
Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Контрольная работа: Станок ЦА-2 для продольного раскроя досок. Техника прорезной резьбы
Контрольная работа: Станок ЦА-2 для продольного раскроя досок. Техника прорезной резьбы
Станок ЦА-2 для продольного раскроя
Назначение станка
Предназначен для высокопроизводительной продольной распиловки обрезных и не обрезных досок толщиной до 80 мм на бруски требуемой ширины.
На станке можно распиливать и горбыли с перепадом их толщины (в пределах одного горбыля) до 30 мм. При этом горбыли подаются в станок плоской поверхностью вниз.
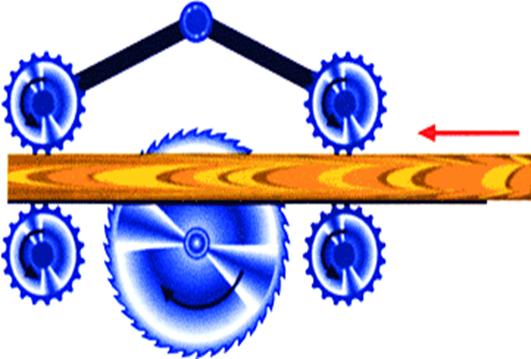
Расположение пильного вала относительно обрабатываемых заготовок нижнее. Подача заготовок производится четырьмя вальцами: двумя нижними и двумя верхними. Нижние вальцы базируют заготовки, верхние - осуществляют их прижим к нижним вальцам. Все вальцы – приводные, что обеспечивает стабильную подачу заготовок.
СХЕМА РАБОЧИХ ОРГАНОВ СТАНКА
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Просвет станка (ширина входного окна), мм | 500 | ||
| Размеры обрабатываемых заготовок: длина, м | 0,5-6 | ||
| ширина, мм | 20-400 | ||
| толщина, мм | 10-80 | ||
| Количество устанавливаемых пил, шт | 1-5 | ||
| Наибольшее расстояние между крайними пилами, мм | 210 | ||
| Диаметр применяемых пил, мм | 315-360 | ||
| Скорость подачи, м/мин | 11; 14; 19; 21; 25; 29; 38; 51 | ||
| Количество электродвигателей, шт | 2 | ||
| Мощность электродвигателя привода пил, кВт | 22 | ||
| Общая мощность электродвигателей, кВт | 24,4 | ||
| Масса, т | 1,04 | ||
| Габаритные размеры, м:длина | 1,89 ширина | 1,05высота | 1,27 |
ОСОБЕННОСТИ КОНСТРУКЦИИ
Основание станка и его станина имеют сварную и достаточно жесткую конструкцию. Стол станка выполнен литым из серого чугуна. Корпус пильного вала, нижние подающие вальцы и корпуса верхних прижимных вальцов смонтированы на столе, материал которого гасит возникающие вибрации. Поэтому станок имеет достаточную виброустойчивость.
Пильный вал получает вращение от электродвигателя через поликлиновой ремень. Применение такого ремня вместо группы классических клиновых ремней позволило уменьшить нагрузку на пильный вал и его подшипники, снизить вибрации, т.к. поликлиновой ремень работает более спокойно.
Пильный вал смонтирован в подшипниках, корпуса которых установлены на нижней поверхности чугунного стола станка. Передний подшипник – радиально-упорный сдвоенный повышенной точности. Он исключает осевые перемещения вала и обеспечивает, в числе прочих факторов, требуемую точность обработки. Задний подшипник тоже повышенной точности. С целью повышения долговечности подшипников предусмотрено пополнение смазки в них через масленки.
Пилы устанавливаются на консольный участок вала через шпонку, что исключает их проворот. Между пилами размещают проставные втулки, толщина которых выбирается в зависимости от ширины выпиливаемых брусков. С внешней стороны крайних пил постава устанавливаются фланцы. Собранный пакет пил зажимается специальной гайкой-шестерней, которая имеет направление резьбы, противоположное направлению вращения пильного вала. После зажима пакета пил гайка-шестерня стопорится специальным винтом. Все это обеспечивает надежное крепление пил. Специальный ключ для этой гайки входит в комплект поставки станка. Он значительно облегчает и ускоряет процесс закрепления пил.
Нижние вальцы выполнены стальными для повышения их износостойкости. Их длина составляет 350 мм. Для улучшения сцепления вальцов с древесиной заготовок на их наружной поверхности выполнены продольные канавки. В местах пересечения поверхностей канавок с наружной поверхностью вальцов образуются острые грани (рифления), что и обеспечивает стабильную подачу заготовок.
Верхние вальцы также выполнены стальными и рифлеными – с той же целью. Они расположены консольно на валах. Последние установлены в подшипниках в кронштейнах, имеющих возможность качания вокруг неподвижной оси. Эти вальцы прижимают заготовку к нижним вальцам как под действием собственного веса, так и пружинами. Настройка верхних вальцов по высоте (на толщину распиливаемых заготовок) производится вращением соответствующего маховика. Отсчет высоты подъема вальцов осуществляется по специальной шкале.
