | ||
| Продувочная емкость для продукта (поз.3) | Материал | Сталь высокотемпературная легированная |
| Диаметр верхней части | 1320 мм | |
| Диаметр средней части | 2000 мм | |
| Высота | 7665 мм | |
| Объем |
14,8 м3 |
|
| Давление рабочее |
не более 0,98 кгс/см2 |
|
| Давление расчетное |
23,9 кгс/см2 |
|
| Температура рабочая | 90-112°С | |
| Температура расчетная | минус 47-140°С | |
| Фильтрующая поверхность |
22,7 м2 |
|
| Водяной холодильник (позиция 4). | Материал | Сталь высокотемпературная легированная, ребра из алюминия |
| Общая поверхность теплообмена |
7388 м2 |
|
| Длина | 12600 мм | |
| Ширина | 7730 мм | |
| Высота | 2755 мм | |
| Плотность воды |
998 кг/м3 |
|
| Вязкость воды |
1,005*10 3 кгс/см2 |
|
| Скорость воды | 1 м/с | |
| Наружный диаметр трубы | 0,025 м | |
| Температура умягченной воды в нормальных условиях | 293 К | |
| Материал | Сталь высокотемпературная легированная | |
| Диаметр | 585 мм | |
| Резервуар для катализатора (поз.5) | Высота | 5250 мм |
| Давление расчетное |
37,4 кгс/см2 |
|
| Давление рабочее |
не более 31 кгс/см2 |
|
| Температура расчетная | минус 47-70°С | |
| Температура рабочая | минус 47-40°С | |
| Внутренний диаметр | 381-199 мм | |
| Общая длина | 1670 мм | |
| Давление расчетное | 3,74 МПа | |
| Температура расчетная | минус 47-70°С | |
| Уравнительная емкость сдувочного этилена (поз.9) | Рабочее давление |
не более 3 кгс/см3 |
| Расчетная температура | минус 40-100° | |
| Рабочая температура | не более 90°С | |
| Расчетное давление |
10 кгс/см2 |
|
| Диаметр | 3 м | |
| Объем |
100 м3 |
|
3. Автоматизация и автоматизированные системы управления
Автоматизация – это наука об общих принципах и методах построения автоматических систем, т.е. систем выполняющих поставленные перед ними цели без непосредственного участия оператора.
Автоматизация приводит к улучшению основных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции, повышению производительности труда. Внедрение автоматических устройств обеспечивает уменьшение затрат сырья и энергии.
Внедрение специальных автоматических устройств способствует безаварийной работе оборудования, исключает случаи травматизма, предупреждает загрязнения атмосферного воздуха и водоемов промышленными отходами.
Автоматическая защита процесса полимеризации от аварийных режимов при повышении температуры в реакторе осуществляется контуром 1, который состоит из термометра сопротивления (поз. 1-1) ТСП-1193, моста показывающего (поз. 1-2) КСМ4 модель 42.563.50.280 находящегося на щите, электропневматического преобразователя П1ПР5 с выходным пневматическим сигналом (поз. 1-3) и отсечного клапана (поз. 1-4). При повышении температуры в реакторе до 117°С открывается клапан (поз. 1-4) и в реактор поступает азотно-кислородная смесь, что вызывает прекращение реакции.
Контур 2 регулируют давление в реакторе. При повышении давления в реакторе пневматический сигнал с бесшкального манометра (поз. 2-1) передается на вторичный прибор (поз. 2-2) с него на пропорционально- интегральный регулятор (поз. 2-3) и затем на регулирующий клапан (поз. 2-4) 25с50нж.
Расход в трубопроводе этилена измеряется и регулируется контуром 3. Первичным датчиком служит камерная диафрагма (поз. 3-1) ДК25-200, пневматический сигнал с бесшкального дифманометра (поз. 3-2) ДС-П поступает на вторичный прибор (поз. 3-3) ПВ10.1П, затем на пропорционально-интегрального регулятора (поз. 3-4) ПР3.21 и расход регулируется открытием, закрытием клапана с пневматическим приводом (поз. 3-5) 25с48нж.
Расход в трубопроводе водорода измеряется и регулируется контуром 4, который состоит из камерной диафрагмы (поз. 4-1) ДК16-50, бесшкального сильфонного дифманометра с выходным пневматическим сигналом (поз. 4-2) ДС-П, вторичного показывающего, самопишущего прибора (поз. 4-3) ПВ10.1П, пропорционально-интегрального регулятора (поз. 4-4) ПР3.21 и регулирующего клапана (поз. 4-5) 25с30нж открытием закрытием которого можно регулировать расход в трубопроводе.
Расход сдувок из реактора измеряется контуром 5, который состоит из камерной диафрагмы (поз. 5-1) ДК25-200, бесшкального сильфоннаго дифманометра (поз. 5-2) ДС-П с пневматическим выходным сигналом и вторичного показывающего прибора (поз. 5-3) ПВ10.1П.
Температура на всасе компрессора измеряется контуром 6. Он состоит из термометра сопротивления (поз. 6-1) ТСП-1193 и моста показывающего (поз. 6-2) КСМ4 42.130.50.204.
Давление на всасе компрессора измеряется контуром 7, который состоит из бесшкального сильфонного манометра с выходным пневматическим сигналом (поз 7-1) МС-П2 9124 и вторичного показывающего прибора (поз. 7-2) ПВ10.1П.
Автоматическая защита процесса полимеризации от аварийных режимов при повышении расхода этилена на всасе компрессора осуществляется контуром 8. Контур 8 состоит из диафрагмы бескамерной (поз. 8-1) ДБ10-800, бесшкального сильфонного дифманометра с выходным электрическим сигналом (поз. 8-2) ДС-Э, потенциометра показывающего сигнализирующего с двухпозиционным регулятором (поз. 8-3) КСП-4 41.563.50.180, электропневматическим преобразователем (поз. 8-4) П1ПР5 с выходным пневматическим сигналом и отсечного клапана (поз. 1-3). При повышении расхода этилена открывается клапан (поз. 1-3) и в реактор поступает азотно-кислородная смесь, что вызывает прекращение реакции.
Давление на линии нагнетания измеряется контуром 9. Он состоит из бесшкального сильфонного манометра с выходным пневматическим сигналом (поз. 9-1) МС-П2 9124 и вторичного показывающего прибора (поз. 9-2) ПВ10.1П.
Температура на линии нагнетания измеряется контуром 10, который состоит из термометра сопротивления (поз. 10-1) ТПС-1193 и моста показывающего (поз. 10-2) КСМ-4 42.130.50.204.
Давление продувочной емкости измеряется и регулируется контуром 11. Контур 11 состоит из бесшкального сильфонного манометра (поз. 11-1) МС-П1 9121, вторичного показывающего прибора (поз. 11-2) ПВ10.1П, пропорционально-интегрального регулятора (поз. 11-3) ПР3.21 и регулирующего клапана (поз. 11-4) 25ч32нж, открытие закрытие которого регулирует давление в продувочной емкости.
Уровень в продувочной емкости измеряется и регулируется контуром 12, который состоит из буйкового уровнемера с выходным пневматическим сигналом (поз. 12-1) УБ-ПВ, вторичного показывающего прибора (поз. 12-2) Пв10.1П, пропорционально-интегрального регулятора (поз. 12-3) ПР3.21 и регулирующего клапана с пневматическим приводом (поз. 12-4) 25ч32нж. Если продувочная емкость заполняется до уровня 6400 мм, то открывается клапан (поз. 12-4).
Давление в емкости для продукта измеряется и регулируется контуром 13. Он состоит из бесшкального пружинного манометра (поз. 13-1) МП-П2 9112, вторичного показывающего прибора (поз. 13-2) ПВ10.1П, пропорционально-интегрального регулятора (поз. 13-3) ПР3.21 и регулирующего клапана с пневматическим приводом (поз. 13-4) 25с48нж. При повышении давления в емкости для продукта сброс осуществляется открытием клапана (поз. 13-4).
Давление в емкости для продукта измеряется и регулируется контуром 14. Он состоит из бесшкального пружинного манометра (поз. 14-1) МП-П2 9112, вторичного показывающего прибора (поз. 14-2) ПВ10.1П, пропорционально-интегрального регулятора (поз. 14-3) ПР3.21 и регулирующего клапана с пневматическим приводом (поз. 14-4) 25с48нж. При повышении давления в емкости для продукта сброс осуществляется открытием клапана (поз. 14-4).
Давление в емкости для катализатора измеряется и регулируется контуром 15. Он состоит из бесшкального пружинного манометра (поз. 15-1) МП-П2, вторичного показывающего прибора (поз. 15-2) ПВ10.1П, пропорционально-интегрального регулятора (поз. 15-3) ПР3.21 и регулирующего клапана с пневматическим приводом (поз. 15-4) 25с40нж. При повышении давления в емкости для катализатора сброс осуществляется открытием клапана (поз. 15-4).
В таблице 3.1 представлены аппараты и измеряемые параметры.
