
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Курсовая работа: Производство одноразовой посуды экструзионным процессом
Курсовая работа: Производство одноразовой посуды экструзионным процессом
Министерство образования и науки РФ
Пермский Государственный Технический Университет
Кафедра МСА
Курсовой проект по курсу
Автоматизация технологических процессов и производств
Производство одноразовой посуды экструзионным процессом
Пермь 2010
Содержание
1. Введение
2.Описание технологического процесса
2.1 Общее устройство линии для пленок глубокой вытяжки
2.1.1 Принцип действия шнекового экструдера
2.1.1.1 Устройство экструдера
2.1.1.2 Привод экструдера
2.1.1.3 Редуктор
2.1.1.4 Цилиндр и загрузочное отверстие
2.1.1.5 Загрузочный бункер
2.1.1.6 Шнек
2.1.1.7 Экструзионная головка
2.1.1.8 Фильтры и устройства для автоматической смены фильтров
2.1.1.9 Системы нагрева и охлаждения
2.1.2 Каландр
2.1.2.1 Станина оборудования с ходовым механизмом
2.1.2.2 Валки каландра
2.1.2.3 Привод валков
2.1.2.4 Регулировка щели
2.1.3 Намоточное устройство
2.1.3.1 Компенсатор
2.1.3.2 Промежуточный вытяжной прибор
2.1.3.3 Устройство продольной резки
2.1.3.4 Направляющая рама для пленки
2.1.3.5 Вспомогательное съемное устройство
2.1.3.6 Антистатическое оборудование
2.2 Линия термоформования
3. Анализ структуры системы автоматизации
3.1 Общее управление процессом
3.2 Истинное полное управление процессом экструзии
3.3 Функциональные возможности системы управления
3.4 Наиболее важные параметры
3.4.1 Контроль давления
3.4.2 Контроль температуры
3.4.3 Другие параметры
4. Система автоматизации на различных участках технологического процесса
4.1 Принцип работы управляющей системы
4.1.1 Общие сведения
4.2 Управляющая система на разных участках тех. цикла
4.2.1 Дозаторный блок
4.2.2 Привод экструдера
4.2.3 Обогрев экструдера
4.2.4 Вакуум-насос
4.2.5 Датчик давления расплава на экструдере
4.2.6 Ситообменник
4.2.7 Термодатчик для расплава
4.2.8 Датчик давления расплава на входе насоса для расплава (MP2)
4.2.9 Насос для расплава
4.2.10 Датчик давления расплава на выходе насоса для расплава (MP3)
4.2.11 Датчик давления расплава на фильере (MP4)
4.2.12 Приводы валков
4.2.13 Датчик зазора валков
4.2.14 Гидроагрегат подвода валков
4.2.15 Приводы регулировки зазора валков
4.2.16 Агрегаты термостатирования валков
4.2.17 Привод перестановки каландра по высоте
4.2.18 Привод шасси каландра
4.2.19 Привод тянущего механизма
4.2.20 Пневмопривод тянущего механизма
4.2.21 Намотчик/измельчитель обрезаемых кромок
4.2.22 Толщиномер
4.2.23 Намотчик
4.3 Выбор аппаратных средств
4.3.1 Подсистема регулирования температуры
4.3.2 Подсистема регулирования давления в фильере
4.3.3 Основные характеристики узлов входящих в систему управления
4.3.4 Датчики давления
4.3.5 Датчики температуры
5. Контроль температурного режима
5.1 Теоретические сведения
5.2 Тепловые характеристики системы
5.3 Настройка параметров регулятора
5.3.1 Характеристики работы терморегулятора
5.3.2 Влияние PID-параметров на режим работы регулятора
5.4 Тепловые характеристики экструдера Reifenhauser 3201
5.4.1 Метод Циглера-Николса
5.4.2 Регуляторы температуры с фиксированными характеристиками
6. Заключение
7. Список литературы
1. Введение
Всё производство одноразовой посуды может быть разделено на два основных этапа. Первый, наиболее трудоёмкий этап, заключается в производстве плёнки глубокой вытяжки. На втором этапе плёнка, смотанная в рулоны, загружается в формовочную машину, которая и производит конечный продукт. В данной работе в основном будет рассмотрен процесс получения плёнки глубокой вытяжки. Этот процесс является наиболее трудоёмким, следовательно требует тщательного контроля.
Теория процесса формовки будет изложена только в качестве ознакомительного материала.
2. Описание технологического процесса
Стандартный процесс изготовления одноразовой посуды выглядит так.
Сырье доставляется на производство в виде гранул. Они подаются в плоскощелевой экструдер - машину, где получается расплав, который перемешивается с помощью шнекового пресса (как в мясорубке). Затем выдавленную через плоскую щель массу с помощью больших валов (каландров) превращают в лист, толщина которого может быть от долей миллиметра до нескольких миллиметров. Требования к валам-каландрам жесткие: их биение не должно превышать нескольких микрон, и с высокой степенью точности должна регулироваться температура (особенно капризен полипропилен). На специальных экструдерах можно получать многослойный лист. Одно из главных требований: его толщина должна быть равномерной. Разнотолщинность - плюс-минус 20% (что типично для азиатского оборудования) - увеличивает расход сырья примерно на те же 20%; к тому же ухудшается качество изделий. Затем лист поступает в формовочную машину. С помощью пресс-форм получают стаканчик или тарелку, которые здесь же или чуть позже вырубаются из листа. Переход на новое изделие осуществляется после изготовления или покупки соответствующей пресс-формы. Требования к ней очень высоки, ведь каждые несколько секунд она механически смыкается и размыкается, испытывая ударную нагрузку. Даже незначительные дефекты сразу дают о себе знать.
Линия для производства одноразовой посуды, находящаяся на предприятии ООО «Upax-Unity», г.Пермь, ул. Героев Хасана 76, состоит из следующих агрегатов.
Экструзионная линия:
Загрузчик: Гравиметрическое устройство дозирования и смешивания GRAVICOLOR 100 фирмы Motan.
Экструдер: Reifenhauser 5801.
Соэкструдер: Reifenhauser 3201.
Привод экструдера: Электродвигатель Siemens.
Частотный преобразователь: Siemens.
Редуктор: POSIREX I – XCIL40 – R11 –H14 – 14 – Z3 – 464 фирмы PIV Drives GmbH.
Ситообменник: FSC-180 фирмы Maag Pump Systems.
Насос для расплава: Extrex ST.
Система соэкструзии: фирмы Reifenhauser.
Каландр: MIREX-S фирмы Reifenhauser.
Намотчик: фирмы LSF.
Измельчитель: Rapid 4300.
Линия термоформования:
Термоформовочная машина ILLIG RDM 45/3.
2.1 Общее устройство линии для пленок глубокой вытяжки
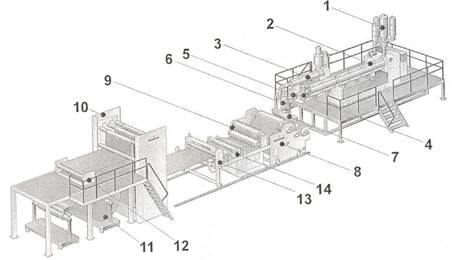
Рис.1. Линия для производства плёнки глубокой вытяжки.
| 1 | Дозатор | 9 | Рама с валками доохлаждения |
| 2 | Экструдер | 10 | Пленочный накопитель |
| 3 | Соэкструзионный блок | 11 | Намотчик |
| 4 | Ситообменник | 12 | Устройство поперечной резки |
| 5 | Насос для расплава | 13 | Тянущий механизм |
| 6 | Система соэкструзии | 14 | Измерение толщины |
| 7 | Плоскощелевая головка | 15 | Агрегат термостатирования (не показан на рисунке) |
| 8 | Каландр | 16 | Устройство удаления кромок (не показано на рисунке) |
2.1.1 Принцип действия шнекового экструдера
Одношнековый экструдер относительно прост. Под действием силы тяжести материал поступает вниз из загрузочного бункера в рабочий объем экструдера. Внутри экструдера материал попадает в замкнутое пространство, между подвижным (вращающимся) шнеком и неподвижными стенками рабочего цилиндра. Перемещение материала, по крайней мере пока он находится в твердом состоянии, обусловлено воздействием на него сил трения при контакте с неподвижной внутренней поверхностью рабочего цилиндра и с подвижной поверхностью шнека.
Воздействие сил трения вызывает разогрев материала, кроме того, к рабочему объему экструдера осуществляется подвод тепла от внешних нагревательных устройств. Таким образом, по мере продвижения материала его температура повышается, достигая точки плавления, при этом на поверхности неподвижной стенки рабочего цилиндра начинает формироваться пленка расплава. В этом месте заканчивается зона перемещения твердой фазы и начинается зона пластикации. Следует подчеркнуть, что понятие «зона пластикации» относится к функциональному делению рабочего объема экструдера и может не совпадать с геометрическим делением. Границы функциональных зон зависят от свойств полимера, а также от устройства экструдера и параметров его работы, а геометрически различные секции шнека определяются при разработке экструдера и, естественно, не меняются при его эксплуатации. Поэтому начало зоны пластикации может не совпадать с началом зоны компрессии. При продавливании материала через зону пластикации постепенно осуществляется его полное плавление, точка полного плавления считается концом зоны пластикации и началом зоны перемещения расплава. Геометрически зоне перемещения расплава соответствует зона дозирования, единственное назначение которой заключается в продавливании расплава через фильеру.
При прохождении материала через экструзионную головку сечение потока принимает форму формующего инструмента. Поскольку фильера оказывает сопротивление потоку расплава, для его продавливания необходимо приложить силу. Эта сила обеспечивается давлением, называемым давлением в фильере, которое определяется формой фильеры, температурой расплава полимера, скоростью потока расплава и его реологическими свойствами. Необходимо помнить, что давление в фильере обусловлено сопротивлением фильеры, а не собственно экструдером. В данном случае экструдер всего лишь машина, развивающая давление, необходимое для проталкивания расплава через формующий инструмент. При прочих равных условиях (одинаковых полимерах, производительности, конструкции фильеры и ее температуре) развиваемое давление в фильере постоянно и не зависит от конструкции экструдера, Таким образом, давление в фильере обусловлено ее конструкцией и процессом течения расплава.
2.1.1.1 Устройство экструдера
В этой главе будут рассмотрены составные части стандартного одношнекового экструдера. Каждый узел будет рассмотрен с точки зрения выполняемой им функции, а также важности данного элемента для правильного функционирования экструзионной машины.
2.1.1.2 Привод экструдера
Задачей привода является вращение шнека с заданной частотой вращения (скоростью) и обеспечение постоянства частоты вращения. Неустойчивость частоты вращения шнека вызывают неустойчивость производительности экструдера, и, следовательно, колебания геометрических размеров изделия (экструдата). Также важным требованием к приводу является возможность регулировать частоту вращения в широком диапазоне. В большинстве случаев конструктору следует продумать возможность плавного регулирования частоты вращения привода шнека — от нулевой до максимальной. Среди многообразия применяемых конструкций приводов основными можно считать следующие:
•электропривод переменного тока;
•электропривод постоянного тока;
•гидравлический привод.
Привод с регулировкой частоты
В приводе с регулировкой частоты используется двигатель переменного тока, соединенный с электронным блоком питания, способным подавать переменный ток регулируемой частоты. Такой тип двигателя обладает рядом преимуществ: простотой и компактностью конструкции, отсутствием контактов и щеток, выносливостью, а также низкими ценой и эксплуатационными расходами. Стоимость такого привода в основном определяется стоимостью источника питания, который преобразует входной переменный ток в выходной с требуемыми значениями напряжения и частоты. В данном случае вся энергия проходит через два устройства, в отличие от тиристорной системы постоянного тока, в которой имеется только один контур преобразования. Именно поэтому стоимость привода с регулированием частоты оказывается выше стоимости привода на постоянном токе, даже не смотря на то, что мотор постоянного тока стоит дороже, чем мотор переменного тока.
В качестве блока питания для описываемой системы обычно применяют шестиступенчатую систему инвертора переменного напряжения, которая представлена на рис. 2.
Входное трехфазное переменное напряжение выпрямляется и сглаживается для получения регулируемого постоянного напряжения, которое затем попеременно подается в три выходные цепи тиристорными переключателями, управляемым электронной схемой.
Для обеспечения постоянства крутящего момента на валу двигателя при изменении частоты вращения отношение напряжения к частоте следует поддерживать постоянным. Можно получить практически любую характеристику скорость—момент вращения, регулируя отношение частоты и напряжения питания подаваемого на двигатель. Однако ограничения применяемого преобразователя не позволяют получить устройство с регулированием частоты с максимальной мощностью более 300 л. с. Увеличения максимальной скорости можно добиться использованием более эффективного преобразователя.