Все вальцы, как нижние, так и верхние, получают вращение от электродвигателя. Это обеспечивает стабильную подачу заготовок, даже в зимних условиях.
Изменение скорости подачи производится переключением частоты вращения двухскоростного электродвигателя и путем переустановки шестерен на одном из валов механизма подачи . С этой целью в комплект поставки станка входят четыре сменные шестерни. Они в станке расположены на консольном участке вала и их смена занимает всего несколько минут. Многообразие фиксированных скоростей подач позволяет вести обработку на оптимальной скорости.
За каждой из пил устанавливается по одному направляющему ножу, которые также входят в комплект поставки станка. При движении заготовки ножи входят в пропилы и дополнительно обеспечивают её прямолинейное движение.
Станок имеет в своем составе направляющую линейку. Она служит для базирования распиливаемых обрезных досок . Линейка может переустанавливаться в станке в зависимости от ширины бруска, выпиливаемого крайней пилой постава (между пилой и линейкой). Отсчет ширины ведется по шкале. Для настройки базовой поверхности линейки параллельно плоскости пилы служат регулировочные винты.
Станок безопасен в работе. Для этого имеются специальные защитные устройства: два ряда верхних предохранительных упоров, препятствующих выбросу заготовки или её отпиленных частей в сторону станочника; ограждения пил, цепных передач, вальцов; система динамического торможения электродвигателя привода пил, обеспечивающая быструю остановку пил при отключении привода от сети: реверс подачи - для извлечения из станка недопиленной заготовки (в случае необходимости); срезной предохранительный штифт в механизме подачи и другие.
Станок довольно компактен за счет того, что привод пил и привод подачи расположены в станине. Вследствие этого он занимает мало производственной площади.
распиловка доска прорезная резьба гвоздь
Соединение на гвоздях
Применение гвоздевых соединений
Гвоздевые соединения применяются при изготовлении щитов опалубки, рабочих настилов, подмостей и лесов, панелей стен, при настилке полов. Их используют почти во всех деревянных конструкциях!
Виды гвоздей, форма и размеры:
В строительстве
используется различные виды гвоздей разных размеров и с разными шляпками. Для
досок, бетона, гипсокартона нужны гвозди из нержавейки, оцинкованные, медные,
латунные, а также пластиковые. Есть гвозди с узкой шляпкой, а также гвозди
совсем без неё.
Успешное применение гвоздей для крепления подразумевает знание основных видов
гвоздей, ну и разумеется правильное их использование :)
Рассмотрим подробно наиболее распространенные виды гвоздей используемых на
сегодняшний день.
Это самый популярный вид гвоздей, которым пользуются как профессионалы, так и любители. Обычный гвоздь представляет из себя стержень со шляпкой, около которой видны неровности, для улучшения качества соединения. Шляпка сравнительно не большая по отношению к длине гвоздя.
Такие гвозди бывают горячей оцинковки, электрооцинкованные, кислотоупорные и медные.
Длина строительных гвоздей колеблется от 12 до 250 мм.
По рекомендациям производителя лучше такие гвозди оставлять внутри конструкций.
Черные не оцинкованные
гвозди рассчитаны только на временные конструкции, а для работ внутри лучше
использовать гвозди оцинкованный.
Кислотоупорные гвозди, рассчитаны на более трудные места, а медные, как
правило, имеют декоративную шляпку.
Дюкерт-гвоздь
Такой гвоздь рассчитан
на крепления плит, вагонки, широко применяется для крепления облицовки дверей,
окон, плинтусов.
Дюкерт-гвоздь имеет почти не заметную головку. В шляпке такого гвоздя есть
ямка, которая позволяет легче добивать гвоздь добойником. Также на такую
поверхность шляпки легко накладывается шпаклевка.
Винтовой гвоздь
![]()
Предназначен для гнущихся конструкций по причине влажности или нагрузки на неё. Такими конструкциями являются наружная обивка здания, причалы, пол.
Винтовой гвоздь также может иметь скрытую головку, что увеличивает прочность в четыре раза в отличие от обычных гвоздей.
Гребенчатый гвоздь

Такие гвозди используются там, где нужна особая прочность, а также для откосов окон и внутренней обшивки. На теле гребенчатого гвоздя есть поперечная насечка, что увеличивает прочность крепления таким гвоздем до пяти раз.
Существуют специальные гребенчатые гвозди, которые выпускаются для боле твердых материалов.
Анкеры

Анкеры используется для
скрепления монтажных пластин. Головка анкера имеет конусный вид ,что дает
прочное и неиграющее соединение.