Таблица 3.1
Аппараты и измеряемые параметры
| Аппарат | Измеряемые параметры | |||
| Давление | Температура | Уровень | Расход | |
| 1 | 2 | 3 | 4 | 5 |
| Этилен в реактор | - | - | - | + |
| Водород в реактор | - | - | - | + |
| Реактор | + | + | - | - |
| Циркуляционный газ после холодильника | - | + | - | - |
| Сдувка этилена из реактора | - | - | - | + |
| Компрессор всас | + | + | - | + |
| Компрессор нагнетание | + | + | - | - |
| Емкость для продукта | + | - | - | - |
| Продувочная емкость | + | - | + | - |
| Резервуар для катализатора | + | - | - | - |
На основании таблицы 3.1 составляем таблицу 3.2, в которой для каждого из аппаратов должны быть указаны параметры, предельные значения и вид автоматизации.
Таблица 3.2
Аппараты, параметры, предельные значения и вид автоматизации
| Аппарат (параметр) | Предельное значение | Вид автоматизации | |||
| Регулиро-вание | Измере-ние | Сигнали-зация | Защита | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Этилен в реактор | |||||
| Расход | 14000 кг/ч | + | + | ||
| Водород в ректор | |||||
| Расход | 25 кг/ч | + | + | ||
| Реактор | |||||
| Давление | 2,14 МПа | + | + | + | |
| Температура | 117 єС | + | + | + | |
| Циркуляционный газ после холодильника | |||||
| Температура | 112 єС | + | + | + | |
| Сдувка этилена из реактора | |||||
| Расход | 6500 кг/ч | + | + | ||
| Компрессор всас | |||||
| Давление | 1,9 МПа | + | |||
| Температура | 112єС | + | |||
| Расход | 320000 кг/ч | + | + | + | |
| Компрессор нагнетание | |||||
| Давление | 2,0 МПа | + | |||
| Температура | 112 єС | + | |||
| Емкость для продукта | |||||
| Давление | 0,47 МПа | + | + | + | |
| Продувочная емкость | |||||
| Давление | 0,098 МПа | + | + | + | |
| Уровень | 6400мм | + | + | ||
| Резервуар для катализатора | |||||
| Давление | 3,1 Мпа | + | + | ||
Спецификация на приборы и аппаратуру приведена в таблице 3.3.
Таблица 3.3 – Спецификация приборов и аппаратуры
| Поз. | Наименование параметра |
Предель- ное значение |
Место установки | Наименование и характеристика | Тип, модель | Кол-во | Завод изготовитель | Примеча-ния | |
| на 1 аппарат | на все | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1-1 | Температура в реакторе | 117єС | На реакторе |
Термометр сопротивления, предел измерения 0-500°С, условное давление 40 кгс/см2, материал – сталь 20, градуировка – 21. |
ТСП-1193 | 1 | 1 | «Львов-прибор», г. Львов | 11 [11] |
| 1-2 | -//- | На щите | Мост показывающий, сигнализирующий с выходным электрическим сигналом. | КСМ4 42.563.50.280 | 1 | 1 | «Мано-метр», г. Москва | 96 [12] | |
| 1-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизпри-бор», г. Москва |
272 [12] |
|
| 1-4 | -//- | На трубопроводе азотно-кислородной смеси | Клапан отсечной с пневматическим приводом, Ду = 50мм. | 22с79нж | 1 | 1 | Завод «Красный профин-терн», Гусь – Хруста-льный | ||
| 2-1 | Давление в реакторе | 2,14 МПа | На реакторе |
Манометр сильфонный бесшкальный с выходным пневматическим сигналом, предел измерения 0-25кгс/см2. |
МС-П2 9124 | 1 | 1 | «Мано-метр», г. Москва | 38 [12] |
| 2-2 | -//- | на щите | Вторичный одноканальный показывающий и регистрирующий прибор (миллиамперметр). Вх. (4-20) mA, k = 0,5 | А542-068 | 1 | 1 |
«Теплоприб.» г. Челябинск |
||
| 2-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизприбор», г. Москва | 272 [12] | |
| 2-4 | -//- | На трубопроводе отработанного газа |
Клапан, регулирующий с пневмоприводом для неагрессивных сред на условное давление до 64 кгс/см2, Ду = 200мм. |
25с50нж | 1 | 1 | Завод «Красный профинтерн», Гусь – Хруста-льный | 289 | |
| 3-1 | Расход в трубопроводе этилена | 14000 кг/ч | На трубопрово-де этилена |
Диафрагма камерная на условное давление до 25 кгс/см2, диаметр условного прохода 200мм. |
ДК25-200 | 1 | 1 | «Теплоконт-роль», г. Казань | 71 |
| 3-2 | -//- | По месту | Дифманометр сильфонный бесшкальный с выходным пневматическим сигналом. | ДС-П | 1 | 1 | «Тепло-прибор», г. Рязань | 46 | |
| 3-3 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-15000кг/ч, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизприбор», г. Москва | 113 | |
| 3-4 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизприбор», г. Москва | 272 | |
| 3-5 | -//- |
На трубопро- воде этилена |
Клапан, регулирующий с пневмоприводом, для неагрессивных сред на условное давление 64 кгс/см2, Ду = 200. |
25с48нж | 1 | 1 | Завод «Красный профинтерн», Гусь – Хруста-льный | 289 | |
| 4-1 | Расход в трубопроводе водорода | 25 кг/ч |
На трубопро- воде водорода |
Диафрагма камерная на условное давление до 16 кгс/см2, диаметр условного прохода 50мм. |
ДК16-50 | 1 | 1 | «Теплоконт-роль», г. Казань | 71 |
| 4-2 | -//- | По месту | Дифманометр сильфонный бесшкальный с выходным пневматическим сигналом. | ДС-П | 1 | 1 | «Тепло-прибор», г. Рязань | 46 | |
| 4-3 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-30 кг/ч, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 4-4 | -//- | На Пв10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизпри-бор», г. Москва | 272 | |
| 4-5 | -//- | На трубопрово-де водорода |
Клапан, регулирующий для неагрессивных сред на условное давление до 16 кгс/см2, Ду = 50мм. |
25с30нж | 1 | 1 | Завод «Красный профин-терн», Гусь – Хруста-льный | 289 | |
| 5-1 | Расход сдувок из реактора | 6500 кг/ч |
На трубопро- воде сдувок из реактора |
Диафрагма камерная на условное давление до 25 кгс/см2,, диаметр условного прохода 200мм. |
ДК25-200 | 1 | 1 | «Теплоконтроль» г. Казань | 71 |
| 5-2 | -//- | По месту | Дифманометр сильфонный бесшкальный с выходным пневматическим сигналом. | ДС-П | 1 | 1 | «Теплоприбор», г. Рязань | 46 | |
| 5-3 | -//- | На щите | Вторичный показывающий самопишущий прибор | ПВ10.1П | 1 | 1 | «Тизприбор», г. Москва | 113 | |
| 6-1 | Температура на всасе компрессора | 112єС | На всасе компрессора |
Термометр сопротивления, предел измерения 0-500°С, условное давление 40 кгс/см2, материал – сталь 20, градуировка – 21. |
ТСП-1193 | 1 | 1 | «Львовприбор», г. Львов | 11 [2] |
| 6-2 | -//- | На щите | Мост показывающий, шкала 0-150°С, класс точности 0,5. | КСМ4 42.130.50.204 | 1 | 1 | «Манометр», г. Москва | 95 | |
| 7-1 | Давление на всасе компрессора | 1,9 МПа | На всасе компрессора | Манометр сильфонный бесшкальный с выходным пневматически сигналом, предел измерения 0-25 кгс/смІ. | МС-П2 9124 | 1 | 1 | «Мано-метр», г. Москва | 38 |
| 7-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-2,5 МПа, класс точности 1. | ПВ4.2П | 1 | 1 | «Тизпри-бор», г. Москва | 112 | |
| 8-1 | Расход этилена на всасе компрессора | 320000 кг/ч | На всасе компрессора |
Диафрагма бескамерная условный проход 800, условное давление 10 кгс/см2. |
ДБ10-800 | 1 | 1 | «Тепло-конт-роль», г. Казань | 72 |
| 8-2 | -//- | По месту | Дифманометр бесшкальный сильфонный с выходным электрическим сигналом. | ДС-Э | 1 | 1 | «Теплоприбор», г. Рязань | 46 | |
| 8-3 | -//- | На щите | Потенциометр показывающий, сигнализирующий с двухпозиционным регулятором. | КСП-4 41.563.50.180 | 1 | 1 | «Мано-метр», г. Москва». | 96 | |
| 8-4 | -//- | За щитом |
Электропневматический преобразователь с выходным пневматическим сигналом 0,2-1 кгс/см2. |
П1ПР5 | 1 | 1 | Усть-ка-менагорский завод приборов | 314 | |
| 9-1 | Давление на линии нагнетания компрессора | 2,0 МПа | На линии нагнетании компрессора |
Манометр бесшкальный сильфонный с выходным пневматическим сигналом, предел измерения 0-25 кгс/см2. |
МС-П2 9124 | 1 | 1 | «Мано-метр», г. Москва». | 38 |
| 9-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-2,5 МПа, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 10-1 | Температура на линии нагнетания компрессора | 112єС | На линии нагнетания компрессора |
Термометр сопротивления, предел измерения 0-500°С, условное давление 40 кгс/см2, материал – сталь 20, градуировка – 21. |