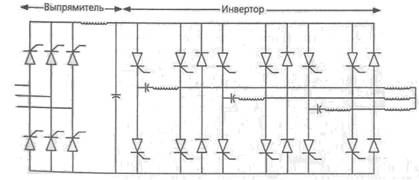
Рис.2. Шестиступенчатая схема инвертора.
2.1.1.3 Редуктор
Основным назначением редуктора является согласование высокой скорости вращения электрических двигателей с низкими скоростями вращения шнека. Типичные коэффициенты редукции составляют от 15:1 к 20:1. Наиболее часто применяют зубчатый редуктор, при этом обычно он имеет две ступени понижения.
2.1.1.4 Цилиндр и загрузочное отверстие
Цилиндр — это чехол, окружающий шнек экструдера. Загрузочное отверстие — это та часть экструдера, через которую материал вводится в канал шнека; оно находится около первых нескольких витков шнека. Некоторые экструдеры не имеют отдельного загрузочного отверстия, на таких машинах загрузочная часть интегрирована в цилиндр. Для предотвращения преждевременного нагрева полимерного материала входное отверстие часто обеспечивают водяным охлаждением. Если температура полимера при загрузке поднимется слишком высоко, он может прилипнуть к входному отверстию, уменьшив его проходимость. Налипание материала на поверхность шнека также создает проблемы при перемещении твердой массы, поскольку налипший полимер сам не движется в нужном направлении и сужает канал, доступный для продвижения остальных гранул.
В месте контакта загрузочной системы и цилиндра экструдера необходима установка защитного теплового барьера для предотвращения выхода тепла из рабочего объема в загрузочную зону. Если загрузочная система интегрирована в рабочий объем экструдера, это оказывается невозможным. В таком случае будут возникать потери тепла и перегрев загрузочного бункера. Геометрия загрузочного отверстия должна обеспечивать прохождение материала при минимальном сопротивлении. Разрез некоторых типов загрузочных отверстий представлен на рис. 3.
На рис. 3, а показаны стандартная конструкция загрузочного отверстия, а на рис. 3, b — тип расширенного загрузочного отверстия, который часто применяют на экструдерах с загрузкой расплава Улучшенный вариант конструкции загрузочного отверстия представлен на рис. 3, с.
Форма входного отверстия обычно делается круглой или квадратной. Форма загрузочного бункера должна соответствовать форме загрузочного отверстия для обеспечения беспрепятственного движения полимера.
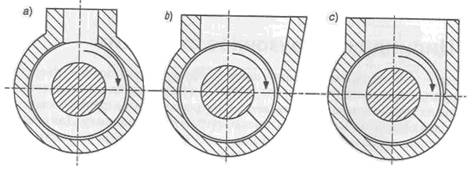
Рис. 3. Возможные типы загрузочных отверстий.
Ниже приведен перечень важнейших требований к загрузочному устройству:
•надежное охлаждение зоны загрузки;
•надежная теплоизоляция загрузочной области от последующих зон экструдера;
•способность развивать высокие давления.
Цилиндр экструдера представляет собой простой фланцованный цилиндр, который должен выдерживать относительно высокие давления (не менее 70 МПа), при этом максимально сохраняя свою форму, то есть не испытывая деформаций изгиба. Для увеличения срока службы внутреннюю поверхность большинства цилиндров делают износостойкими. Наиболее распространенными технологиями придания износостойкости являются поверхностная закалка (азотирование) и покрытие специальным сплавом. Сравнительное исследование износостойкости показало, что по стойкости биметаллическая втулка превосходит нитридное покрытие, а срок службы биметаллического покрытия превосходит время службы нитридного покрытия в 4-8 раз при равных условиях эксплуатации. Еще одним недостатком нитридного покрытия является относительно малая толщина твердой нитридной зоны. Как только эта зона истирается, следующие слои рабочего объема подвергаются быстрому износу, поскольку диффузная зона обладает гораздо меньшей твердостью.
2.1.1.5 Загрузочный бункер
Загрузочный бункер — это та часть экструзионного агрегата, из которой гранулированный материал поступает непосредственно в экструдер. В большинстве случаев гранулированный материал просто проваливается в экструдер под действием собственной тяжести, но существуют материалы, для которых такой способ подачи, к сожалению, оказывается невозможен. Некоторые материалы очень плохо пересыпаются, и в таком случае необходимо применение дополнительных устройств для обеспечения постоянной подачи материала в экструдер. Иногда таким устройством может выступать вибратор, присоединенный к загрузочному бункеру. При этом зависание материала прекращается сразу после возникновения пробки. В некоторых случаях применяются различные устройства, предназначенные для смешения материала в загрузочном бункере для предотвращения его сегрегации и/или соскребания материала, прилипшего к стенкам загрузочного бункера. Для достижения равномерной подачи полимера из бункера необходимо обеспечить постепенное увеличение сжатия по направлению к загрузочному отверстию, при этом оптимальной является коническая конструкция загрузочного бункера с круглым сечением. К сожалению, производители экструдеров обычно делают загрузочные бункеры с квадратным сечением и резким сужением у загрузочного отверстия — такая конструкция легче в производстве.

Рис. 4. Конструкции загрузочных бункеров.
Для конструкции загрузочного бункера важным параметром сыпучести материала является угол внутреннего трения. Угол между внешней стенкой загрузочного бункера и горизонталью должен быть больше угла внутреннего трения. Если материал обладает очень большим углом внутреннего трения, он будет зависать в бункере практически любой конструкции. В этом случае единственным выходом станет применение специальных проталкивающих устройств.
2.1.1.6 Шнек
Шнек – это особенный, наиболее важный механический элемент экструдера. Шнек является его «сердцем». Можно сказать, что вокруг шнека все вращается как в прямом, так и в переносном смысле. Вращение шнека обеспечивает как поступательное перемещение материала, так и его разогрев и гомогенизацию.
Говоря просто, шнек можно представить себе как стержень переменного диаметра, в котором вырезана специальная канавка.
2.1.1.7 Экструзионная головка
Головка является очень важной и ответственной частью экструдера.
Во многих экструдерах между экструзионной головкой и цилиндром устанавливают рассекатель потока. Эта деталь представляет собой металлический диск с большим количеством отверстий, параллельных оси шнека. Рассекатель потока выполняет две основные функции. Во-первых, он останавливает спиральное движение расплава полимера и заставляет расплав двигаться строго поступательно. Если не предотвратить спиральное движение расплава до выхода из фильеры, то получившийся экструдат может иметь искаженную форму. Кроме то го, рассекатель потока является несущей деталью специальных фильтров, применяемых для удаления загрязнений из расплава полимера. Иногда основным назначением фильтров является увеличение давления на выходе из фильеры для улучшения качества смешения материала в экструдере. Но необходимость в этом возникает только при использовании шнека неудачной конструкции. Вторым основным назначением рассекателя потока является улучшение теплообмена между расплавом полимера и стенками экструдера, при этом увеличивается гомогенность распределения температуры в расплаве полимера.
В случае нестыковки форм выходного отверстия цилиндра и входного отверстия головки используют специальный адаптер, однако экструзионные головки, специально разработанные для данного экструдера, могут работать и без адаптера. При этом размеры и формы головок и фильер не имеют общей стандартизации и поэтому использование адаптеров — весьма распространенное явление.
Экструзионная головка считается одной из наиболее важных частей экструдера. Остальные части экструдера имеют только одну цель: доставка расплава полимера необходимой консистенции под заданным давлением к головке. Таким образом, процесс формования, происходящий в головке, является очень важным компонентом всего процесса экструзии.
Природа полимерного расплава делает анализ его протекания через фильеру крайне сложной задачей, поэтому разработка головки во многом до сих пор остается эмпирической задачей.
2.1.1.8 Фильтры и устройства для автоматической смены фильтров
Фильтры перед рассекателем потока обычно ставятся для удаления примесей из расплава. Грубые фильтры (с небольшим количеством ячеек) обычно помещаются перед рассекателем потока в качестве поддерживающего элемента, перед которым последовательно устанавливаются более тонкие фильтры. Типичный пакет фильтров состоит из одного 100-ячеечного фильтра, за которым следуют по одному 60- и 30-ячеечному, при этом 30-ячеечный фильтр устанавливается непосредственно перед рассекателем потока.
Наиболее важными типами фильтрующих устройств являются следующие типы фильтров: проволочная сетка, «спекшийся порошок» и «хаотичные нити». Данные типы фильтрующих устройств различаются по способности задерживать примеси, захватывать гелеобразные частицы и прочим параметрам.
При наличии большого количества примесей в расплаве полимера будет происходить очень быстрое засорение фильтра. При необходимости частой смены фильтра обычно применяют автоматическое устройство для замены фильтров. В таком устройстве осуществлен непрерывный контроль за перепадом давления на фильтре, и если перепад достигает определенной критической величины, гидравлический поршень выдвигает рассекатель потока с кассетой фильтров из экструдера, одновременно помещая в экструдер новую кассету с рассекателем и чистыми фильтрами. Такое устройство называется устройством для замены фильтров со скользящими пластинами.
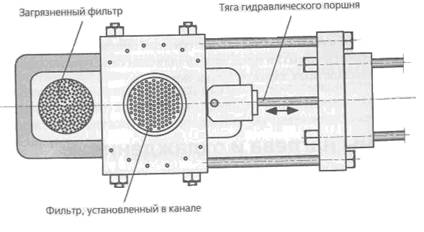
Рис. 5. Устройство гидравлической смены фильтра.
При некоторой доработке фильтра операция по его смене может протекать даже без остановки экструдера. При этом необходимо удалить старый фильтр и поставить на его место чистый, после чего аппарат готов к новому циклу работы. В случае сильной загрязненности полимера замена фильтра может потребоваться через каждые 5-10 мин, хотя, как правило, время загрязнения одного фильтра исчисляется часами.
2.1.1.9 Системы нагрева и охлаждения
Устройства нагрева необходимы для вывода экструдера на заданный температурный режим при запуске, а также для поддержания требуемой температуры в процессе работы. Наиболее распространены три варианта нагревательных систем: электронагреватели, нагреватели с жидким теплоносителем и паровые нагреватели.
Электронагревательные системы превосходят все остальные типы нагревательных систем по ряду параметров: по ширине диапазона рабочих температур, простоте эксплуатации, меньшей стоимости, большей эффективности. Именно поэтому в большинстве случаев электронагреватели вытесняют все другие типы нагревателей. Обычно нагревательные элементы расположены на цилиндре экструдера, разделяя его на зоны. Небольшие экструдеры обычно имеют от двух до четырех зон, но в некоторых больших экструдерах число зон может доходить до 5-10. В большинстве случаев каждая зона управляется отдельно; таким образом, создается профиль температур вдоль рабочего объема экструдера. Этот профиль может быть как постоянным, так и возрастающим или понижающимся, или иметь другую более сложную форму в зависимости от конкретного экструдируемого полимерного материала и типа проводимого процесса.
Резисторное нагревание
Это наиболее распространенный тип электронагревательных элементов, работа которого основана на превращении электрической энергии в тепловую при протекании электрического тока через проводник. Количество выделяющегося в единицу времени тепла зависит от сопротивления проводника и силы протекающего тока. Интенсивность тепловыделения может быть определена по формуле
Q = I2R = UI = U2/R
Уравнение справедливо для постоянного тока и для однофазного переменного тока. В последнем случае используются среднеквадратичные значения напряжения и тока, а значение сопротивления — только активное, то есть такое сопротивление, сдвиг фаз на котором равен нулю. Для схемы, питаемой трехфазным напряжением, уравнение для расчета тепловыделения будет иметь вид
Q = 3UI
Первые типы ленточных электронагревателей состояли из специальной проволоки со слюдяной изоляцией, помещенной в кожух из мягкой стали. Нагреватели такой конструкции компактны и дешевы, но при этом они хрупки и не очень надежны в эксплуатации, кроме того, к максимальная производительность ограничена величиной 50 кВт/м2 при максимальной рабочей температуре 500 °С. В литературе описаны новые типы слюдяных нагревателей, которые могут обеспечивать эффективность тепловыделения до 165 кВт/м2. Качество и срок эксплуатации нагревателей данного типа во многом определяется качеством контакта между нагревателем и стенками цилиндра экструдера. При дефектном контакте развивается локальный перегрев нагревательного элемента, что приводит к преждевременному его перегоранию, то есть сокращению срока службы нагревателя. Для улучшения теплового контакта используют специальные пасты.