Стержень гвоздя также имеет насечку, что увеличивает силу крепления.
Длину гвоздя выбирают по толщине материала и качества прочности.
Способы забивания гвоздей
При использовании гвоздей необходимо учитывать, что толщина (диаметр) вбиваемого гвоздя не должна превышать примерно 1/10 часть толщины пробиваемой детали. Место, куда вбивают гвоздь, во избежание раскалывания должно находиться от края детали на расстоянии не менее двойной толщины гвоздя и на расстоянии 15 диаметров гвоздя от торца детали.
Гвозди, вбитые в торец детали, держатся очень слабо. Для прочного скрепления деталей гвоздями необходимо, чтобы гвоздь прошел в нижнюю деталь на двойную толщину пробитой им верхней детали. Если нижняя деталь окажется тоньше этого размера, то гвоздь надо пробить через обе детали, а конец его загнуть с другой стороны вбок, поперек волокон древесины.
Твердая и упругая древесина крепче удерживает гвоздь, но забить его в такую древесину трудно.
Чтобы легче вбить гвоздь, его немного забивают в деталь и тут же вынимают. Образовавшееся углубление заполняют парафином. Затем, вставив в это же Место гвоздь, вбивают его. Под действием тепла, образовавшегося в результате трения гвоздя о древесину, парафин плавится и смазывает гвоздь. Смазанный гвоздь вводит в древесину значительно легче.
Гвозди следует забивать так, чтобы они пробивали годичные слои, а не входили между ними (рис. 9, а).
Если нужно забить гвоздь в таком месте, где головка его не должна быть видна, ее предварительно расплющивают молотком с боков до толщины самого гвоздя.
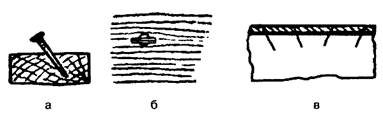
Рис. 1. Забивка гвоздей: а — поперек годичных слоев, б — сплющенной шляпкой вдоль волокон, в — наискось со встречным наклоном
Расплющенные головки ставят всегда вдоль волокон, что делает гвозди менее заметными (рис.1, б).
Для прочности соединения рекомендуется забивать гвозди с встречным наклоном (рис.1, в).
Чем гвоздь длинее и толще, тем прочнее он держится в древесине. Однако размеры гвоздя должны сочетаться с размерами деревянной детали. Гвоздь квадратного сечения держится прочнее, чем гвоздь круглого сечения такого же размера.
Во влажную древесину не рекомендуется вбивать гвозди, так .как они после высыхания древесины будут держаться очень слабо и при значительной усушке могут даже выпасть.
Для древесины, богатой дубильными веществами, как, например, дуб, ольха, применяются оцинкованные гвозди, так как стальные быстро покрываются коррозией. Концы гвоздей, пробитых насквозь древесины, следует загибать поперек волокон.
Для прикрепления раскладок применяют гвозди без шляпок в виде шпилек. Для этого гвоздь со шляпкой забивают примерно на 2/3 его длины и кусачками откусывают головку. Затем окончательно забивают шпильку, утапливая ее в древесину.
Техника выполнения прорезной резьбы
Прорезная резьба.
Прорезная резьба выполняется методом сквозного про резания дощечек толщиной от 5 до 50 мм. Этот вид резьбы также называют сквозным или про пильным. От других видов деревянной резьбы он отличается тем, что полностью удаляется фон рисунка. Получаемый при этом эффект воздушности, в сочетании с одновременной простотой методов изготовления прорезной резьбы объясняет ее широкое использование в декоративном оформлении домов.
Ажурный рисунок со сквозными отверстиями, при освещении его солнцем, отбрасывает такую же кружевную тень, а изменяющийся в течение дня угол освещения приводит к изменению теневого рисунка и всего облика фасада здания в зависимости от погоды. Часто прорезную резьбу используют в многоярусных конструкциях причелин, подзоров или наверший наличников. В этом случае эффект воздушности деревянных кружев многократно усиливается.
Методы выполнения прорезной резьбы
Изготовление изделия украшенного резьбой начинается с выбора орнамента и подготовки рисунка для переноса на дерево. Следует помнить, что для домовой резьбы не следует выбирать эскизы с мелкими деталями. Маленькие элементы снизят долговечность резных изделий и будут теряться на крупном фоне фасада, так как домовая резьба красиво смотрится при целостном осмотре здания, с расстояния.
Рисунок резьбы, выполненный на бумаге, приклеивается к доске и затем в тех участках, которые должны быть удалены засверливаются отверстия для ввода полотна пилы. Часто диаметр этих отверстий подбирается таким образом, чтобы они совпадали с частью рисунка удаляемых участков. Тогда сокращается количество трудных криволинейных линий, которые приходится проходить пилой.