ТПС-1193 | 1 | 1 | «Львов-прибор», г. Львов | 11 [2] |
| 10-2 | -//- | На щите | Мост показывающий, шкала 0-150°С, класс точности 0,5. | КСМ-4 42.130.50.204 | 1 | 1 | «Манометр», г. Москва | 95 | |
| 11-1 | Давление в продувочной емкости | 0,098 МПа | На продувочной емкости |
Манометр бесшкальный сильфонный с выходным пневматическим сигналом, предел измерения 0-0,4кгс/см2 |
МС-П1 9121 | 1 | 1 | «Манометр», г. Москва | 38 |
| 11-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-1МПа, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизприбор», г. Москва | 113 | |
| 11-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизприбор», г. Москва | 272 | |
| 11-4 | -//- | На трубопрово-де отработанного газа |
Клапан, регулирующий с пневматическим приводом для неагрессивных сред на условное давление до 16 кгс/см2, Ду = 20мм. |
25ч32нж | 1 | 1 | Завод «Красный профин-терн», Гусь – Хруста-льный | 289 | |
| 12-1 | Уровень в продувочной емкости | 6400мм | На продувочной емкости |
Буйковый уровнемер с выходным пневматически сигналом, допускаемое избыточное рабочее давление 40 кгс/см2. |
УБ-ПВ | 1 | 1 | «Тепло-прибор», г. Рязань. | 77 |
| 12-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 12-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизпри-бор», г. Москва | 272 | |
| 12-4 | -//- | На трубопрово-де полиэтилена |
Клапан, регулирующий с пневматическим приводом для неагрессивных сред на условное давление 16 кгс/см2, Ду = 200. |
25ч32нж | 1 | 1 | «Киев-арматура» | 289 | |
| 13-1 | Давление в емкости для продукта | 4,7 МПа | На емкости для продукта |
Манометр бесшкальный пружинный с выходным пневматическим сигналом, предел измерения 0-60кгс/см2. |
МП-П2 9112 | 1 | 1 | «Мано-метр», г. Москва | 39 |
| 13-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-5 МПа, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 13-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизпри-бор», г. Москва | 272 | |
| 13-4 | -//- | На трубопрово-де отработанного газа |
Клапан, регулирующий с пневматическим приводом для неагрессивных сред на условное давление 64 кгс/см2, Ду=20мм. |
25с48нж | 1 | 1 | Завод «Красный профинтерн», Гусь - Хрустальный | 289 | |
| 14-1 | Давление в емкости для продукта | 4,7 МПа | На емкости для продукта |
Манометр бесшкальный пружинный с выходным пневматическим сигналом, предел измерения 0-60кгс/см2. |
МП-П2 9112 | 1 | 1 | «Мано-метр», г. Москва | 39 |
| 14-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-5 МПа, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 14-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизприбор», г. Москва | 272 | |
| 14-4 | -//- | На трубопрово-де отработанного газа |
Клапан, регулирующий с пневматическим приводом на условное давление до 64 кгс/см2, Ду = 20мм. |
25с48нж | 1 | 1 | Завод «Красный профин-терн», Гусь – Хруста-льный | 289 | |
| 15-1 | Давление в емкости для катализатора | 3,1 МПа | На емкости для катализатора |
Манометр бесшкальный пружинный с выходным пневматическим сигналом, предел измерения 0-40 кгс/см2. |
МП-П2 9112 | 1 | 1 | «Мано-метр», г. Москва | 39 |
| 15-2 | -//- | На щите | Вторичный показывающий самопишущий прибор, шкала 0-5 МПа, класс точности 1. | ПВ10.1П | 1 | 1 | «Тизпри-бор», г. Москва | 113 | |
| 15-3 | -//- | На ПВ10.1П | Пропорционально – интегральный регулятор, предел пропорциональности 2-3000% | ПР3.21 | 1 | 1 | «Тизпри-бор», г. Москва | 272 | |
| 15-4 | -//- | На трубо-прово-де отработан-ного газа |
Клапан, регулирующий с пневматическим приводом на условное давление 40 кгс/см2, Ду = 20мм. |
25с40нж | 1 | 1 | Завод «Красный Профин-тер» | 289 | |
технология полиэтилен низкий давление
4. Строительно-монтажная часть [13,14]
4.1 Исходные данные географические и климатические
Площадка производства расположена в северо-западном промышленном узле города Казани. Проектируемое производство расположено на резервной территории ОАО «Казаньоргсинтез» в 26 квартале, которая расположена на не пригодных для сельского хозяйства землях.
Среднегодовая температура – 2,8єС;
Абсолютный минимум – минус 47
Абсолютный максимум – плюс 38
Температура воздуха в помещении – 20-22єС;
Ветровая нагрузка – 35 кг/м2;
Температура наиболее холодной пятидневки – минус 32єС;
Температура наиболее холодных суток – минус 36єС;
Число дней со среднесуточной температурой воздуха 0єС и ниже – 156;
Зона влажности – нормальная (СНиП 23-02-2003)
Количество осадков в год – 562 мм;
Максимальная глубина промерзания грунта – 1,8 м;
Район строительства производства относиться ко IIВ климатическому району (СНиП 23-01-99) , к III дорожно – климатической зоне. Климат континентальный с колебаниями средне-месячной температур воздуха до 38єС. Рельеф площадки относительно ровный, с небольшим уклоном.
Ветровой район – II. Преобладающими ветрами являются ветры южного и юго-восточного направлений в зимнее время, а в летнее северо-западного и северного направлений.
Литологический разрез площадки производства сверху вниз следующий:
· Почвенно-растительный слой 0,2-0,5 м;
· Суглинок желтовато-коричневый, мощностью 0,7-2,5 м;
· Песок мелкий, желтый, средней плотности.
Грунтовые воды до глубины 15 м скважинами не вскрыты.
4.2 Характеристика производственного процесса
Производство полиэтилена низкого давления относится к взрывоопасным производствам.
Вода для производственных целей берется из промышленной сети.
Освещение производиться через оконные проемы, в вечернее время искусственным освещением.
Вентиляция приточно-вытяжная.
4.3 Режим производства
Режим работы трехсменный.
Списочный состав 42 человека из них: женщин – 10 человек, мужчин – 32 человека. В том числе в первой смене (самой многочисленной) 17 человек из них: 4 женщины, 13 мужчин.
4.4 Объемно-планировочное и конструктивное решение здания
Отделение реакции состоит из открытой этажерки для обслуживания реакторов и холодильников и отапливаемого помещения компрессорной и отделения газодувок. Здание состоит из одноэтажной компрессорной с пристроенной двухэтажной частью, в которой размещены помещения воздуходувок и вспомогательные помещения. Степень огнестойкости – II, класс сооружения – II.
Компрессорная оборудована мостовым краном грузоподъемностью 2,5 тонны. Компрессорная по взрывной опасности относиться к категории А. Снижение действия взрывной волны обеспечивается оконным остеклением и панелями из профильного стекла. По периметру здания имеется асфальтированная отмостка шириной 750 мм, толщиной 25мм, по щебеночному основанию толщиной 100мм.
Фундаменты приняты монолитные железобетонные столбчатые.
Ленточные фундаменты из блоков по серии 1.116-1.
Кровля здания – рулонная: для скатных – 3 слоя, для плоских – 4 слоя рубероида на битумной мастике.
Остекление принято по серии ПР-05-50/73 и панели из профильного стекла по серии I.436-8. Стеновые панели толщиной 200мм. Колонны одноэтажной части по серии КЭ-01-49в.III. Кровельные балки по серии ПК-01-06в8х. Каркас двухэтажной части по серии ПП 20-I/70.
Открытая площадка имеет бетонное покрытие и по периметру бетонный бортик высотой 150мм. Каркас постамента под реакторы связной, стальной, с рабочими и обслуживающими площадками, лестницами и переходными мостиками на эстакаду под холодильниками. Высота постамента 23 700м. Эстакада под холодильные установки – стальная. Устойчивость обеспечивается стальными горизонтальными и вертикальными связями. Между постаментом и эстакадой под холодильниками размещаются отдельно стоящие опоры под трубопроводы.
Санитарная техника: отопление паровое, вентиляция приточная, вытяжная и аварийная, кратность воздухообмена -9. Источником водоснабжения является заводская коммуникация.
Данные о количестве работающих для расчета бытовых помещений приведены в таблице 4.1.