Более мощными являются электронагреватели, оборудованные керамической изоляцией. Они обладают плотностью потока энергии до 160 кВт/м2 или даже более, при этом максимальная рабочая температура достигает 750 °С. Однако такие нагреватели оказываются негибкими и довольно громоздкими. Все керамические нагреватели производятся в виде тонких элементов, обладающих минимальными габаритными требованиями. Обычно их производят в виде двух частей, скрепляемых вокруг цилиндра экструдера.
Еще один тип нагревателей, в которых нагревательные элементы заключены в полукруглый или плоский алюминиевый кожух, называют композитными нагревателями (cast-in). Такие нагреватели надежны и долговечны, кроме того, они обеспечивают очень хороший тепловой контакт. Композитные алюминиевые нагреватели обеспечивают максимальное выделение тепла около 55 кВт/м2 при рабочей температуре приблизительно до 400 °С. Использование бронзы вместо алюминия позволяет повысить тепловыделение до 80 кВт/м2, а максимальную температуру — до 550 °С.
Охлаждение экструдера
Охлаждение экструдера необходимо практически во всех экструзионных процессах. В любом случае охлаждение следует свести до минимума; если невозможно, исключить его полностью. Любое охлаждение экструдера снижает эффективность процесса, поскольку оно приводит к потерям энергии. Нагревание экструдера обычно понижает затраты энергии на вращение шнека, понижая тем самым общие энергозатраты. При этом охлаждение требует энергозатрат, а энергия, отнятая системой охлаждения, оказывается потерянной.
Значительная требовательность экструзионного процесса к охлаждению обычно является признаком неправильной проектировки аппарата. Это может означать как ошибочность выбора конструкции шнека, выбора отношения диаметра к длине, так и неправильного выбора экструдера (например, применение одношнекового экструдера для процесса, в котором необходим двухшнековый). Как правило, процесс экструзии планируют с таким расчетом, что большая часть энергозатрат приходилась на вращение шнека. Вращение шнека вызывает вязкостный и фрикционный разогрев полимера, то есть механическая энергия вращения шнека преобразуется в тепловую, вследствие чего повышается температура полимера. На механические энергозатраты обычно приходится 70-80% всей энергоемкости экструзии, то есть на нагреватели остается только 20-30% без учета потерь.
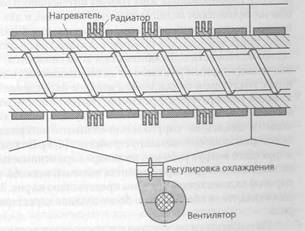
Если большая часть энергии потребляется приводом шнека, можно рассчитывать, что внутреннее выделение тепла превосходит количество, необходимое для протекания процесса. Тогда охлаждение тем или иным способом становится необходимым. Многие экструдеры имеют воздушное охлаждение, при этом вентиляторы устанавливают под цилиндром. Внешние поверхности нагревателей, а также промежутки между нагревателями часто снабжены радиаторами для повышения эффективности охлаждения.
|
|
|
|
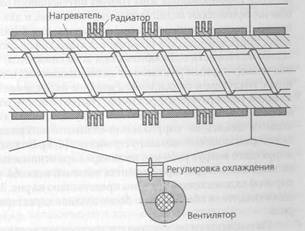
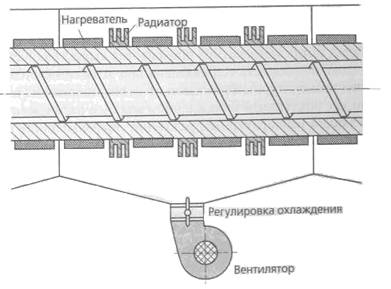
Рис. 6. Система нагрева и охлаждения.
Экструдеры небольшого размера могут не иметь воздушного охлаждения, поскольку площадь их цилиндра весьма велика по сравнению с величиной рабочего объема, что само по себе обеспечивает значительные потери тепла через конвекцию и излучение.
Весьма значительным недостатком использования слишком мощных внешних нагревательных элементов является развитие большого градиента температур на границе металл-полимер. Градиент температур возникает вследствие относительно низкой теплопроводности полимера. Таким образом, нагрев только от внешних нагревателей оказывается медленным и сопровождается возникновением больших градиентов температур, а воздействие высоких температур в течение длительного времени создает высокую вероятность деструкции полимерного материала. Следовательно, нагрев вследствие вязкого трения более предпочтителен, поскольку обеспечивает равномерный прогрев массы полимера. Нормальной считается ситуация, когда энергозатраты на механический привод составляют более 50 и менее 90% от общих затрат на экструзию.
Воздушное охлаждение позволяет осуществлять довольно мягкое воздействие на процесс, поскольку скорость теплообмена довольно мала. Однако это неудобно, когда необходимо интенсивное охлаждение. Тем не менее преимуществом воздушного охлаждения является плавность изменения температуры при включении или выключении вентилятора. При водяном охлаждении температура меняется более резко. Поэтому при использовании водяного охлаждения труднее контролировать температурный режим.
2.1.2 Каландр
На каландре поступающая из экструдера лента проходит через каландрирующие валки и приобретает законченный требуемый вид поверхности. Процесс каландрирования определяется состоянием поверхности и заданной температурой каландрирующих валков, а также временем нахождения полотна пленки на валках. Ширина щели валков плавно регулируется в соответствии с требуемой толщиной получаемой пленки.
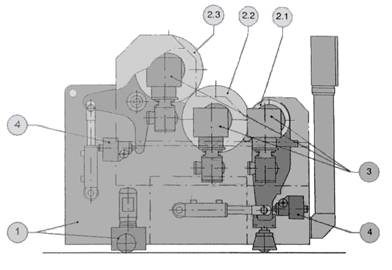
Рис. 7. Расположение функциональных элементов.
| 1 | Станина оборудования с ходовым механизмом | 2.3 | Фиксирующий валок |
| 2 | Валки каландра | 3 | Привод валков |
| 2. | Прижимной валок | 4 | Регулировка щели |
| 2.2 | Валок полива |
2.1.2.1 Станина оборудования с ходовым механизмом
Каландр состоит из двух расположенных друг против друга стабильных боковых стенок, которые связаны между собой посредством поперечных траверс и функциональных агрегатов. Каландр может перемещаться на шасси по вмонтированным в пол рельсам посредством электромотора по направлению экструзии и спереди переставляться по высоте на ± 25 мм.
Ограничение хода обеспечивают смонтированные на рельсах переключательные кулачки.
2.1.2.2 Валки каландра
Валки каландра представляют собой двустенные хромированные стальные цилиндры. Они располагаются параллельно плоскощелевой фильере и устанавливаются на раме машины друг за другом.
Валки каландра подключаются к агрегатам темперирования. С их помощью валки разогреваются до требуемой по условиям технологии температуры.
Прижимной валок
Прижимной валок с двух сторон опирается на рычаги, которые могут поворачиваться на раме машины.
Через эти рычаги прижимной валок может подводиться посредством гидравлического цилиндра к валку полива. За счет прижима обеспечивается стабильная щель между валками, а тем самым достигается эффект каландрирования полотна пленки.
Щель между прижимным и поливным валками можно изменять устройством регулировки щели и настраивать ее под требования технологии.
Валок набрызга
Средний каландрирующий валок (поливной) установлен в раме машины стационарно.
Расплав материала заходит в каландрирующую щель между прижимным и поливным валком, обводится вокруг последнего и направляется во вторую каландрирующую щель к фиксирующему валку.
Фиксирующий валок
Фиксирующий валок с двух сторон опирается на рычаги, которые могут поворачиваться на раме машины. Через эти рычаги фиксирующий валок может подводиться посредством гидравлического цилиндра к валку полива. Регулировкой щели между поливным и фиксирующим валками задается конечная толщина пленки.
2.1.2.3 Привод валков
Каландрирующие валки приводятся порознь через сервомотор-редукторы. Крепление и передача крутящего момента происходит посредством полого вала по жесткой кинематической связи через горячее-прессовое муфтовое соединение непосредственно на валке.
2.1.2.4 Регулировка щели
Прижимной и фиксирующий валки можно рычагами и гидроцилиндром подводить к среднему поливному валку. Через болты на том или ином рычаге усилие подвода передается на механизм регулировки щели.
В зависимости от выпускаемой пленки ширина щели может регулироваться без сброса рабочей нагрузки в диапазоне от 0,4 до 2,0 мм.
Направление регулировки (открытие или закрытие), а также величину перестановки можно определять с помощью устройства измерения размера щели и считывать на пульте управления по показаниям цифрового индикатора.
2.1.3 Намоточное устройство
Конструкция и принцип действия
Четырехпозиционное намоточное устройство состоит из следующих основных узлов:
· Компенсатор
· Промежуточный вытяжной прибор
· Устройство продольной резки
· Направляющая рама для пленки
· Вспомогательное съемное устройство с поперечным резаком и
· Устройством для измерения длины
· Тележка для больших рулонов с устройством блокировки, передвижения и опрокидывания
· Предохранительная подъемная тележка
· Стойка привода
· Ограждение
· Электрическое оборудование, клеммовые коробки
· Пневматика
· Антистатическое оборудование
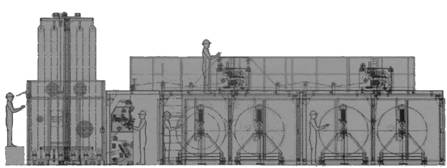
Рис. 8. Схема наматывающего устройства.
2.1.3.1 Компенсатор
Многолопастный компенсатор в исполнении в виде гребневого валка (емкость компенсатора примерно 40м) состоит из профильной рамной конструкции с пневматически регулируемой компенсирующей каретки. Благодаря конструкции в виде гребневого валика пленка может легко для оператора вставиться или втягиваться через валики в заправочное отверстие в защитном ограждении. Натяжение полотна плавно регулируется. Направляющий и поворотный валик имеют d= 200 мм. Компенсатор отдельно защищен защитными сетками.
2.1.3.2 Промежуточный вытяжной прибор
На выходе накопителя находится промежуточный вытяжной прибор, который сохраняет натяжение материала в механизме продольной резки при смене ролика и следит за тем, чтобы фольга при запуске после смены ролика не смещалась. Одновременно он также является точкой опоры для обоих вспомогательных вытяжных устройств на верхней платформе. Покрытый резиновым раствором цилиндр вытяжного прибора размещен в разборном виде в боковых стенках под механизмом продольной резки и приводится в действие напрямую при помощи серводвигателя с питанием от сети переменного тока.
2.1.3.3 Устройство продольной резки
Позади промежуточного вытяжного прибора компенсатора находится ножничное резальное устройство с 3 приводимыми в движение пневматическим образом верхними обрезными ножами (2 для обрезки кромок и 1 для резки по центру) и приводимыми в движение двигателем нижними обрезными ножами.
Держатели верхних ножей оснащены автоматической защитой ножей, которая при подъеме резальной головки полностью обхватывает режущую кромку верхнего ножа.
2.1.3.4 Направляющая рама для пленки
Направляющая рама для пленки предназначена для установку направляющих валиков и вспомогательных сматывающих устройств.
2.1.3.5 Вспомогательное съемное устройство
Над каждым из обоих двухпозиционных наматывающих устройств I и II, также III и IV находится группа вытягивания, которая, соответственно, служит точкой опоры для 4 мотальных устройств. В зоне съемных устройств имеете подход к направляющей раме для пленки. Каждое съемное устройство состоит из обрезиненного ведущего валика, приводимого в действие двигателем переменного тока с частотным преобразователем и пневматического поворачиваемого вперед и назад прижимного валика прижимная сила которого регулируется. Прижимной валик имеет холостой ход, который предотвращает движение назад полотна.
Пневматический держатель предотвращает сползание пленки при поперечной резке.
После процесса резки пленка при помощи педали со специаьной функцией (по одной на каждом мотальном устройстве) с пониженной скоростью перемещается вперед, так что оператор может укладывать полотно на пустой барабан. Намоточный вал вращается с пониженным моментом. После раскладки приводится в действие кнопка «Разложено» и защитная дверь с электрической блокировкой закрывается. После этого мотальное устройство ускоряется до скорости холостого хода компенсатора. Съемное устройство оборудовано устройством измерения длины. Оно состоит из курвиметра, стойки подшипника с фиксатором и импульсного датчика. Курвиметр с собственным весом лежит на полотне. Для протяжки полотна курвиметр можно отвернуть и зафиксировать.