При изготовлении изделий с прорезной резьбой могут быть использованы самые разнообразные инструменты, например, стамеска и нож. Работа стамеской и ножом весьма утомительна и малопроизводительна, использовать их для сквозной резьбы нерационально. Быстрее дело будет продвигаться с ручной пилой и дрелью. Рисунок резьбы подбирается так, что будет состоять только из круглых отверстий и прямолинейных или слабо искривленных участков. Таким способом эта резьба в России изготавливалась еще с 19 века, откуда и произошло ее другое название – про пильная.
В настоящее время, чаще всего, умельцами используется электролобзик. Во-первых, значительно вырастает производительность и человек затрачивает меньше усилий. Во-вторых, благодаря узкому полотну электролобзика удается прорезать участки с малым радиусом поворота. К недостаткам этого способа можно отнести необходимость просверливания отверстий для ввода полотна лобзика. Поэтому их стараются размещать так, чтобы они являлись частью удаляемого рисунка.
Сейчас появился еще один способ прорезной резьбы. Резьба нагретой проволокой. Нихромовую (или из другого высоко омного материала) проволоку, диаметром 0,3-0,8 мм и длиной 0,5-1,0 м подключают через трансформатор к электросети. Напряжение на отрезке проволоки должно быть таким, чтобы она разогревалась до темно красного цвета, Работает эта проволока в вертикальном положении, для чего к верхней ее части прикрепляется ручка, а к нижней – грузик массой 0,5-1,0 кг. Человек перемещает эту проволоку за ручку вверх, а вниз она двигается под действием грузика. Раскаленная проволока в процессе движения прожигает участок древесины вдоль линии, по которой ее ведет резчик. Таким способом достигается и относительно высокая производительность и возможность прорезания мелких элементов и участков с малым радиусом поворота. К недостаткам можно отнести необходимость каждый раз отключать нагревательную нить от проводов идущих к трансформатору, для того чтобы перейти на новый сквозной участок. Большое количество выделяющегося при работе угарного газа от тлеющей древесины требует хорошей вытяжки воздуха из зоны работы. Не всем, также, нравятся черные обугленные кромки элемента украшенного резьбой.
Разновидностью способа с прожиганием древесины является применение для этих целей станков ЧПУ лазерной резки. Получаемая с помощью подобного станка резьба отличается высокой точностью и строгой повторяемостью элементов. К сожалению, пока лазерная резка является достаточно дорогим удовольствием.
Выполнять прорезную резьбу по дереву можно и с помощью ручных фрезерных машин. Благо их сейчас продается предостаточно на любой вкус. Работа таким фрезером увлекательна, но и достаточно сложна. Потребуется сперва приобрести навыки обращения с этим инструментом. Работа фрезером уступает электролобзику в производительности, но превосходит в качестве обрабатываемой кромки и не требует предварительно засверливания отверстий.
Последний, по счету, но отнюдь не по качеству, метод прорезной резьбы, которым мы и пользуемся, - это резьба на фрезерном станке с ЧПУ.
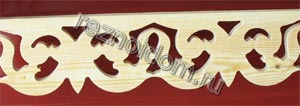
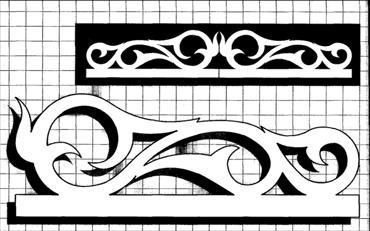
Выполняемая Резнойдом.ру прорезная резьба отличается высокой точностью. Один элемент полностью повторяет другой. Расчет орнамента может проводиться таким образом, чтобы на изделии, скажем наличнике или карнизе, укладывалось целое число резных элементов и не приходилось их распиливать при монтаже. Благодаря достаточно большому размеру рабочего стола, мы можем целиком изготавливать резьбу на фронтоны зданий или кронштейны. Некоторые образцы резных элементов выполненных из сосны показаны на рисунках. Но эти элементы не являются для нас единственно возможными. Достаточно быстро мы можем разработать, согласовать с заказчиком и изготовить резьбу с любым другим рисунком и размерами. Материал для резных элементов также определяется по согласованию с заказчиком, от сосны и березы, до дуба и лиственницы.
Нужно заметить, что нет принципиальной разницы между прорезной резьбой и накладной. Просто при накладной резьбе резные элементы наклеиваются или прибиваются к доске и образуется сплошной глухой фон. Для большей заметности выступающие резные элементы часто окрашиваются в цвета контрастирующие с фоном. Методы и способы, используемые при изготовлении накладной резьбы остаются теми же, что и при прорезной.
Список литературы
Станочник: А.А.Соловьёв, В.И.Коротков. Наладка дерево обрабатывающего оборудования.
Плотник: И.В. Барышев. Столярные работы. Технология обработки древесины. Л.Н. Крейдлин. Столярные работы.