Таблица 4.1
Количество работающих
| Количество работающих | Всего | Мужчин | Женщин |
| Списочный состав | 56 | 45 | 11 |
| Количество работников в самой многочисленной смене | 17 | 13 | 4 |
Данные расчета бытовых помещений приведены в таблице 4.2.
Таблица 4.2
Данные расчета бытовых помещений и устройств
| Наименование | Характеристика помещений | Количество | ||
| Для мужчин | Для женщин | Всего | ||
| Гардероб | Двойной закрытый шкаф для верхней и рабочей одежды | 45 | 11 | 56 |
| Душевая | Количество сеток | 4 | 2 | 6 |
| Умывальники | Количество сеток | 3 | 2 | 5 |
| Туалеты | Количество унитазов | 3 | 2 | 5 |
5. Безопасность жизнедеятельности [15]
5.1 Характеристика объекта
Производство полиэтилена низкого давления непрерывным газофазным способом в псевдоожиженном слое, производительностью 198000т/год. В качестве основного исходного сырья используется этилен. Этилен и водород способны образовывать взрывоопасные смеси с кислородом. Для подавления процесса полимеризации применяется окись углерода или азотно-кислородная смесь.
Площадка располагается в северо-западном промышленном узле города Казани. Проектируемое производство находится на резервной территории ОАО «Казаньоргсинтез», которая не пригодна для сельского хозяйства.
Отделение полимеризации состоит из открытой этажерки для обслуживания реакторов и холодильников и отапливаемого помещения компрессорной и отделения газодувок. Здание состоит из одноэтажной компрессорной с пристроенной двухэтажной частью, в которой размещено помещение воздуходувок. Размер наружной установки примыкающей к зданию 31,75*54,3м. Размер здания 90,3*18,0м, высота 14,4 м. Высота первого этажа отделения газодувок 7,2 м. Степень огнестойкости – II, класс сооружения – II.
5.2 Характеристика веществ, применяемых на объекте
Характеристика применяемых на объекте веществ представлена в таблице 5.1.
Таблица 5.1
Характеристика применяемых на объекте веществ
| Наимено-вание вещества | Агрегатное состояние | Пределы распространения пламени, % | Темпера-тура самовоспламенения, єС |
ПДК, мг/м3 |
Класс опасности | Характер воздействия на человека | |||
| Нижний | Верхний | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Этилен | Газ | 2,8 | 36,35 | 427 | 100 | 4 | Действует как наркотик | ||
| Водород | Газ | 4 | 75 | 510 | - | 4 | Физиологически инертен | ||
| Оксид углерода | Газ | 12,5 | 74 | 605 | 20 | 4 | Оказывает токсическое действие, вызывает головную боль, рвоту, учащенный пульс, судороги | ||
| Катализатор S-9 | Твердое вещество | Пожаро-взрывоопасен, но температура воспламенения не установлена | 0,01 | 1 | Длительное вдыхание вызывает силикоз | ||||
| Порошок полиэтилена | Твердое | 340-352 | 10 | 4 | Не токсичен | ||||
| Азот | Газ | Не горюч, не взрывоопасен | - | - | Нетоксичен. Накопление азота в закрытом пространстве вызывает явление кислородной недостаточности, удушье | ||||
Вывод на объекте используются как взрывоопасные, так и невзрывоопасные вещества, токсичные, независимого действия и не токсичные.
5.3 Категорирование помещений по взрывопажароопасности [16]
Этилен используется как на наружной установке так и в помещении компрессорной, поэтому необходимо рассчитать категорию компрессорной и наружной установки.
Компрессорная
В помещении компрессорной при аварии отключение запорной арматуры происходит в ручную за время равное 300 секунд.
![]() , КПа;
, КПа;
Ро = 2*103 КПа – начальное давление;
m = 53340кг – масса горючих газов, попавших в помещение в результате аварии;
Z = 0,5 – коэффициент участия горючего газа во взрыве;
V = 66,3*18*12,6=15036,84м3 – объем помещения;
Vсв = V*0.8 =12029,472 м3 – свободный объем помещения;
св = 1,2 КДж/кг*К – плотность воздуха;
Св = 1,01 КДж/кг*К- удельная теплоемкость воздуха;
То = 295К – начальная температура в помещении;
Кн = 3 – коэффициент учитывающий необратимость процесса горения;
m = W*t, кг;
W = 640000кг/ч = 177,8 кг/с – производительность компрессора;
t = 300с – время закрытия запорного устройства;
m =177,8*300 = 53340 кг;
![]() , КПа;
, КПа;
Так как ![]() КПа, по помещение
компрессорной относиться к категории А.
КПа, по помещение
компрессорной относиться к категории А.
Наружная установка
При аварии происходит разгерметизация реактора с выделением всего содержимого в окружающую среду. Расчет делаем по этилену.
Vг = 539м3 – объем газа в аппарате;
Р = 22 атм – давление в аппарате;
М = 28 гр/моль – молярная масса газа;
t = 385К – температура газа в аппарате;
Определяем плотность газа при рабочих условиях:
![]()
![]()
Определяем плотность газа при нормальных условиях:
![]()
![]()
m = V*с – масса газа вышедшего из реактора;
m = 539*20,386 = 1,099*104кг;
Приведенная масса газа
![]()
Qо = 4.52*106 Дж/кг - константа;
Q = 50392*103 Дж/кг – теплота сгорания этилена;
Z = 0,1 – коэффициент участия во взрыве;
![]()
 =183,27КПа
=183,27КПа
Расчетное избыточное
давление превышает 5КПа, следовательно, наружная установка относиться к
категории А. ![]()
Категорирование помещений по взрывопажароопасности представлено в таблице 5.2.
Таблица 5.2
Категорирование помещений по взрывопажароопасности
| Наименование производственных зданий, помещений, наружных установок | Категория взрывопожарной и пожарной опасности помещений и зданий (НПБ 105-03) | Классификация взрывоопасных зон внутри и вне помещений для выбора и установки электрооборудования по ПУЭ | ||
| Класс взрывоопасной зоны | Категория и группа взрывоопасных смесей | Наименование веществ, определяющих категорию и группу взрывоопасных смесей | ||
| 1 | 2 | 3 | 4 | 5 |
| Наружная установка | А | В-1г | IIВ Т2 | Этилен, водород |
| Компрессорная | А | В-1а | IIВ Т2 | Этилен, водород |
5.4 Перечень опасных и вредных факторов, присущих объекту
Технологический процесс получения полиэтилена низкого давления газофазным методом протекает в условиях сравнительно высоких температур и давлений.
Пожаровзрывоопасность, т.к. на объекте используется пожаровзывоопасные вещества (см. таблицу 5.1).
Токсичность, т.к. используются токсичные вещества (см. таблицу 5.1).
Опасность поражения электрическим током, так как к объекту подводится электрический ток напряжением 380 В.
Опасность поражения разрядами статического электричества, т.к. на объекте присутствуют вещества-диэлектрики, способные подвергаться электризации с образованием опасных потенциалов.
Опасность получения термических ожогов, т.к. на объекте используются высокие температуры.
Вредное влияние шума и вибрации, т.к. на объекте имеются агрегаты, работа которых сопровождается шумом и вибрацией. Источником шума и вибрации производства являются электродвигатели, трубопроводы, вентиляционные и компрессорные установки.
Опасность механического травмирования, т.к. на объекте используются вращающиеся и движущиеся части агрегатов, работа персонала на высоте.
5.5 Метеоусловия на производственной площадке
Район производства относиться ко II климатическому району. Климат континентальный с колебаниями средне-месячной температур воздуха до 38єС. Ветровой район – II, 35 кг/м2.
Температура в помещении - 20-22єС;
Относительная влажность воздуха - 60-30%;
Уровень звука - не более 80;
Разряд работ – IV;
Освещенность на рабочей поверхности - не менее 150 лк;
5.6 Разработка защитных мероприятий
Наименование производственных зданий, помещений, наружных установок, категория взрывопожарной и пожарной опасности помещений и зданий (НПБ 105-03), средства пожаротушения представлены в таблице 5.3.
Таблица 5.3
Наименование производственных зданий, помещений, наружных установок, категория взрывопожарной и пожарной опасности помещений и зданий (НПБ 105-03), средства пожаротушения
| Наименование производственных зданий, помещений, наружных установок | Категория взрывопожарной и пожарной опасности помещений и зданий (НПБ 105-03) | Средства пожаротушения | |
| 1 | 2 | 3 | |
| Наружная установка | А | Песок | |
| Лафетная установка пожаротушения | |||
| Компрессорная | А | Дренчерная водопенная установка пожаротушения |
Для защиты организма от возможности отравления этиленом, окисью углерода применяют индивидуальные противогазы БКФ. Работы в среде азота и при высоком содержании водорода необходимо вести в шланговом противогазе ПШ-1 или ПШ-2.
Для защиты от пыли применяют респираторы Ф-62Ш (при работе с катализаторами).