Измерительное устройство определяет точную длину размотанного полотна. Незадолго до достижения предварительно установленной конечной длины установка переключается на замедленный ход и останавливается.
2.1.3.6 Антистатическое оборудование
2 разрядных стержня на выходе вспомогательного съемного устройств предотвращают статический заряд пленки перед наматыванием.
2.2 Линия термоформования
Термоформование – это изменение формы плоских заготовок (листов или плёнок) из термопластичного полимерного материала при повышенных температурах в объемные формированные изделия.
При термоформовании различают следующую последовательность процессов:
· нагревание формируемого материала до температуры, при которой он способен изменять форму, то есть до температуры высокоэластичного состояния;
· формование на специальной оснастке для термоформования;
· охлаждение в форме до температуры, при которой конфигурация отформованного изделия приобретает стабильные размеры;
· извлечение из формы изделия со стабильными размерами.
В большинстве случаев необходима та или иная последующая обработка отформованного изделия, а именно:
· отделка (обрезка);
· сварка;
· соединение (склеивание);
· горячее запаивание;
· печать;
· металлизация.
Термоформование в настоящее время стало наиболее распространенным наименованием этого технологического процесса.
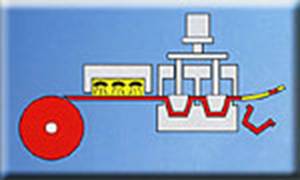
Рис. 9. Схема линии термоформорания.
3. Анализ структуры системы автоматизации
3.1 Общее управление процессом
В экструзионной промышленности все явственнее наблюдается тенденция к объединению различных контролирующих устройств под управлением одного общего устройства, осуществляющего полный контроль и управление всеми механизмами экструзионной линии. Следует отметить, что может быть реализовано множество ступеней контроля экструдера, находящихся в иерархической зависимости. Наиболее распространены устройства, объединяющие контроль температурного режима в различных зонах. Чаще всего в задачу таких систем входит поддержание заданных параметров расплава путём управлением нагревом первых двух или трёх зон, которые наиболее близки к зоне, где происходит плавление полимера. Изменение температуры в таких зонах осуществляется автоматически каскадной системой контроля. Однако таким образом можно осуществлять регулировку с довольно низкой скоростью, поскольку отклик зон рабочего объема на изменении температурных параметров происходит очень медленно. Также часто встречаются системы контроля давления, действие которых основано на плавном изменении скорости вращения шнека, чтобы поддержать постоянное давление расплава полимера.
Новейшие типы экструдеров часто оборудованы микропроцессорной системой, позволяющей осуществлять одновременный контроль и управление температурой и давлением расплава, а также толщиной и шириной экструдата и другими параметрами экструзии. Некоторые системы контроля могут быть объединены в систему общего управления производством. Например, они позволяют, кроме контроля экструдера, осуществлять также контроль систем, подготавливающих материал для загрузки в экструдер, параллельным экструдером при соэкструзии, приводом и температурой зубчатого насоса, системой контроля прочности и обрезания краев экструдата и многими другими параметрами.
3.2 Истинное полное управление процессом экструзии
При анализе литературы становится понятно, что истинно полный контроль экструзионным процессом на практике не достигается. Для того чтобы системы можно было назвать системой истинно полного контроля, она должна осуществлять контроль следующим образом: контролируемый процесс должен рассматриваться как система из многих переменных, взаимосвязь которых полностью известна и учитывается в системе контроля. Однако большинство микропроцессорных систем контроля, управляющих параметрами расплава полимера экструдата, более напоминают набор несвязанных обратных связей, каждая из которых регулирует только один параметр. Таким образом, подобное устройство является простым объединением нескольких регуляторов в одном корпусе без изменения их сути. Такие регуляторы могут обеспечить меньшую цену, но не обеспечивают улучшения адекватности контролируемой схемы.
Для построения системы истинно полного управления необходимо провести построение динамической модели процесса. При этом адекватность управления будет напрямую зависеть от точности построенной модели. Однако построение такой модели на практике составляет очень сложную задачу.
3.3 Функциональные возможности системы управления
Экструзионная линия предназначена для производства плёнки глубокой вытяжки. Технологическая схема типовой экструзионной линии показана на рис. 10.
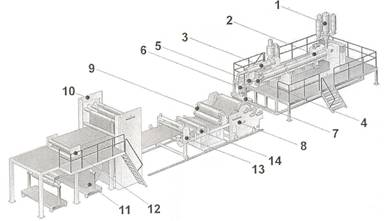
Рис. 10. Линия для производства плёнок глубокой вытяжки.
| 1 | Дозатор | 9 | Рама с валками доохлаждения |
| 2 | Экструдер | 10 | Пленочный накопитель |
| 3 | Соэкструзионный блок | 11 | Намотчик |
| 4 | Ситообменник | 12 | Устройство поперечной резки |
| 5 | Насос для расплава | 13 | Тянущий механизм |
| 6 | Система соэкструзии | 14 | Измерение толщины |
| 7 | Плоскощелевая головка | 15 | Агрегат термостатирования (не показан на рисунке) |
| 8 | Каландр | 16 | Устройство удаления кромок (не показано на рисунке) |
К процессу предъявляются жёсткие требования по надёжности, вытекающие из того обстоятельства, что запущенная линия может быть остановлена только после завершения всей рабочей длины изготавливаемой пленки. Остановка на промежуточной длине недопустима по причине невозможности прерывистого управления расходом пластиката, поступающего из шнека.
Система управления линией должна решать следующие основные задачи:
•оперативный сбор информации о состоянии технологического процесса в виде цифровых и аналоговых сигналов (цифровыми, или дискретными сигналами в данном случае являются сигналы с кнопок и переключателей, индуктивных датчиков, а также сигналы готовности частотных регуляторов; аналоговые входные сигналы для экструзионных линий — это, как правило, сигналы термопар и датчиков давления);
•выдача управляющих воздействий функциональным узлам линии в цифровом и аналоговом виде (цифровые выходы системы служат для вывода дискретных сигналов управления реле, контакторами, частотными регуляторами, сигнальными приборами; через аналоговые выходы осуществляется управление заданиями частотных регуляторов исполнительных двигателей линии а также, мощностью нагревательных элементов);
•отображение на рабочем месте оператора рис. 11 информации, позволяющей ему не только вести слежение за технологическим процессом, но и оперативно вмешиваться в него (при этом система должна обеспечивать иерархию прав доступа к изменению параметров технологического процесса);

Рис. 11. Рабочее место изолировщика
•обеспечение безопасности и надёжности процесса посредством блокировки недопустимых ситуаций и выдачи аварийных сообщений (тревог);
•протоколирование в реальном времени параметров технологического процесса с последующей их обработкой и преобразованием в удобную для восприятия форму.
Кроме того, для всех экструзионных линий существуют общие технологические задачи, решение которых не обходится без систем управления:
•поддержание в заданных технологических пределах температур зон нагрева шнеков и валков;
•обеспечение целостности изготавливаемой пленки;
•поддержание точных геометрических размеров экструдата;
•контроль усилий, действующих на изделия в технологической линии;
•измерение длины изготавливаемой пленки.
Эти задачи во многом взаимосвязаны, поэтому более подробно рассмотрим только отдельные из них.
3.4 Наиболее важные параметры
Наиболее важными параметрами процесса экструзии являются давление и температура. Они наиболее точно показывают, насколько правильно функционирует экструдер. Именно датчики давления и температуры первыми откликаются на изменения в ходе процесса.
3.4.1 Контроль давления
Контроль давления расплава важен по двум основным причинам: контроль и наблюдение за технологическим процессом, а также с точки зрения техники безопасности. Давление в экструзионной головке определяет характеристики экструдата. Именно это давление необходимо для преодоления сопротивления, создаваемого потоку фильерой. Если входное давление непостоянно во времени, то также непостоянными окажутся геометрические размеры экструдата. Таким образом, следя за изменением давления, мы можем точно установить, является ли экструзионный процесс стабильным или нет.
Необходимость контроля давления также диктуется соображениями безопасности на производстве в целях предотвращения несчастных случаев от взрыва при возникновении избыточного давления. При развитии избыточного давления возможны разрыв цилиндра экструдера или головки. Оба явления очень опасны и ни в коем случае не следует допускать их возникновения. На всех экструдерах должны быть установлены устройства защиты от избыточного давления, такие как разрушающийся диск или срезной штифт на хомуте, удерживающем головку. Но даже при наличии подобных устройств экструдер следует оборудовать хотя бы одним датчиком давления, что позволит с большей вероятностью избежать критической ситуации, особенно в случае неисправности устройств защиты от избыточного давления. Давление может подниматься очень быстро, без каких-либо симптомов и вызвать катастрофические последствия.
Удачным решением является использование автоматического выключателя экструдера при достижении критического уровня давления. При измерении давления необходимо знать его средний уровень, но также важно, а в некоторых случаях и необходимо, фиксировать колебания давления во времени, поскольку обычно изменение размеров экструдата четко коррелирует с изменением давления. Обычно перепады давления имеют период менее секунды, поэтому следует использовать достаточно быстродействующие датчики.
3.4.2 Контроль температуры
Контроль температуры проводится в различных частях экструдера: по всей длине цилиндра, в расплаве полимера, а также в экструдате, при выходе из головки. Выбор метода измерения температуры зависит от положения и целей измерения.
Измерение температуры цилиндра экструдера.
Для управления нагревающими и охлаждающими элементами цилиндра экструдера необходимо знать аксиальный профиль температуры в цилиндре. Поскольку наибольший интерес представляет температура расплава, а не стенок цилиндра, температуру следует измерять как можно ближе к внутренней поверхности цилиндра экструдера.
3.4.3 Другие параметры
Давление и темпратура – наиболее важные параметры экструзионного процесса, однако нельзя игнорировать измерения некоторых других параметров:
1. Измерение потребления электроэнергии;
2. Частоты вращения шнека;
3. Толщины экструдата;
4. Качества поверхности экструдата.
4. Система автоматизации на различных участках технологического процесса
4.1 Принцип работы управляющей системы
4.1.1 Общие сведения
Управляющая система представляет собой автоматическую систему управления рабочими процессами на установке для получения пленки глубокой вытяжки. С устройств измерения, управления и регулирования на установке получают данные, используемые для управления технологическими процессами.
Работа, управление и визуализация всех агрегатов осуществляется с поста управления. Визуализация и ввод технологических параметров производится через подменю на дисплеях управляющей системы.
Автоматизированная система работает на основе заданных значений технологических параметров.
Управление и контроль для всех агрегатов возможны с панели управления. Все агрегаты (приводы, обогреватели) можно включать и выключать через сенсорный дисплей. Задаваемые параметры также можно вводить через окошки ввода на дисплее. Ответная сигнализация производится как через сигнальные лампочки, так и через статусную информацию на дисплее. Дисплей показывает все действительные значения параметров (число оборотов, силу тока и т.п.). Происходящие сбои (предупредительные сигналы и сигналы отключения) сопровождаются звуковым сигналом или миганием на дисплее. Список аварийных сигналов на дисплее показывает все актуальные сбои. Эти сбои протоколируются текстуально в закольцованном буфере. Шунтирования защитных блокировок при выполнении операций протоколируется.
4.2 Управляющая система на разных участках технологического цикла
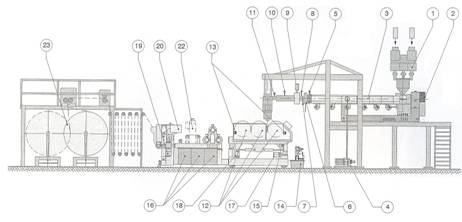
Рис. 12. Узлы управляющей системы на экструзионной линии.
| 1 | Дозатор | 13 | Датчик зазора валков |
| 2 | Привод экструдера | 14 | Гидроагрегат подвода валков |
| 3 | Обогрев экструдера | 15 | Привод регулировки зазора валков |
| 4 | Вакуум-насос | 16 | Агрегат термостатирования валков |
| 5 | Датчик давления расплава на экструдере (MP1) | 17 | Привод перестановки каландра по высоте |
| 6 | Ситообменник | 18 | Привод шасси каландра |
| 7 | Термодатчик для расплава | 19 | Привод тянущего механизма |
| 8 | Датчик давления расплава на входе насоса для расплава (MP2) | 20 |
Пневмоподача Вытяжка |
| 9 | Насос для расплава | 21 | Намотчик/измельчитель обрезаемых кромок (на рис. не показаны) |
| 10 |
Датчик давления расплава на выходе Насос для расплава (MP3) |
22 | Толщиномер |
| 11 | Датчик давления расплава на фильере (MP4) | 23 | Намотчик |
| 12 | Приводы валков |
Далее следует описание технологических участков.