Источником шума и вибрации производства являются электродвигатели, трубопроводы, вентиляционные и компрессорные установки. Для электродвигателей, трубопроводов допустимый уровень шума 80дБ, для компрессорной установки – 96дБ. Действительный уровень шума ниже для электродвигателей, трубопроводов допустимый уровень шума 76дБ, для компрессорной установки – 92дБ, то есть расчеты уровня шума не нужны. Для снижения параметров шума и вибрации проводятся следующие мероприятия (ГОСТ 12.1003-83): в помещениях стены облицованы звукопоглощающим материалом – пористой штукатуркой; оборудование устанавливают на фундамент, на виброгасящее основание; производится смазка трущихся частей оборудования. Своевременное проведение планово-предупредительных ремонтов, балансировка и центровка вращающихся частей оборудования при монтаже. Для снижения шума вентиляционных систем, вентилятор с воздухоотводом соединяются посредством эластичных муфт, применяются глушители, установленные на воздухоотводах, всасывающих трубопроводах, магистралях выброса воздуха.
Для звукоизоляции приводов электродвигателей используются кожухи, изготовленные из металла, внутри облицованные резиной. Для уменьшения вибрации аппаратом и его основанием размещены виброизоляторы, пружинно-пластмассовые амортизаторы.
Необходима тепловая изоляция трубопроводов и аппаратов.
Все площадки обслуживания обеспечены ограждениями и лестницами.
В производстве полимера используется электротехническое оборудование в защищенном исполнении. Применяются кожухи, предохраняющие от случайных прикосновений к вращающимся и токопроводящим частям аппаратов.
В целях предупреждения опасности отравления и обеспечения допустимых гигиенических условий труда предусматривается вентиляция. Для нормальных условий работы в проектируемом производстве необходимо использовать приточно-вытяжную вентиляцию.
Помещение компрессорной.
Vпом = 18*66,3*12,6 = 15036,84м3;
![]() , м3/ч;
, м3/ч;
Vв – объем подаваемого в помещение свежего воздуха, необходимого для разбавления вредных веществ;
G =4,5г/с = 15660г/ч– масса вредных веществ, выделяющихся в рабочее помещение в единицу времени;
СПДК =100 мг/м3– предельно допустимая концентрация (ПДК) вредных веществ;
Спр =0,5 мг/м3– содержание вредных веществ в подаваемом воздухе;
![]()
![]() , ч-1;
, ч-1;
К – кратность воздухообмена, ч-1;
В помещении компрессорной в дополнение к общеобменной вентиляции устраиваем восьмикратную аварийную вентиляцию. Аварийную вентиляцию устанавливают только вытяжную, чтобы предотвратить переток воздуха в соседние помещения.
Помещение газодувок.
Vпом = 24*18*7,2 = 3110,4м3 ;
G =0,185г/ч– масса вредных веществ, выделяющихся в рабочее помещение в единицу времени;
СПДК =0,01 мг/м3– предельно допустимая концентрация (ПДК) вредных веществ;
Спр =0,0001 мг/м3– содержание вредных веществ в подаваемом воздухе;
![]()
![]() ч-1;
ч-1;
Для защиты человека от поражения током применяют индивидуальные средства защиты: диэлектрические перчатки, инструменты с изолированными ручками, резиновые коврики, изолирующие подставки.
Молниезащита производственных зданий и сооружений.
Отделение полимеризации состоит из открытой этажерки и здания компрессорной и газодувок, в зависимости от назначения здания, интенсивности грозовой деятельности в этом районе выбироем способ защиты от молнии в соответствии с СО 153-34.21.122-2003.
Ожидаемое количество N поражений молнией в год:
N = ((S + 6·h)·(L + 6 h) - 7,7 h2) n·10-6,
S = 18 м - ширина здания,
L = 90,3 м - длина здания,
h = 14,4 м - наибольшая высота здания,
n = 2 - удельная плотность ударов молний в землю;
N = (18 + 6·14,4)·(90,3 + 6·14,4) – 7,7·14,42)·2·10-6 = 0,034
Компрессорный зал согласно ПУЭ относится к зоне класса В-Iа, N< 1, зона защиты Б, категория молниезащиты II.
Для защиты от прямых ударов молнии на кровле здания предусмотрено устройство молниеприемной сетки. Молниеприемная сетка должна быть выполнена из стальной проволоки диаметром 8 мм и уложена на кровлю сверху. Шаг ячеек сетки должен быть не более 6х6м. Узлы сетки должны быть соединены сваркой. Выступающие над крышей металлические элементы (трубы, вентиляционные устройства) должны быть присоединены к молниеприемной сетке. Заземлитель предусматривается протяженного типа и выполняется из стальной полосы 4х40, уложенной по периметру здания.
Защита этажерки выполняется молниеприемной сеткой, в качестве которой используются металлические конструкции площадок обслуживания. В качестве отпусков от молниеприемной сетки используются металлические строительные колонны и специально предусмотренная полоса заземления.
Освещение помещения компрессорной. Для создания оптимальных условий для трудового процесса во всех производственных помещениях необходимо предусмотреть рациональное освещение рабочих мест. Согласно СНиП 23.05-95 «Естественное и искусственное освещение» помещение компрессорного зала по характеру зрительных работ относится к IV-му разряду, подразряда a:
- средняя точность;
- размер объектов различения 0,5-1 мм.
Для освещения помещения используется как естественный, так и искусственный свет.
Расчет естественного освещения:
Расчет производится согласно СНиП 23.05-95. Помещение имеет размеры:
– длина = 66,3 м;
– ширина = 18,0 м;
– высота = 12,6.
Требуемая площадь световых проемов при боковом освещении определяется по формуле:
 ,
,
где eн = 1.5 – значение KEO в % при рассеянном свете от небосвода, определяемое с учетом точности работ, вида освещения и географического расположения;
Кз= 2 - коэффициент запаса;
h= 15 - световая характеристика окна, в зависимости от отношения длины помещения к его глубине и от отношения глубины помещения к его высоте;
Kзд= 1,5 – коэффициент, учитывающий уменьшение KEO от затемнения противостоящим зданием;
Sп = 1193,4 м2.- площадь пола;
t0 = 1 - общий коэффициент светопропускания;
r1 = 1,8 – коэффициент, учитывающий отражение света от потолка, стен и отношение длины помещения к его глубине;
S0 – площадь световых проемов,
![]() м2
м2
Для естественного освещения помещения необходимо 34 окна расположенных в 2 яруса. 17 штук размером 1,8´6 м и 17 штук размером 1,8*4,8м. В этом случае площадь световых проемов составит 330,48 м2.
Расчет искусственного освещения:
Расчет производится согласно СНиП 23.05-95. Компрессорная освещена искусственным светом. Используются светильники РСП – 38 – 100.
Индекс помещения
 ,
,
Sп = 1193,4 м2 – площадь пола в помещении;
h = 12,6 м – высота помещения м;
A, B – длина и ширина помещения, м;
![]() ;
;
Принимаем:
Е = 150 лк – нормированная освещенность;
Рсв = 250 Вт – мощность светильника;
W = 4,5*1,5 = 6,75 Вт/м2 – удельная мощность общего равномерного освещения;
Требуемое количество светильников:
 ,
,
![]()
Количество светильников 32.
Высота подвеса светильника 6 м;
6. Мероприятия по предупреждению и устранению чрезвычайных происшествий и гражданской обороне
6.1 Порядок обеспечения личного состава средствами индивидуальной защиты
Рабочие и служащие цеха должны быть обеспечены кроме промышленных противогазов, указанных в разряде «Охрана труда»
1) Противогазами ГП-5
2) Аптечками АИ-2
3) Индивидуальными противохимическими пакетами ИПП-8
Указанные средства индивидуальной защиты получить на складе
Отдела Гражданской Обороны завода.
Проверку технического состояния и подгонку противогазов
производить под руководством начальников смен.
Обеспечение персонала средствами индивидуальной защиты должно быть закончено в течении 3 часов.
6.2 Приведение в готовность убежищ гражданской обороны
За цехом закрепляется убежище вместимостью 130 человек,
которое должно быть приведено в готовность в течении 2 часов пол общим руководством главного механика завода и механика цеха.
Для приведения убежища в готовность необходимо:
1) Очистить помещение убежища от складов и другого
постороннего имущества
2) Получить в азотно- кислородном цехе, согласно прилагаемым к « Плану ГО цеха» накладным заполненные кислородные баллоны и установить их в убежище, подключив к вентиляционной системе
3) Заполнить емкости для воды
4) Расставить в помещениях убежища скамейки, нары
5) Установить в убежище дежурство личного состава
6.3 Мероприятия по повышению устойчивости работы цеха в военное время
Мероприятия проводятся под непосредственным руководством начальника цеха.