4.2.1 Дозаторный блок
Дозаторный блок включает в себя всасывающий транспортер и многокомпонентный дозатор. Через всасывающий транспортер к многокомпонентному дозатору подаются отдельные компоненты сырья. Автоматическая система управления дозатором должна обеспечивать стабильный состав сырья.
Дозатор регулирует подачу материала в соответствии с числом оборотов на экструдере. В случае неполадок на дозаторном блоке управляющая система должна выдать сообщение об ошибке и включать аварийный сигнал. В случае аварийной остановки дозаторный блок отключается.
4.2.2 Привод экструдера
Привод экструдера приводит во вращение экструдерный шнек через редуктор. Скорость вращения экструдерного шнека должна задаваться через управляющую систему. Скорость вращения экструдера устанавливается контуром регулирования числа оборотов по давлению с учетом данных от насоса для расплава и датчика давления в фильере.
4.2.3 Обогрев экструдера
Обогрев экструдера обеспечивает предварительный прогрев экструдера. Температура устанавливается регулятором раздельно для каждой отдельной зоны. При работе проверяются такие неполадки, как обрыв на датчиках, перемыкание датчиков, срабатывание токовой и тиристорной защиты, а также аварийные отклонения температуры в ту или иную сторону.
4.2.4 Вакуум-насос
Вакуум-насос служит для отсасывания газов, выделяющихся при расплавлении сырьевых материалов в экструдере.
Включение вакуум-насоса производится соответствующим тумблером на панели управления. После подачи команды на включение сначала включается внутренний нагрев в вакуум-насосе. После достижения рабочей температуры насос запускается в работу.
4.2.5 Датчик давления расплава на экструдере
Датчик давления для расплава на экструдере расположен перед ситообменником. При превышении допускаемого предела система должна подавать предупредительный сигнал. Если давление расплава продолжает нарастать, то при превышении пороговой величины экструдер автоматически отключается.
4.2.6 Ситообменник
В системе предусмотрен гидравлический ситообменник. Автоматическая система следит за сигналами с датчиков давления находящихся до и после ситообменника (вернее за разностью показаний с этих датчиков). При достижении определенной величины рассогласования система автоматически выдаёт сигнал на смену фильтра.
4.2.7 Термодатчик для расплава
Температура в расплаве измеряется термодатчиком на выходе ситообменника и отображается как дополнительная информация.
4.2.8 Датчик давления расплава на входе насоса для расплава (MP2)
Датчик давления находится на выходе ситообменника. При превышении допускаемого предела (макс. 80 бар) подается предупредительный сигнал. Если давление в расплаве продолжает нарастать, то при превышении пороговой величины (макс. 100 бар) экструдер и насос для расплава отключаются. Равным образом и при выходе за нижний предел (15 бар) насос для расплава и экструдер по недостатку материала спустя некоторое время отключаются. При нарастании давления выше указанного нижнего предела при пуске насоса для расплава и экструдера система включает контур регулирования давления/оборотов.
4.2.9 Насос для расплава
Посредством насоса для расплава обеспечивается его непрерывная подача и одновременно достигается уменьшение нагрузки на привод экструдера. Скорость привода задается через соответствующие сервисные подменю управляющей системы. Также система должна согласовывать скорости вращения приводов насоса и шнека экструдера, для поддержания оптимального режима работы.
4.2.10 Датчик давления расплава на выходе насоса для расплава (MP3)
Этот датчик давления находится на выходе насоса для расплава. При превышении допускаемого предела подается предупредительный сигнал. Если давление в расплаве продолжает нарастать, то при превышении пороговой величины управляющая система отключает экструдер и насос для расплав.
4.2.11 Датчик давления расплава на фильере (MP4)
Это давление расплава измеряется датчиком давления на фильере. При выхода ниже допускаемого предела подается предупредительный сигнал. Если давление в расплаве продолжает падать, то при опускании его ниже пороговой величины и активированной блокировке валков происходит отвод каландрирующих валков.
4.2.12 Приводы валков
Система задает скорость вращения валков в зависимости от режима работы. Также производится синхронизация работы валков и экструдера, для обеспечения нужного качества выпускаемой продукции.
4.2.13 Датчик зазора валков
Посредством датчика перемещений (через расстояние между осями валков) определяется величина зазора между валками 1 и 2 либо же валками 2 и 3. Непосредственно зазор валков не замеряется.
Система постоянно отслеживает температуру термостатирования, зазор в опорах валков, прогиб осей валков и в зависимости от этого выдаёт сигнал на приводы регулировки зазора валков.
Индикация зазора валков производится на дисплее управляющей системы.
4.2.14 Гидроагрегат подвода валков
Система обеспечивает необходимый уровень давления в гидроагрегате для замыкания зазора валков.
4.2.15 Приводы регулировки зазора валков
Посредством этих приводов переставляются электростопоры для зазора валков. Система отслеживает сигналы поступающие с датчика зазора валков и посредством приводов регулировки обеспечивает прддержание постоянной величины зазора.
4.2.16 Агрегаты термостатирования валков
Автоматическая система должна обеспечивать работу агрегатов термостатирования таким образом, чтобы они поддерживали заданные температуры для того или иного валка каландра. Мощность насосов агрегатов термостатирования регулируется индивидуально.
4.2.17 Привод перестановки каландра по высоте
Перестановка по высоте нужна, чтобы поднять каландр и выставить его в наиболее выгодную для экструзии позицию. Регулировка высоты должна осуществляться через соответствующее меню управляющей системы.
4.2.18 Привод шасси каландра
В случае падения давления на фильере, система должна включать привод шасси и отодвигать каландр из-под фильеры, для предотвращения его порчи.
4.2.19 Привод тянущего механизма
Управляющая система синхронизирует скорость привода тянущего механизма со скоростью работы всей системы, тем самым обеспечивая нужный уровень натяжения плёнки.
4.2.20 Пневмопривод тянущего механизма
Отведение/подведение прижимного валка на тянущем механизме осуществляется пневматически. Система следит и регулирует нужный уровень прижатия валков. Необходимость в этом обуславливается тем, что процесс не допускает проскальзывания плёнки между валками
4.2.21 Намотчик/измельчитель обрезаемых кромок
В измельчителе обрезаемых кромок они наматываются либо измельчаются и непосредственно возвращаются к дозаторному блоку. Скорость работы измельчителя кромок связана с рабочим параметром тянущего механизма. Включение измельчителя производится на самом устройстве либо с помощью управляющей системы.
4.2.22 Толщиномер
Измерение толщины проводится для оптимирования профиля пленки. От тянущего механизма поступает синхронизирующий сигнал на управление скоростью считывания.
4.2.23 Намотчик
С помощью намотчика выделанная пленка наматывается на картонные сердечники. Скорость работы намотчика задается синхронизирующим сигналом от тянущего механизма. Управление намотчиком находится непосредственно на нем.
4.3 Выбор аппаратных средств
Существующая система управляется промышленными контролерами фирмы Siemens. При помощи данных контроллеров осуществляется достаточно полное и точное управление всеми процессами. В данной главе будет предложена альтернатива существующей системе, разработанная самим автором курсового проекта.
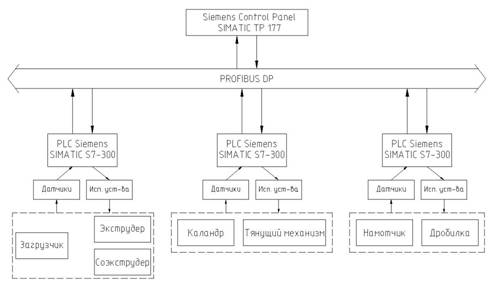
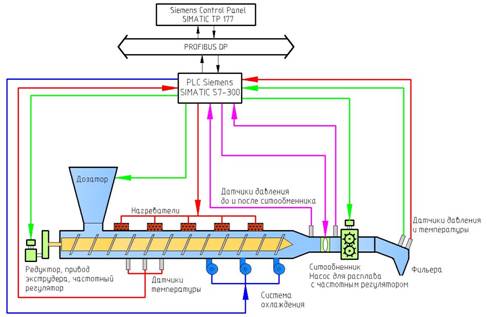
Рис. 13. Существующая система управления.
Автоматизация на базе ПК
В чем причина успеха автоматизации на основе PC? Успех основан на быстром прогрессе самих PC, в быстром росте их производительности, памяти и относительно невысокой цене компонентов. С другой стороны успех основан на большом опыте накопленном в использовании PС - как различной периферии, так и программного обеспечения.

Рис. 14. Развитие систем автоматического управления.
Преимущества PC-based Автоматизации:
· Интеграция на одной платформе функций управления и визуализации;
· Непрерывные инновации в PC технологию;
· Интеграция различных коммуникаций с разных коммуникационных портов;
· Простая интеграция программного обеспечения, такого как MS Office и специального написанного на C++, VB, Delphi.
Преимущества PC-based Автоматизации от Advantech
Advantech предлагает целый спектр продуктов на основе PC технологии и концепции интегрированной автоматизации. Сюда входят промышленные PC, мониторы, принтеры, сетевые платы и программное обеспечение для управления процессом на PC.
Промышленные компьютеры и Мониторы/
Промышленные компьютеры Advantech предназначены для эксплуатации в промышленных условиях и могут круглосуточно работать в агрессивных средах, под действием влажности, пыли и вибрации. Промышленные компьютеры Advantech имеют три базовых варианта исполнения:
Компьютеры боксового исполнения.
Компьютеры 19" стоечного исполнения.
Компьютеры панельного исполнения.
Промышленные компьютеры Advantech имеют следующие особенности:
· Материнская плата собственной разработки и изготовления.
· Современная архитектура, базирующаяся на использовании микропроцессоров Intel.
· Промышленное исполнение, соответствующее современным PC стандартам.
Благодаря перечисленным особенностям промышленные компьютеры Advantech способны:
· Работать в условиях воздействия вибрации и тряски, а также в тяжелых температурных режимах.
· Непрерывно выполнять возложенные на них функции в течение 24 часов в сутки.
· Работать под управлением операционных систем Windows 3.11/95/98/NT/2000, MS-DOS, SCO UNIX, OS/2, REAL/32 и RMOS.
· Обеспечивать защиту от несанкционированного доступа.
Промышленные мониторы имеют целый ряд преимуществ по сравнению с офисными мониторами. К этим преимуществам можно отнести:
· Длительный срок службы.
· Хорошая стойкость к вибрационным и ударным нагрузкам.
· Хорошие показатели электромагнитной совместимости, отсутствие рентгеновского излучения.
· Низкая потребляемая мощность.
В качестве основы аппаратной части системы управления экструзионной линией выбраны промышленный компьютер и платы ввода-вывода фирмы Advantech, а так же частотные регуляторы фирмы Siemens.
Структурная схема системы управления приведена на рисунке 15.
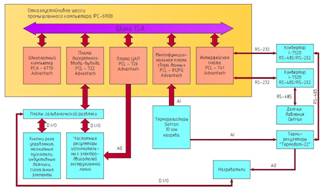
Рис. 15. Структурная схема системы управления.
4.3.1 Подсистема регулирования температуры
Ввиду того что данная работа носит обучающий характер, я постарался реализовать в системе два варианта регулирования температуры зон нагрева экструдера.
В первом варианте предполагается использование терморегуляторов типа «Термодат-22» фирмы «Системы контроля». В данных приборах реализован пропорционально–интегрально-дифференциальный (ПИД) алгоритм регулирования температур. Коэффициенты ПИД-регулирования задаются на панели прибора. Терморегуляторы имеют последовательный интерфейс RS-485 с протоколом обмена ASCII, что позволило включить их в обмен с центральным компьютером, задавать уставки и выводить значения на экран монитора.
Во втором варианте подсистема регулирования температур построена с применением многофункциональной платы PCL-812PG фирмы Advantech. В этом варианте будет тоже осуществляться ПИД алгоритм регулирования температуры.
4.3.2 Подсистема регулирования давления в фильере
Для управления давлением в фильере, точность задания которого влияет на многие параметры получаемой пленки, была синтезирована замкнутая подсистема датчик давления – исполнительные электродвигатели шнеков. В основе которой так же предполагается использовать алгоритм ПИД-регулирования. Предполагается что компьютерная программа по ряду измеренных значений давления будет вычислять пропорциональную, интегральную и дифференциальную ошибки. Управляющий аналоговый сигнал на частотные регуляторы шнеков будет вычисляться пропорционально суммарной ошибке ПИД-регулирования.
4.3.. Основные характеристики узлов входящих в систему управления
Отказоустойчивое шасси Advantech IPC-6908
IPC-6908 - отказоустойчивое шасси для применения в промышленных условиях эксплуатации. IPC-6908 допускает установку до 8 полноразмерных карт и 260 ваттного источника питания. Отсек для установки дисководов может поддерживать два устройства половинной высоты и одно 3.5" устройство, доступных с передней панели и одно внутреннее 3.5" HDD устройство.

Рис. 16. Шасси Advantech IPC-6908.
Одноплатный компьютер PCA-6770
Серия PCA-6770 - это процессорные платы на основе Intel Celeron с Intel 440BX PCI чипсетом.
CPU содержит кеш второго уровня объемом 128 Кб, исключающий необходимость во внешнем SRAM чипе. Плата имеет PCI EIDE интерфейс (для двух устройств) и FDD интерфейс (для двух устройств). Также среди особенностей платы два RS-232 последовательных порта (16C550 UART с 16-byte FIFO или подобный), один улучшенный параллельный порт (с поддержкой SPP/EPP/ECP) и два USB порта. PCI IDE контроллер поддерживает Ultra DMA/33 и PIO 4 режимы. Это позволяет передавать данные на скорости более 33 Мб/сек. BIOS поддерживает загрузку с IDE CD-ROM и LS-120.
Резервный CMOS хранится во Flash памяти, которая защищает данные даже после сбоя в работе батареи питания. Также плата имеет 62-уровневый сторожевой таймер, который генерирует сброс CPU или прерывание в случае, когда программа не может работать в обычном режиме. Это обеспечивает стабильную работу системы в автоматизированных условиях.
Серия PCA-6770 имеет несколько особенностей, таких как VGA (AGP) контроллер, 10/100Base-T сетевой контроллер, два SODIMM разъема для установки максимум 256 Мб RAM. Также серия PCA-6770 поддерживает твердотельный диск (SSD), используя CompactFlash, что является идеальным решением для применения в условиях промышленной эксплуатации.
Рис. 17. Одноплатный компьютер PCA-6770.
Многофункциональная плата сбора данных PCL-812PG.
Универсальная плата сбора данных
·АЦП 12 бит, 30 кГц
·16 потенциальных входов
·Режимы опроса: программный, по прерываниям и DMA
·Программируемое усиление
·Два канала ЦАП, 12 бит
·16 цифровых входов-выходов
Плата дискретного ввода/вывода PLC-722.
Плата дискретного ввода-вывода: 144 канала дискретного ввода-вывода; 6 разъёмов, cовместимых с Opto-22
Плата ЦАП PCL-726.
Плата 6-канального ЦАП
·6 каналов, 12 разрядов
·Выходные сигналы: ±5, ±10, 0...5, 0...10 В
·Токовая петля 4-20 мА
·16 линий цифрового ввода-вывода
Интерфейсная плата PCL-741.
Плата интерфейсов RS-232/токовая петля с гальванической изоляцией: Два независимо конфигурируемых порта RS-232/токовая петля; Скорость передаци до 115,2 кбит/с; Напряжение изоляции: 2500 В пост. тока
Конвертор I-7520.
I-7520 - конвертер RS-232 в RS-485 с автоматическим контролем за направлением передачи данных для RS-485, гальваническая изоляция 3кВ по RS-232
4.3.4 Датчики давления
Сравним существующие типы датчиков давления. Результаты сравнения занесём в таблицу:
| Тип манометра | Выносливость | Чувствительность к температуре | Время отклика | Погрешно-сть, % |
| Пневматический | Хорошая | Высокая | Большое | Около 1,5 |
| Капиллярный с тензодатчиком | Отличная | Очень слабая | Удовл. | 0,5-3 |
| Стержневой с тензодатчиком | Отличная | Высокая | Удовл. | Около 3 |
| Пьезоэлектрический | Хорошая | Высокая | Малое | 0,5-1,2 |
|
Пьезорезистивный |
Хорошая |
Низкая |
Малое |
0,2-0,5 |
| Оптический | Хорошая | Низкая | Малое | Около 0,5 |
Проанализировав преимущества и недостатки представленных датчиков можно сделать вывод, что наиболее оптимальным вариантом, подходящим для нашей системы, является пьезорезистивный тип датчиков.
Пьезорезистивные датчики обладают широким набором преимуществ по сравнению с манометрами других типов. Относительно большая толщина диафрагмы делает такой датчик весьма надёжным. Кроме того, он обладает в 1000 раз большим быстродействием, чем тензодатчики. Отсутствие жидкостных наполнителей позволяет исключить возможность загрязнения расплава полимера при использовании пьезорезистивных датчиков.
Пьезорезистивный датчик давления Gefran
Серия “IMPACT” - преобразователи давления без передающей жидкости для использования в высокотемпературной среде (350°C).
Среднее давление передается напрямую на чувствительный силиконовый элемент через толстую диафрагму. Передача происходит по силиконовой микроструктуре (MEMS). Рабочий принцип - пьезорезистивный. Основная характеристка серии “IMPACT” - отсутствие передающего флюида. Чувствительный элемент, установленный сразу за контактной мембраной, выполнен из силикона с помощью микропроцессорных технологий. Микроструктура включает в себя измерительную мембрану и пьезорезисторы.
• Диапазоны давлений до 3000 bar для динамического применения
• Точность 0,5%
• Дистанционная электроника
• Возможне выходы: 0-10 V (N) или CAN Open (D)
Терморегулятор «Термодат-22»
Многоканальный регулятор температуры “Термодат-22” предназначен для управления температурой до десяти объектов независимо на каждом канале. Прибор может быть оборудован архивной энергонезависимой памятью и интерфейсом для связи с компьютером.
Входы: Приборы имеют один из следующих типов входов для работы с термопарами ХА,ХК,ПП,ПР,МК,ЖК,ВР для работы с термосопротивлениями Pt, Cu, Ni (трехпроводная схема подключения) для измерения постоянного напряжения 0…80 мВ и тока (с внешним шунтом) 0…5 мА или 4…20 мА. Количество входов 10 для термосопротивлений, 10 или 12 для термопар.
Выходы: для управления нагревателями – релейный (выход типа R, реле - 8А, 220 В) или для управления симисторами (тип S). При ПИД регулировании выход S обеспечивает плавное управление мощностью по методу равномерного распределения рабочих сетевых периодов. Если ПИД регулирование реализовано на реле, период срабатывания реле (период ШИМ) задается пользователем в диапазоне от 2 до 600 сек. Дополнительные реле предназначаются для включения охлаждения (вентиляторов) или для аварийной сигнализации.
Количество выходов: для управления нагревателями используется 10 реле, 6…10 реле для включения вентиляторов, 10 выходов для управления симисторами, 8 аналоговых выходов.
Рис. 18. Терморегулятор «Термодат-22»
4.3.5 Датчики температуры
Измерения температуры в экструзионной промышленности производится как при помощи терморезисторов, так и с использованием термопар и радиационных пирометров.
Произведём сравнение различных датчиков температуры:
| Термопара |
Терморезистор |
Термистор | |
| Воспроизводимость |
1-8оС |
0,03-0,05оС |
0,1-1оС |
| Стабильность |
1-2оС за год |
<0,1% за 5 лет |
0,1-3оС за год |
| Чувствительность |
0,01-0,05 мВ/оС |
0,2-10 Ом/оС |
100-1000 Ом/оС |
| Взаимозаменяемость | Хорошая | Отличная | Плохая |
| Рабочий диапазон |
-250…2300оС |
-250…1000 оС |
-100…280оС |
| Линейность | Отличная | Отличная | Низкая |
| Время отклика | Высокое | Хорошее | Высокое |
| Особые свойства | Очень экономична, широкий диапазон измерений | Высокая очность и стабильность | Высокая чувствительность |
Терморезистор Gefgan TR5N.
Предназначен для измерения температуры на экструдерах.
• Температурные пределы: -40 ... + 350° C
5. Контроль температурного режима
5.1 Теоретические сведения
Контроль температуры цилиндра и формующего инструмента (фильеры) экструдера необходим для обеспечения постоянства вязкости полимера. Отклонения вязкости материала могут привести к ухудшению его свойств, возникновению недопустимых нагрузок на шнеке и приводе экструдера.
Для обеспечения стабильности размеров формируемой пленки и ее механических свойств температура расплава полимера на выходе зоны дозирования и давление расплава в формующей головке должны поддерживаться в узких пределах.
Температура формующего инструмента обычно влияет только на качество поверхности пленки, так как материал находится в формующей головке в течение относительно короткого промежутка времени.
Теоретически регулирование температуры расплава полимера и
его давления может выполняться путем изменения параметров в двух последних
зонах нагрева цилиндра экструдера. Но значительные искажения температурного
поля по длине цилиндра экструдера могут привести к негативным последствиям,
таким как нарушение однородности материала и ухудшение качества поверхности.
Отмечается, что заметное изменение производительности экструдера наблюдается
только в том случае, когда изменение мощности на нагрев происходит в зоне
загрузки. При изменениях мощности на нагрев в зонах, находящихся вблизи от
конца шнека, производительность изменяется в пределах точности измерений, т.е.
регулирование температуры расплава полимера в зонах вблизи от конца шнека не
оказывает никакого влияния на производительность экструдера. Кроме того,
отмечается, что в стационарном режиме работы экструдера наблюдается линейная
зависимость изменения температуры расплава полимера ![]() от изменения мощности на нагрев
от изменения мощности на нагрев ![]() , подводимой к i - зоне цилиндра экструдера. Влияние
подводимой мощности на нагрев тем сильнее, чем ближе к концу шнека находится
рассматриваемая зона цилиндра экструдера.
, подводимой к i - зоне цилиндра экструдера. Влияние
подводимой мощности на нагрев тем сильнее, чем ближе к концу шнека находится
рассматриваемая зона цилиндра экструдера.
Регулирование температуры расплава полимера на экструдерных прессах осуществляется путем стабилизации температуры по зонам нагрева экструдера с управлением температурой последней зоны цилиндра экструдера.
Для построения системы автоматического регулирования температурой расплава полимера на выходе зоны дозирования экструдера необходимо тем или иным образом найти адекватную динамическую модель объекта управления. В подавляющем большинстве случаев используется метод экспериментального получения переходных характеристик объекта управления с их последующей идентификацией. В частности, объект регулирования, выходом которого является температура расплава полимера, а входом - мощность нагревательных элементов, описывается как апериодическое звено первого порядка, параметры которого - коэффициент передачи и постоянная времени - определены по экспериментально снятой переходной характеристике.
Объект управления рассматривается и описывается как объект управления с сосредоточенными параметрами. Существующая зависимость регулируемой величины - температуры расплава полимера от пространственных координат (в первую очередь, от продольной координаты шнека) игнорируется.
Динамическое поведение экструдера в значительной степени определяется системой контроля его температурного режима. Поэтому важно понимать основные характеристики различных систем температурного контроля. Большинство таких систем обладают обратной связью, то есть измеренные величины поступают в блок управления, которые на их основе выдаёт сигналы исполнительным устройствам.
Существуют два принципиально разных метода управления исполнительными устройствами: импульсный метод и метод плавной подстройки.
Импульсный метод управления
Рабочий цикл в импульсном методе выглядит следующим образом. Если температура экструдера ниже заданного уровня, нагреватели работают в полную мощность, а как только температура превысит порог, нагреватели выключаются полностью.
Однако при таком типе управления возникает серьезная проблема в виде термического запаздывания, которое представляет собой разницу во времени между моментом посылки нагревателю сигнала на включение и моментом достижения термометра тепловым потоком (аналогичная ситуация возникает при выключении нагревателей).
В результате такого способа регулирования температура будет колебаться около нужного значения, причём амплитуда и частота колебаний определяется временем запаздывания конкретного аппарата. Кроме того, возникает проблема, связанная с электрическими шумами и неравномерностью температуры в экструдате, что может вызвать высокочастотные переключения в схеме, когда температура близка к установленной.
Пропорциональное управление
Недостатки обратной связи описанного выше типа проистекают из её ступенчатости, то есть из-за того что возможны два режима работы нагревателя: полностью включен или полностью выключен. При этом в большинстве случаев для поддержания заданной температуры нагреватели должны работать не в полную мощность. Таким образом, использование импульсного управления с неизбежностью приведёт к возникновению пульсаций температуры. Следовательно, необходима схема, позволяющая автоматически плавно подстраивать мощность подаваемую на нагреватель, тогда станет возможным исключить пульсации.