Наличие в технологическом оборудовании большого количества пожаро- взрывоопасных продуктов не позволяет защитить технологическое оборудование от поражающих факторов ядерного и современного обычного оружия противника. Поэтому основные усилия для повышения устойчивости работы цеха в военное время сосредоточить на:
1) В мероприятиях по защите рабочих
2) Уменьшении силы вторичного поражающего фактора
3) Увеличение устойчивости технологических процессов
4) Обеспечение сырьем в случаи перебоев его поставок, создание запасов сырья
6.4 Состав, задачи, приведения в готовность формирований ГО, создание в цехе
Задачи формирований ГО при ведении спасательных и неотложных аварийных работ:
1) Розыск прожженных и извлечение их из завалов, поврежденных и горючих зданий, загазованных и задымленных помещений
2) Вскрытие завалинах убежищ и извлечение из них людей
3) Оказание первой помощи пострадавшим.
|
Партии неактивного катализатора S-9 |
Хранение на специальной площадке на территории общества, автотранспорт, металлические бочки с полиэтиленовыми вкладышами | 0,8 т/год | ||| |
|
Агломерат полиэтилена |
Транспортируется в полиэтиленовых мешках в цех переработки неликвидной продукции | - | - |
Партии неактивного катализатора S-9 направляется в отделения катализатора для регенерации. Агломераты полиэтилена направляются в полиэтиленовых мешках в цех не ликвидной продукции для измельчения и дальнейшей реализации.
8. Экономическая оценка проекта [18]
Определяем объем производства ПНД в газовой фазе:
П= М∙Тэф∙n, т/год;
П= 14*317*24*3 = 238560 т/год
П – максимальная производительность проектируемого предприятия;
М – 14 т/час – производительность единицы реакционного оборудования;
Тэф – 317 дней/год – эффективный фонд времени;
n = 3 шт – число реакционных аппаратов.
Расчет капитальных вложений и амортизационных отчислений в основные фонды
В таблице 8.1 представлены капитальные затраты на здания и сооружения.
Таблица 8.1
Капитальные затраты на здания и сооружения
| Наименование зданий и сооружений | Сметная стоимость, млн. руб | Амортизационные отчисления | |
| Норма, % | Сумма, млн. руб | ||
| Здание компрессорной и газодувок | 12 | 4 | 0,48 |
| Открытая этажерка | 2,3 | 4 | 0,092 |
| Итого | 14,3 | 0,572 | |
Расчет капитальных затрат и амортизационных отчислений на оборудование представлен в таблице 8.2.
Таблица 8.2
Капитальные затраты и амортизационные отчисления на оборудование (аналог и проект)
| Наименование оборудования | Ед.изм. | Кол-во ед. | Стоимость, млн.руб | Амортизационные отчисления | ||
| Единицы | Общая | Нарма, % | Сумма,млн.руб | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Технологическое оборудование | ||||||
| Реактор | Шт. | 3 | 360 | 1080 | 5 | 54 |
| Холодильник водяной | Шт. | 3 | 13 | 39 | 15 | 5,85 |
| Окончание таблицы 8.2 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Компрессор | Шт. | 3 | 70 | 210 | 15 | 31,5 |
| Емкость для катализатора | Шт. | 6 | 2 | 12 | 15 | 1,8 |
| Емкость для продукта | Шт. | 6 | 3,5 | 21 | 15 | 3,15 |
| Продувочная емкость | Шт. | 3 | 5 | 15 | 15 | 2,25 |
| Итого | 1377 | 98,55 | ||||
| Неучтенное оборудование 15% | 206,55 | 12 | 24,786 | |||
| Электросиловое оборудование 10% | 137,7 | 12 | 16,524 | |||
| Приборы автоматизации 5% | 68,85 | 15 | 10,3275 | |||
| Трубопроводы 10% | 137,7 | 10 | 13,77 | |||
| Всего: | 1927,8 | 163,9575 | ||||
В таблице 8.3 представлена сводная смета капитальных затрат.
Таблица 8.3
Сводная смета капитальных затрат
| Элементы основных фондов | Аналог | Проект | ||||
| Млн. руб | % | % к итогу | Млн. руб | % | % к итогу | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Сооружения | 2,3 | 4 | 0,092 | 2,3 | 4 | 0,092 |
| Здания | 12 | 4 | 0,48 | 12 | 4 | 0,48 |
| Оборудование | 1927,8 | 163,96 | 1927,8 | 163,96 | ||
| Итого: | 1942,1 | 164,532 | 1942,1 | 164,532 | ||
Произведем расчет нормируемых оборотных средств:
Нормированные оборотные средства (НОС) составляют 12% от основных производственных фондов (ОПФ), таким образом:
НОС = 0,12∙1942,1 = 233,052 млн.руб.
Капитальные вложения складываются из ОПФ и НОС, тогда:
К=1942,1+233,052=2175,152 млн.руб.
Рассчитаем численность и фонд заработной платы работающих:
В таблице 8.4 представлен баланс рабочего времени одного рабочего.
Таблица 8.4
Баланс рабочего времени одного рабочего
| Показатели | Значения, дней |
| 1 | 2 |
| Календарный фонд рабочего времени, Тк | 365 |
| Выходные и праздничные дни | 119 |
| Номинальный фонд рабочего времени Тном | 246 |
| Продолжительность отпуска | 28 |
| Выполнение воинских обязанностей | 2 |
| Прочие невыходы, регламентированные законом | 8 |
| Эффективный фонд рабочего времени Тэф. Дни | 208 |
Численность работающих проектируемого производства остается прежней и равна численности работающих аналогового производства.
Рассчитаем численность основных производственных рабочих
Явочная численность основных рабочих в смену определяется по формуле
Рсм=n*Нобс
n – число аппаратов или машин, подлежащих обслуживанию,
Нобс – норма обслуживания;
Явочное число рабочих в сутки рассчитывается по формуле
Ряв = Рсм С
С – число смен в сутки;
Списочное число рабочих для непрерывных производств определяется по формуле (8.6)
Рсп = Ряв Тк/ Тэф
Рсм(М) = 3*1 = 3 чел.
Ряв(М) = 3*4 = 12 чел.
Рсп(М) = (12*317)/208 =19 чел.
Рсм(А) = 3*2 = 6 чел.
Ряв(А) = 6*4 = 24 чел.
Рсп(А) = (24*317)/208= 37 чел.
Полученные данные сведем в таблицу 8.5.
Таблица 8.5
Численность основных производственных рабочих
| Наименование профессии | Нобс | Численность рабочих | ||
| Сменная | Явочная | Списочная | ||
| Машинист компрессора | 1 | 3 | 12 | 19 |
| Аппаратчик полимеризации | 2 | 6 | 24 | 37 |
В таблице 8.6 представлены данные тарифных коэффициентов и часовые тарифные ставки основных производственных рабочих.
Таблица 8.6
Тарифный коэффициент и часовая тарифная ставка основных производственных рабочих
| Наименование профессии | Разряд | Тарифный коэффициент | Часовая тарифная ставка | Количество человек |
| Аппаратчик полимеризации | 6 | 2,1 | 50,44 | 20 |
| Аппаратчик полимеризации | 5 | 1,9 | 41,93 | 17 |
| Машинист компрессора | 6 | 2,1 | 50,44 | 19 |
Расчет фонда заработной платы основных рабочих
Рассчитаем тарифный фонд заработной платы по формуле
Зтар = Рсп ∙ Тэф∙ Тсм∙Кср ∙ Зч
Средний расчетный тарифный коэффициент рассчитывается по формуле (8.8)
Кср = ![]() ;
;
К1, К2…. – тарифный коэффициент основных рабочих соответствующего разряда;
РСП1, РСп2 …. – списочное число рабочих соответствующего разряда;
Кср = ![]() ;
;
Зтар = 56*208*8*2,04*47,86 = 9097964руб.
Фонд основной заработной платы состоит из тарифного фонда и доплат и определяется по формуле (8.9)
Зосн = Зтар + Д
Дополнительная заработная плата принимается в размере 10-20% от основного фонда заработанной платы.
Зосн(М) = 9097964+1364694,6 = 10462658,6руб.
Годовой (общий) фонд заработанной платы рассчитываем по формуле
Згод = Зосн+Здоп
Згод=10462658,6+1569398,8 = 12032,06 тыс. руб.
Определим долю заработной платы основных производственных рабочих на единицу продукции по формуле
![]() ,
,
Зуд =12032060/198000 = 61,7 руб.
Расчет фонда заработной платы вспомогательных рабочих
Численность, тарифный коэффициент и часовая тарифная ставка вспомогательных рабочих представлены в таблице 8.7.
Таблица 8.7
Численность, тарифный коэффициент и часовая тарифная ставка вспомогательных рабочих
| Наименование должности | Разряд | Тарифный коэффициент | Часовая тарифная ставка | Численность, чел. |
| Слесарь | 6 | 2,1 | 50,44 | 3 |
| Слесарь | 5 | 1,9 | 41,93 | 3 |
| Слесарь | 4 | 1,7 | 35,04 | 2 |
| Механик | 6 | 2,1 | 50,44 | 2 |
Тарифный коэффициент рабочих рассчитывается по формуле
Кср = ![]()
Рассчитаем тарифный фонд заработной платы вспомогательных рабочих по формуле
Зтар (С) = 10*208*8*1,96*44,81 = 1461451,3 руб.