Только пропорциональное управление
Итак, устройство пропорционального управления позволяет осуществлять плавную подстройку подаваемой на нагреватель мощности (от 0 до 100%). Диапазон температур, при котором мощность меняется от 0 до 100%, называют областью пропорциональности и выражают в процентах от рабочего диапазона прибора. Обычно нужное значение температуры лежит в середине области пропорциональности, хотя иногда и на верхней его границе. Например, если устройство имеет рабочий диапазон 500 оС, то 5%-ная область пропорциональности будет представлять собой зазор в 25 оС. На рис. 20 показана передаточная функция регулятора с пропорциональной обратной связью.
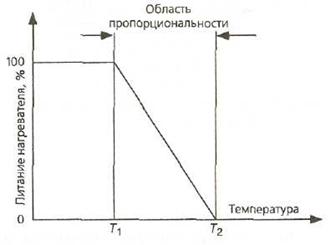
Рис. 19. Передаточная функция пропорционального управления.
Данный тип регулятора называют регулятором с обратной связью, поскольку выдаваемый им управляющий сигнал понижается с повышением температуры. При этом если температура превышает верхнее граничное значение Т2 то нагреватели полностью отключаются. В обратном случае нагреватели включаются на полную мощность. Ширина области пропорциональности может быть настроена в соответствии с требуемым режимом работы экструдера. При этом уменьшение ее ширины приводит к более крутому виду кривой зависимости мощности нагревателей от температуры. В обратном случае (при обращении ширины в нуль) пропорциональный регулятор начинает работать как простой импульсный регулятор, при этом все преимущества пропорциональности теряются.
Блок-схема пропорционального регулятора представлена на рис. 20.
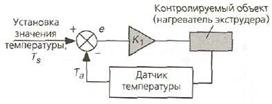
Рис. 20. П-регулятор.
Выходной сигнал (поступающий на нагреватель) описывается уравнением
![]()
Когда нужная величина температуры задана в середине области пропорциональности, мощность, подаваемая на нагреватели при нулевой величине сигнала е, равна 50%.
В реальных условиях редко встречается такая ситуация, когда для поддержания заданной температуры необходимо включать нагреватель ровно на половину мощности. Поэтому температура начнет понижаться или повышаться, подстраивая уровень мощности, подаваемый на нагреватель, до тех пор, пока не установится равновесие, при котором сохраняется некоторое расхождение между установленной и реальной температурой, называемое рабочим отклонением. Величину рабочего отклонения можно уменьшить путем сужения области пропорциональности, однако при чрезмерном сужении области пропорциональности может возникнуть неустойчивость. На рис. 20 показан график выхода экструдера на температурный режим при использовании пропорционального регулятора температуры. Для иллюстрации механизма возникновения рабочего отклонения на рис. 22 приведены одновременно графики передаточной функции регулятора и тепловых потерь.
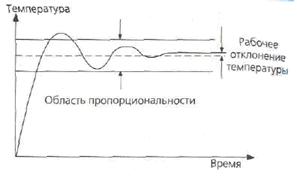
Рис. 21 Выход экструдера с пропорциональным регулятором температуры на рабочий режим
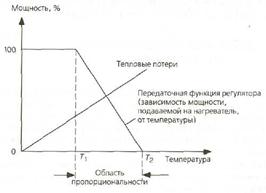
Рис. 22 Сопоставление графиков передаточной ф-ии регулятора и характеристической кривой
Кривая, приведенная на рис. 22, строго говоря, не является кривой тепловых потерь. На самом деле график показывает, какую мощность надо подвести к нагревателю для поддержания определенной температуры. Для большинства агрегатов эта зависимость линейна, а угол наклона зависит от тепловых потерь в конкретном аппарате. Использование теплоизоляции может сильно повлиять на наклон графика тепловых потерь (вследствие уменьшения собственно величины этих потерь) и вместе с тем обеспечить существенную экономию электроэнергии.
На рис. 22 показаны графики передаточной функции регулятора и тепловых потерь. Кривые пересекаются в точке, где мощность, подводимая к нагревателю, равна мощности, затрачиваемой на тепловые потери. Если эта точка лежит ниже середины области пропорциональности, то имеет место отрицательное рабочее смещение, а в противоположном случае - положительное. Из рис. 22 понятно, как добиться отсутствия рабочего смешения без уменьшения ширины области пропорциональности. Для этого необходимо сдвинуть всю область пропорциональности по шкале температур таким образом, чтобы пересечение графиков произошло в точке, соответствующей заданной температуре. На рис. 23 показано, как сдвиг области пропорциональности влияет на положение точки пересечения кривых.
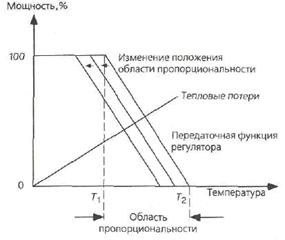
Рис. 23. Влияние сдвига области пропорциональности.
Пропорциональный и интегральный контроль
Автоматическая подстройка положения области пропорциональности осуществляется путем интегрирования величины рабочего отклонения по времени и прибавлении результата интегрирования к сигналу, подаваемому на нагреватель. Блок-схема устройства, работающего по такому принципу, представлена на рис. 24. Для такого устройства справедливо соотношение
![]()
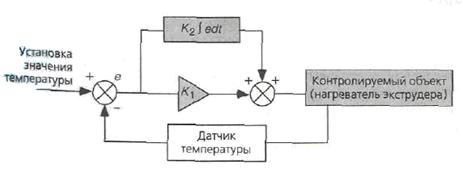
Рис 24. ПИ-регулятор
Интегратор постоянно сдвигает в нужную сторону положение области пропорциональности до тех пор, пока величина рабочего отклонения не станет равной нулю. Тогда выходной сигнал интегратора перестанет изменяться и останется на необходимом уровне, позволяющем поддерживать нужную температуру. При изменении температурного режима процесса снова возникает рабочее отклонение, то есть сигнал на выходе интегратора снова начнет изменяться, подстраивая положение области пропорциональности. Следует отметить, что для предотвращения возможных колебаний, изменение сигнала на выходе интегратора должно происходить весьма медленно. Коэффициенты К1 и К2 следует подбирать таким образом, чтобы экструдер быстро входил в область пропорциональности, после чего осуществлялась бы медленная подстройка положения этой области.
Пропорциональный регулятор с интегратором и дифференциатором.
Одним из основных недостатков РI-регуляторов является большое время отклика. Это можно исправить добавлением к регулятору еще одного контура коррекции, который реагирует на скорость изменения температуры. На рис. 25 представлена блок-схема такого регулятора, к которому кроме интегрирующего контура добавлен еще и дифференцирующий. Такой регулятор называют PID-регулятором (proportional + integral + derivative).
Дополнительный контур управления выдает сигнал, пропорциональный производной температуры экструдера по времени, то есть скорости изменения температуры экструдера. Выходной сигнал PID-регулятора описывается следующим уравнением:
![]()
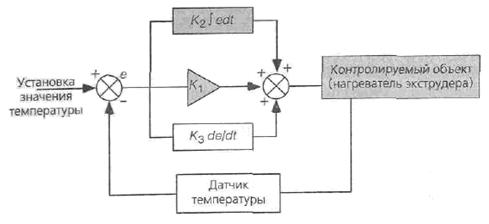
Рис. 25 PID-регулятор.
Дифференциальный контроль подключается в неравновесные моменты и при возникновении резких изменений температуры. Его отклик практически мгновенен, поскольку не требуется ждать, пока накопится ошибка, а величина отклика пропорциональна скорости изменения температуры. Таким образом, при возникновении резкого перегрева возникнет сигнал, способный быстро отключить нагреватели.
Дифференциальная схема контроля позволяет предотвратить как чрезмерный перегрев, так и охлаждение, при этом схема осуществляет корректирующие действия, предупреждая развитие событий. В результате уменьшается задержка времени выдачи управляющего сигнала при изменении параметров процесса. Очевидно, что особую важность PID-регуляторы представляют для аппаратов с большой тепловой инерцией, то есть для относительно больших экструдеров. Установка PID- регулятора на маленьком экструдере может и не увеличить точность его работы, поскольку он сам по себе обладает малым временем задержки.
Недостатком РID-регулятора является дестабилизация, которую он оказывает на весь цикл обратной связи, поэтому следует тщательно рассчитывать необходимую глубину дифференцирующей обратной связи для сохранения достаточной стабильности всей системы. Однако, несмотря на недостатки, такая конструкция позволяет уменьшить время отклика регулятора в 2-4 раза.
5.2 Тепловые характеристики системы
Тепловые характеристики системы описывают изменение температуры в системе в зависимости от изменения мощности, подаваемой на нагреватель. Один из наиболее простых способов определения тепловых характеристик заключается в изменении температурного отклика при ступенчатом изменении мощности нагревателя (рис. 26).
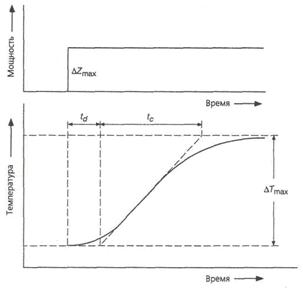
Рис. 26. Температурный отклик системы на ступенчатое изменение мощности.
Из
кривой отклика системы можно определить несколько важных параметров,
позволяющих понять тепловое поведение системы. Первый параметр – мертвое время
(td) – это время сразу после изменения
мощности нагревателя, в течение которого создается наиболее сильный градиент
температур. Второй параметр – константа Кs показывающая максимальное изменение температуры, при
максимальном изменении мощности нагревателя (![]() ). Третий параметр – постоянная времени экструдера tс, описывающая отношение максимального изменения
температуры к максимальной величине градиента температуры.
). Третий параметр – постоянная времени экструдера tс, описывающая отношение максимального изменения
температуры к максимальной величине градиента температуры.
Мертвое время экструдера обычно лежит в интервале 1-5 мин, и является одной из наибольших проблем при регулировании температуры экструдера, поскольку это означает, что пройдет не менее 1 мин, прежде чем изменение мощности нагревателей приведёт к изменению температуры. Задержка по времени зависит как от глубины погружения термодатчика в стенку цилиндра, так и от конструкции нагревателей и теплопроводности цилиндра. Типичное значение постоянной времени экструдера лежит в интервале от 30 до 120 мин. Эта величина зависит от теплоёмкости и массы рабочего цилиндра экструдера.
Хотя описанные выше параметры и не описывают полностью все характеристики системы, они всё же позволяют приблизительно предсказать трудности, связанные с управлением температурным режимом данного аппарата:
td / tc ≤ 0,1 – контроль легко осуществим;
0,1 < td / tc < 0,3 – контроль возможен;
td / tc ≥ 0,3 – аппарат трудно контролировать.
5.3 Настройка параметров регулятора
5.3.1 Характеристики работы терморегулятора
Для правильного выбора конструкции регулятора температуры и правильной его настройки необходимо руководствоваться определенными критериями, описывающими параметры функционирования нужного прибора. Критерии отклика включают перегрев, скорости отрицательного и положительного откликов, задержку отклика, частоту колебаний, функцию накопления ошибок вследствие разницы в фале и усилении и т.д. Интеграл квадратичной ошибки, интеграл абсолютной ошибки, двойной интеграл времени и абсолютной ошибки наиболее часто используются как величины, описывающие отклонения в работе регулятора. Некоторые из этих критериев проиллюстрированы на рис. 27, на котором представлен отклик регулирующей системы на изменение заданной температуры.
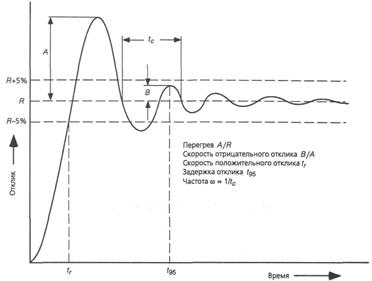
Рис. 27. Критерии отклика.
5.3.2 Влияние PID-параметров на режим работы регулятора
Настройка PID-регулятора в идеале должна привести к таким значениям параметров P, I и D регулятора, которые обеспечат наиболее подходящий режим функционирования регулятора. При этом коэффициент P зависит от коэффициента усиления Kp или размеров области пропорциональности Xp. Влияние пропорциональности на режим работы регулятора проиллюстрировано на рис. 28. Узкая область пропорциональности может стать причиной осцилляций, а слишком широкая – большой величины рабочего отклонения.
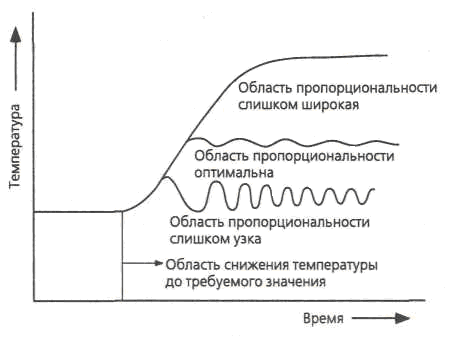
Рис. 28. Влияние ширины области пропорциональности на режим работы.
Коэффициент I описывает функцию сдвига области пропорциональности и характеризуется константой интегрирования ti или скоростью сдвига. Влияние этого параметра на работу регулятора проиллюстрировано на рис. 29.
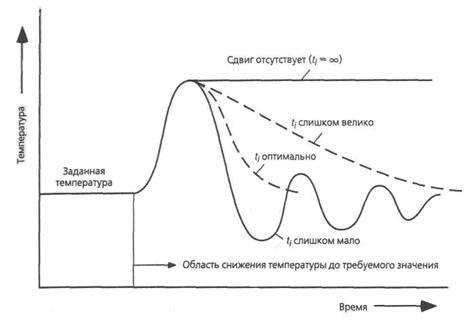
Рис. 29. Влияние константы интегрирования.
Если константа интегрирования слишком велика, температура после перегрева будет очень медленно возвращаться к заданному значению. В противоположном случае, когда константа интегрирования слишком мала, могут возникнуть колебания. Оптимальной считается такая величина, при которой система как можно быстрее возвращается к заданной температуре без возникновения перегрева.
Вклад дифференцирующей обратной связи характеризуется константой времени дифференцирования td. Влияние величины этой константы на функционирование системы показано на рис. 30. При избыточной величине этой константы температура начнет меняться очень быстро, что приведёт к перегреву и колебаниям. Если константа слишком мала, температура будет возвращаться к заданной величине очень медленно. Оптимальная константа обеспечивает возврат к заданному значению с минимальным размахом колебаний.
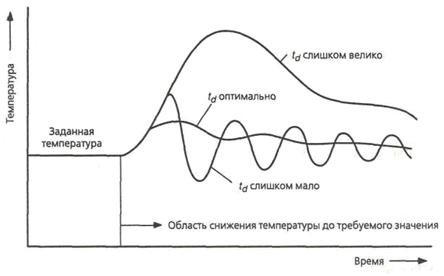
Рис. 30. Влияние величины константы времени дифференцирования на функционирование регулятора.
5.4 Тепловые характеристики экструдера Reifenhauser 3201
В документации на систему не было обнаружено никаких сведений о процессах происходящих в экструдере. Поэтому было принято решение о составлении модели объекта управления путём его идентификации.
Производственная линия работает в непрерывном режиме и изменение каких-либо параметров может привести к её аварийному останову. Единственное что удалось снять, это характер изменения температуры в соэкструдере Reifenhauser 3201 в момент его пуска. Была получена следующая переходная характеристика:
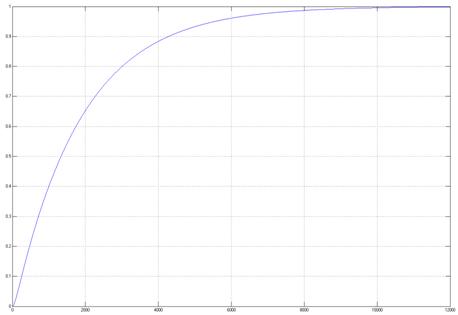
Рис. 31. Переходная характеристика температуры в выходной зоне экструдера Reifenhauser 3201
одноразовая посуда экструзионный способ
Произведем графическую идентификацию нашего объекта. Представим его как последовательное соединение 2 звеньев, апериодического и звена чистого запаздывания. Передаточная функция экструдера будет иметь следующий вид:
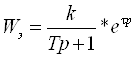
По полученному графику переходного процесса определим значения коэффициентов k, T, τ.
k = 1
T = 1833 с.
τ = 62 c.
Принимая во внимание тот факт, что переходную характеристику экструдера удалось снять всего один раз, чего явно не достаточно для точной идентификации объекта, для последующего исследования и настройки параметров регулятора зададимся следующими параметрами:
k = 1
T = 1800 с.
τ = 60 c.
Составим структурную схему и промоделируем переходный процесс используя компьютерный пакет MatLab Simulink.
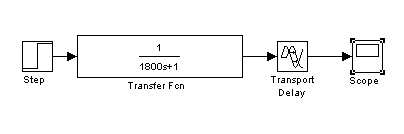
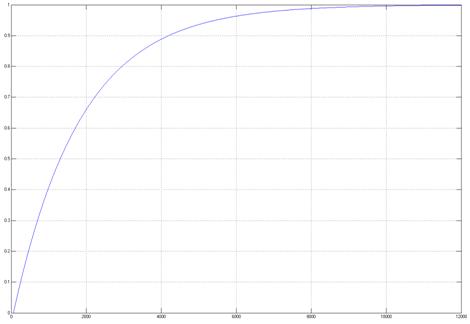
Рис. 32. Переходная характеристика модели объекта управления - температурой расплава полимера в выходной зоне экструдера Reifenhauser 3201.
На основе полученной структуры объекта управления синтезируем САР температурой расплава полимера в зоне дозирования одночервячного экструдера. Температура расплава полимера контролируется на выходе зоны дозирования экструдера. Управление температурой в зоне дозирования будем осуществлять с использованием PID-регулятора. Произведем настойку параметров регулятора двумя методами.
5.4.1 Метод Циглера-Николса
Метод неустойчивости, называемый методом Циглера-Николса, основанном на экспериментальном подборе работы регулятора с помощью данных динамического отклика системы. Данные динамического отклика получаем при отключенных цепях интегрирующей и дифференцирующей обратной связи, осуществляя ступенчатое изменение коэффициента K. Коэффициент усиления постепенно повышаем, добиваясь перевода системы в неустойчивое состояние. Соответствующее этому состоянию значение коэффициента усиления, а также частота колебаний позволяют определить время отклика незамкнутой системы. По этим данным используя специальные таблицы определяем оптимальные значения параметров работы регулятора.
| Регулятор | K |
Ti |
Td |
| P |
0.5*Ku |
- | - |
| PI |
0.45*Ku |
0.833*tu |
- |
| PID |
0.2*Ku |
0.33*tu |
0.5*tu |
Повышаем коэффициент усиления и переводим систему в неустойчивое состояние.
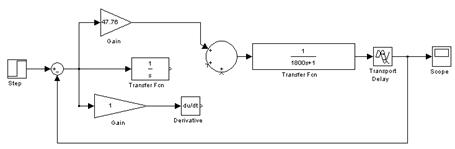
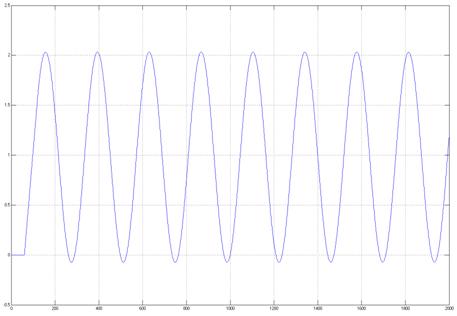
Рис. 33. К=47,76. Дальнейшее увеличение К приведёт к переводу системы в неустойчивое состояние.
Ku = 47,76
tu = 238
По таблице найдем коэффициенты PID:
K = 9,55
Ti = 79
Td = 119
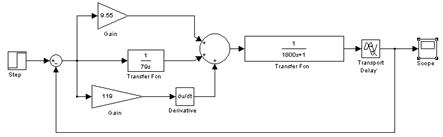
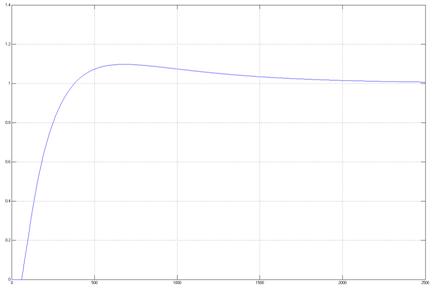
Рис. 34. Переходный процесс по управлению САР температуры расплава полимера с регулятором настроенным по методу Циглера-Николса
Из рис. 32 видно что время переходного процесса составляет порядка 1260 сек. Перерегулирование равно 10%, что является приемлемым результатом.
В методе Циглера-Николса сделано допущение, что уровень внешних помех на систему всегда постоянен. Следовательно этот метод не всегда может давать удовлетворительный результат, то есть в итоге все равно придется подстраивать параметры регулятора вручную.
Этот метод никак не учитывает требования к запасу устойчивости системы, что является вторым его недостатком. Судя по медленному затуханию переходного процесса в системе, этот метод даёт слишком малый запас устойчивости.
5.4.2 Регуляторы температуры с фиксированными характеристиками
Использование регулятора температуры с типовыми характеристиками. Некоторые производители поставляют регуляторы, параметры которых заданны при производстве и не могут быть изменены. В этом случае параметры устанавливаются на основе длительного опыта эксплуатации регуляторов в экструзионной промышленности. Такие регуляторы могут быть вполне удачными, поскольку большинство экструдеров имеет сходные тепловые характеристики. Кроме того, невозможность перенастройки регулятора гарантирует от нарушения работы оборудования в результате действий неквалифицированных работников.
Типичные значения параметров регуляторов, устанавливаемые при производстве, представлены в таблице:
| Тип регулятора | Значения фиксированных параметров | Диапазон настройки параметров |
| PD |
Xp = 5% Td = 30 сек. |
Xp = 0-10% |
| PID |
Xp = 8% Ti = 480 сек Td = 30 сек. |
Xp = 0-10% |
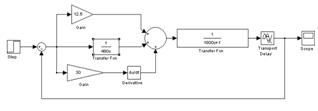
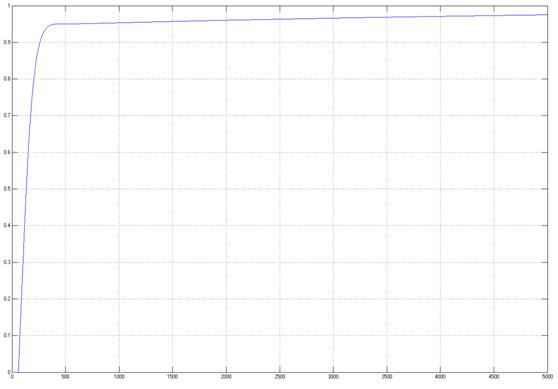
Рис. 35. Переходный процесс по управлению САР температуры расплава полимера с фиксированными настройками регулятора
Время переходного процесса составляет 420 секунд. Перерегулирования нет.
6. Заключение
В России в настоящее время экструзией перерабатывается порядка 210 тысяч тонн пленок и порядка 85 тысяч тонн листов и труб из термопластов. Вполне активно развиваются такие специфические производства, как выпуск кабельной изоляции, деталей конструкций оконных рам и иных строительных конструкций и т.д. Хотелось бы верить, что это лишь начальная стадия широкого распространения продукции экструзионных процессов в нашей стране, поскольку по объёму производства Россия намного отстаёт от большинства европейских стран, не говоря уже об Америке и ряде азиатских стран. Поэтому правильное понимание существа и как следствие оптимизация и наиболее полная автоматизация технологического процесса это, прежде всего, вопрос экономической эффективности производства. Как в любом сложившемся крупнотоннажном производстве, это борьба за экономию десятка рублей на каждом килограмме продукции, что в итоге даёт прибыль в десятки тысяч долларов.
Учитывая возрастающие требования к снижению затрат, улучшению качества продуктов и повышению производительности, автоматизация производства становится важным средством повышения качества и производительности и, следовательно, рентабельности процесса.
7. Список литературы
1. Экструзия полимеров: пер. с англ. яз. 4-го изд./ К. Раувендааль.— СПб: Профессия, 2008 .— 762 с.
2. Выявление и устранение проблем в экструзии: пер. с англ./ К. Раувендааль, М.д. Пилар Норьега Е., Х. Харрис .— СПб: Профессия, 2008 .— 327 с.
3. Термоформование: практическое руководство: пер. с англ./ П. Шварцманн; Под ред. А. Иллига .— М. : Профессия, 2007 .— 287 с.
4. Жирнал «Современные технологии автоматизации» №4 2004 год.
5. www.reifenhauser.com
6. www.illig.co.uk
7. www.motan.ru
8. www.polymery.ru
9. www.sensor.ru