Фонд основной заработной платы состоит из тарифного фонда и доплат и определяется по формуле
Зосн = Зтар + Д
Дополнительная заработная плата принимается в размере 10-20% от основного фонда заработанной платы.
Зосн(С) = 1461451,3 + 219217,7 = 1483379руб.
Годовой (общий) фонд заработанной платы рассчитываем по формуле
Згод = Зосн+Здоп
Згод(С) = 1483379 + 222506,9 = 1705,9тыс. руб.
Расчет численности служащих
В таблице 8.8 представлена численность служащих.
Таблица 8.8
Численность служащих
| Наименование профессии | Численность рабочих, чел. | |
| Аналог | Проект | |
| Начальник цеха | 1 | 1 |
| Зам.начальника цеха | 1 | 1 |
| Главный механик | 1 | 1 |
| Начальник отделения | 1 | 1 |
| Главный метролог | 1 | 1 |
| Главный энергетик | 1 | 1 |
| Начальник смены | 5 | 5 |
| Мастер по ремонту оборудования | 3 | 3 |
| Экономист | 2 | 2 |
| Помощник главного механика | 2 | 2 |
| Помощник главного метролога | 2 | 2 |
| Помощник главного энергетика | 2 | 2 |
| Итого: | 22 | 22 |
Расчет фонда зарплаты служащих производится на основе штатного расписания работников этих категорий, их должностных окладов. Должностные оклады приняты по данным действующего предприятия ОАО «Казаньоргсинтез» и результаты представлены в таблице 8.9 и 8.10.
Таблица 8.9
Оклады служащих
| Наименование должностей | Размер оклада, руб. |
| 1 | 2 |
| Начальник цеха | 23000 |
| Зам.начальника цеха | 20000 |
| Главный механик | 19000 |
| Начальник отделения | 19000 |
| Главный метролог | 19000 |
| Главный энергетик | 19000 |
| Начальник смены | 12000 |
| Мастер по ремонту оборудования | 9400 |
| Экономист | 19000 |
| Помощник главного механика | 9400 |
| Помощник главного метролога | 9400 |
| Помощник главного энергетика | 9400 |
Таблица 8.10
Расчет фонда зарплаты служащих
| Наименование должностей | Численность, чел. | Годовой фонд зарплаты по окладам, тыс.руб. | Доплата за вредность, тыс.руб. | Годовой фонд зарплаты, тыс.руб. |
| 1 | 2 | 3 | 4 | 5 |
| Начальник цеха | 1 | 276 | 2,76 | 278,76 |
| Зам. начальника цеха | 1 | 240 | 2,4 | 242,4 |
| Главный механик | 1 | 228 | 2,28 | 230,28 |
| Начальник отделения | 1 | 228 | 4,56 | 232,56 |
| Главный метролог | 1 | 228 | 2,28 | 230,28 |
| Главный энергетик | 1 | 228 | 2,28 | 230,28 |
| Начальник смены | 5 | 720 | 7,2 | 727,2 |
| Мастер по ремонту оборудования | 3 | 338,4 | 3,384 | 341,784 |
| Экономист | 2 | 456 | 4,56 | 460,56 |
| Помощник главного механика | 2 | 225,6 | 2,256 | 227,856 |
| Помощник главного метролога | 2 | 225,6 | 2,256 | 227,856 |
| Помощник главного энергетика | 2 | 225,6 | 2,256 | 227,856 |
| Итого: | 3657,672 |
Расчет себестоимости продукции
Затраты на сырье и материалы представлены в таблице 8.11
Таблица 8.11
Затраты на сырье и материалы
| Наименование сырья | Аналог | Проект | ||||
| Годовая потребность по мат. балансу | Цена за тонну, руб. | Сумма за год, млн.руб. | Годовая потребность по мат. балансу, т | Цена за тонну, руб. | Сумма за год, млн.руб. | |
| Этилен | 206700 | 10000 | 2067 | 206700 | 10000 | 2067 |
| Водород | 62,4 | 13860 | 0,864864 | 62,4 | 13860 | 0,864864 |
| Катализатор | 62,4 | 724860 | 45,231264 | 62,4 | 724860 | 45,23126 |
| Циркуляционный газ | 1200000 | 9500 | 11400 | 700000 | 9500 | 6650 |
| Итого: | 13513,096 | 8763,096 | ||||
Удельные затраты сырья и материалов.
Аналог: 13513096/190000 = 69,3 руб.
Проект: 8763096/198000 = 45 руб.
Расчет расхода электроэнергии представлен в таблице 8.12.
Таблица 8.12
Расчет годового расхода электроэнергии
| Наименование электрооборудования | Мощность единицы, кВт/ч | Кол-во, шт | Тэф оборудования, ч | Этеор. тыс кВт/ч |
| Компрессор рециклового газа | 3000 | 3 | 7608 | 68472 |
| Питатель катализатора | 0,25 | 6 | 7608 | 11,412 |
| Газодувка на пневмотранспорт | 110 | 4 | 7608 | 3347,52 |
| Итого | 71830,932 | |||
| Неучтенное электрооборудование 10% | 7183,0932 | |||
| Итого | 79014,0252 | |||
| Электроэнергия на технологические цели 5% | 3950,70126 | |||
| Всего: | 82964,73 |
Норма расхода на тонну продукции определяется по формуле
Нэл = Этех/В
Для аналогового производства
Нэл = 82964,73/190000 = 0,44 кВт/т
Для проектируемого производства
Нэл = 82964,73/198000 = 0,425 кВт/т
Определяем стоимость электроэнергии по формуле
Ц = 0,6∙82964,73 = 49778,84 тыс.руб.
Удельная стоимость электроэнергии определяется по формуле
Ку = Ц/В
Ц – стоимость электроэнергии
Для аналогового производства
Ку = 49778,84/190000=0,262 тыс.руб.
Для проектируемого производства
Ку = 49778,84/ 198000 =0,255 тыс.руб.
Удельная электроэнергия, пошедшая на технологические цели равна:
Для аналогового производства
Ку = 3950,7/190000 = 0,021 Вт*т/ч
Для проектируемого производства
Ку = 3950,7/198000 = 0,02 Вт*т/ч
Смета расходов по содержанию и эксплуатации оборудования представлена в таблице 8.13.
Таблица 8.13
Смета расходов по содержанию и эксплуатации оборудования
| Наименование статей | Величина показателей, тыс. руб | Методика расчета и укрупненные нормы проектирования |
| Содержание оборудования: | ||
| Зарплата вспомогательных рабочих | 1705,9 | |
| Отчисления по ЕСН | 443,534 | 26% от зарплаты вспомогательных рабочих |
| Вспомогательные материалы | 77112 | 4% от сметной стоимости оборудования |
| Электроэнергия | 49778,8359 | |
| Текущий ремонт оборудования | 57834 | 3% от сметной стоимости оборудования |
| Капитальный ремонт оборудования | 96390 | 5% от сметной стоимости оборудования |
| Амортизация оборудования | 163960 | |
| Итого: | 447224,2699 | |
| Прочие расходы на содержание и эксплуатацию оборудования | 89444,9 | 20% от итога |
| Итого: | 536669,17 |
Удельные цеховые расходы по проекту равны: 536669170/198000 = 2752 руб.
Удельные цеховые расходы по аналогу равны: 536669170/190000 = 2824,6 руб.
Цеховые расходы рассчитываются на годовой объем продукции путем составления сметы, затем определяется их величина на калькуляционную единицу. Расчет ведется на основе нормативов по отдельным статьям, кроме амортизации зданий, сооружений и заработной платы цехового персонала, которые начисляются прямым счетом и принимаются по данным таблицы 8.3 8.10 и сведены в таблице 8.14.
Таблица 8.14
Смета цеховых расходов (Общепроизводственные расходы)
| Наименование статей | Величина показателей, тыс.руб | Методика расчета и укрупненные нормы проектирования |
| Содержание цехового персонала | 3657,672 | |
| Отчисления по ЕСН | 951 | 26% от зарплаты цеховых рабочих |
| Текущий ремонт зданий и сооружений | 286 | 2% от сметной стоимости зданий и сооружений |
| Капитальный ремонт зданий и сооружений | 286 | 2% от сметной стоимости зданий и сооружений |
| Амортизация зданий и сооружений | 572 | |
| Содержание зданий и сооружений | 572 | 4% от сметной стоимости зданий и сооружений |
| Охрана труда и техника безопасности | 220 | По заводским данным |
| Итого: | 6544,672 |
Удельные цеховые расходы по проекту:
6544,672/198000 = 33,6 руб.
Удельные цеховые расходы по проекту:
6544,672/190000 = 34,4 руб.
Таблица 8.15
Калькуляционная себестоимость тонны продукции
| Статьи затрат | Проект, руб. | Аналог, руб. |
| 1 | 2 | 3 |
| Сырье и материалы | 45 | 69,3 |
| Электроэнергия | 255 | 262 |
| Пар | 7,73 | 7,9 |
| Воздух | 1,86 | 1,91 |
| Заработная плата основных производственных рабочих | 61,7 | 61,7 |
| Отчисления по ЕСН | 16,04 | 16,04 |
| Расходы на подготовку и освоение производства | 8800 | 8800 |
| Расходы на содержание и эксплуатацию оборудования | 2752 | 2824,6 |
| Цеховые расходы | 33,6 | 34,4 |
| Цеховая стоимость | 11972,93 | 12077,85 |
| Общезаводские расходы | 1197,293 | 1207,785 |
| Заводская стоимость | 13170,223 | 13285,635 |
| Внепроизводственные расходы | 263,4 | 265,7 |
| Полная себестоимость | 13433,623 | 13551,335 |
Снижение себестоимости продукции рассчитывается по формуле
![]() ;
;
С = (13551,335-13433,622)/13433,622*100%=0,8%
Годовой экономический эффект может быть определен по формуле
Эгод =((С1+Ен К1)-(С2+Ен К2))*В2;
С1, С2 – себестоимость единицы продукции по аналогу и проекту;
В2 – годовой объем производства по проекту;
Ен = 0,15 – нормативный коэффициент сравнительной экономической эффективности;
К1, К2 – удельные капитальные вложения по аналогу и проекту;
Эгод = ((13551,335+2175152000*0,15)-(13433,622 +2175152000*0,15))*198000 = (326286351,3-326286233,6)*198000 = 22,95 млн.руб.
Годовая экономия от снижения себестоимости определяется по формуле
Эгод = (С1-С2)*В2;
Э = (13551,335-13433,622)*198000 = 22,95 млн. руб.;
Экономия в результате снижения орм расхода сырья и материалов определяется по формуле
Эн.р. = (М1 –М2 )*Ц*В2;
М1, М2 – расход сырья на единицу продукции до и после внедрения мероприятия;
Э = (6,3-3,6)*9500*198000 =5001,75 млн.руб.
Ценообразование рассчитываем по формуле
Цопт. = С+С*R;
С – полная себестоимость
R – уровень прибыльности, % (рентабельность продукции) 15-25%.
По аналогу:
Цопт. = 13551,335+13551,335*0,25 = 16939,2 руб.т
По проекту:
Цопт. =13433,622+13433,622*0,25 = 16792,03 руб.т
Прибыль от реализации определяем по формуле
Пр = (Цопт - С)*В;
Аналог:
Пр = (16939,2-13551,335)*190000 = 643,7 млн.руб./год
Проект:
Пр = (16792,03-13433,622)*198000 =654,9 млн. руб./год
Срок окупаемости капитальных вложений рассчитываем по формуле
Ток = К/Пр;
К – капиталовложения;
Аналог:
Ток = 2175,152/643,7 = 3,8 года
Проект:
Ток = 2175,152/654,9 = 3,3 года
9. Стандартизация
ГОСТ 2.105-95 «ЕСКД. Общие требования к текстовым документам».
ГОСТ 2.106-68 «ЕСКД. Текстовые документы».
ГОСТ 2.104-68 «ЕСКД. Основные надписи».
ГОСТ 2.004-88 «ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ».
ГОСТ 2.301-68 «ЕСКД. Форматы».
ГОСТ 2.304-68 «ЕСКД. Шрифты чертежные».
ГОСТ 14249-80 «Сосуды и аппараты. Нормы и методы расчета на прочность».
ГОСТ 2.109-73 «ЕСКД. Основные требования к чертежам».
ГОСТ 21.404-85 «СПДС. Автоматизация технологических процессов. Обозначения условные приборов и средств автоматизации в схемах».
ГОСТ 12.1.005-88 «Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны».
ГОСТ 12.1.044-89 (ИСО 4589-84) «Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения».
ГОСТ 12.3.002-75 «Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности».
ГОСТ 12.4.011-89 «Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация».
ГОСТ 12.4.021-75 «Система стандартов безопасности труда. Системы вентиляционные. Общие требования».
ГОСТ 12.1.003-83 «Система стандартов безопасности труда. Шум».
ГОСТ 12.1.012-90 «Система стандартов безопасности труда. Вибрационная безопасность. Общие требования».
ГОСТ 12.1.030-81 «Система стандартов безопасности труда. Электрообезопасность. Защитное заземление, зануление».
ГОСТ 12.2.020-76 «Система стандартов безопасности труда. Электрооборудование взрывозащищенное».
ГОСТ 12.1.007-76 «Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности».
Заключение
В данном курсовом проекте рассмотрено производство полиэтилена низкого давления газофазным методом. Я предлагаю заменить воздушный холодильник на водяной. Это даст нам: более эффективный теплосъем, стабильность температуры в реакторе, независимость от климатических условий, безопасность в эксплуатации, простота ремонта и экономия электроэнергии.
Перечень принятых терминов
Полимеризация – это метод синтеза полимеров, при котором взаимодействие мономеров не сопровождается выделение побочных низкомолекулярных соединений. Этот способ в промышленности используется для получения полиолефинов, полистирола, полиакрилатов и большинства каучуков.
Катализатор – это вещество ускоряющее химическую реакцию.
Полимер – вещество, молекулы которого состоят из большого числа повторяющихся звеньев.
Полиэтилен – это синтетический полимер, продукт полимеризации этилена, твердое белое вещество. Прочный, эластичный, хороший диэлектрик, устойчив к многим химическим реагентам и радиоактивным излучениям. Применяется в производстве пленок, труб, емкостей, технического волокна, для изоляции кабелей.
Список использованных источников
1. Оформление пояснительной записки к дипломному проекту: методические указания / составители: Н.В. Светлаков, В.Ф. Сороков; Казанский государственный технологический университет. – Казань, 2000. – 35с.
2. Полиэтилен низкого давления: Научно-теоретические основы промышленного синтеза / З.В. Архипова, В.А. Григорьев, Е.В. Велеловская, И.Н. Андреева, А.С. Семенова, Н.Н.Серова, А.В. Шатлова.– Л.: Химия, 1980-240с.
3. Полиэтилен: производство, рынок и перспективные направления переработки / Р.С. Яруллин, Р.К. Сабиров, С.И. Вольфсон, В.И. Кимельблат. – Казань: Экс-Пресс, 2003.-192с.
4. Регламент отделения очистки сырья и полимеризации / ООО «КОС». – Казань 2001.-379с.
5. Коршак В.В. Технология пластических масс / В.В. Коршак. – М.: Химия, 1972.-616с.
6. Товбин И.М. Технологическое проектирование жироперерабатывающих предприятий / И.М. Товбин, Е.Е. Файнберг. – М.:Пищепромиздат, 1959. – 399с.
7. Кузнецов А.А. Расчеты процессов и аппаратов в нефтеперерабатывающей промышленности / А.А. Кузнецов, С.М. Когерманов – М.:Химия, 1974.-344с.
8. Дж. Перри. Справочник инженера – химика; том I / Перри Дж. – М.:Химия, 1969.-640с.
9. Павлов К.Ф. Примеры и задачи по курсу процессов и аппаратов химической технологии / К.Ф. Павлов, П.Г. Романков, А.А. Носков. – Л.:Химия, 1969.-624с.
10. ГОСТ 14249-80. Сосуды и аппараты. Нормы и методы расчета на прочность. – М.: Издательство стандартов, 1989-59с.
11. Методические указания по выбору технических средств автоматизации / составители: А.В. Герасимов, А.Р. Герке, В.В. Кузьмин, А.В. Лира, М.Ю. Перухин, И.Н. Тершов; Казанский государственный технологический университет. – Казань, 2005. – 44с.
12. Кошарский Б.Д. Автоматические приборы, регуляторы и вычислительные системы / Б.Д. Кошарский. - Л.: Машиностроение, 1976.-484с.
13. Методические указания. Проектирование производственных зданий / составители: Н.В. Светлаков, В.Ф. Сороков, А.В. Сороков; Казанский государственный технологический университет. – Казань, 2004. - 64с.
14. Методические указания. Графическая часть курсовых и дипломных проектов / составители: В.Ф. Сороков, А.П. Светлаков, Н.В. Светлаков, М.Ф. Шаехов; Казанский государственный технологический университет. – Казань, 2002. - 40с.
15. Макаров Г.В. Охрана труда в химической промышленности / Г.В. Макаров. - М.: Химия, 1989. - 496 с.
16. ПУЭ. Правила устройства электроустановок. – СПб. : Издательство Деан, 1999. - 925 с.
17. Долин П.А. Справочник по технике безопасности /П.А. Долин. – М.: Энергоатомиздат, 1984. - 824 с.
18. Экономическое обоснование дипломных проектов: методические указания / составители: Р.Г.Тазеев, Ю.Н. Барышев; Казанский химико-технологический институт. – Казань, 1991. - 27с.