Рефераты по рекламе
Рефераты по философии
Рефераты по финансам
Рефераты по химии
Рефераты по цифровым устройствам
Рефераты по экологическому праву
Рефераты по экономико-математическому моделированию
Рефераты по экономической географии
Рефераты по экономической теории
Рефераты по этике
Рефераты по юриспруденции
Рефераты по языковедению
Рефераты по юридическим наукам
Рефераты по истории
Рефераты по компьютерным наукам
Рефераты по медицинским наукам
Рефераты по финансовым наукам
Рефераты по управленческим наукам
Рефераты по строительным наукам
Психология педагогика
Промышленность производство
Биология и химия
Языкознание филология
Издательское дело и полиграфия
Рефераты по краеведению и этнографии
Рефераты по религии и мифологии
Рефераты по медицине
Рефераты по сексологии
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Дипломная работа: Исследование и разработка составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками
Дипломная работа: Исследование и разработка составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками
Дипломная работа
Исследование и разработка составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками
Реферат
Данная исследовательская работа проводилась с целью исследования и разработки составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками. Исследования проводились в лаборатории Камышловского изоляторного завода «Урализолятор».
Работа содержит разделы: аналитический обзор научно-технической литературы, исследовательская часть, экономическая эффективность работы, природопользование и охрана окружающей среды, безопасность и экологичность работы.
Общее количество страниц пояснительной записки 126, число таблиц 28, число рисунков 29, количество библиографических источников 13, количество приложений 1.
Перечень графических листов и демонстрационных плакатов
|
№ п/п |
Наименование документа |
Обозначение документа |
Формат |
|
1 2 3 4 5 6 7 8 9 10 |
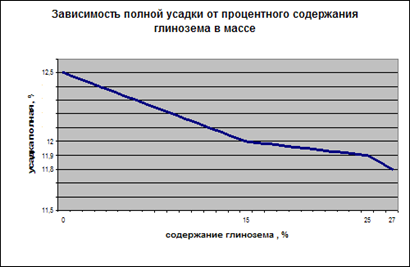
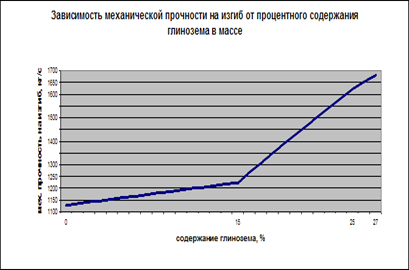
Изображение изолятора п 1000/110 – 10 Графическая зависимость механической прочности на изгиб от %-ного содержания глинозема в массе Графическая зависимость электрической прочности от %-ного содержания глинозема в массе Графическая зависимость полной усадки от %-ного содержания глинозема в массе Графическая зависимость воздушной усадки от %-ного содержания глинозема в массе Химический состав сырья Химический анализ исследуемых масс Результаты испытаний фарфоровой и глиноземистой масс М-0 и М-2 Стенд с лабораторными образцами Сравнительная калькуляция себестоимости изделий из масс М-0 и М-2 |
Рис.1 График1 График 2 График 3 График 4 Тб.1 Тб.2 Тб.3 Стенд 1 Тб.4 |
А2 А2 А2 А2 А2 А1 А1 А1 А2 А1 |
Введение
Данная исследовательская работа заключается в исследовании и разработке составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками.
На Камышловском изоляторном заводе «Урализолятор» выпускается электрофарфор марки 110.1 из тонкодисперсной фарфоровой массы. Данная продукция обладает достаточно высокими электрическими свойствами, но недостаточно высокими механическими. Путем введения в массу компонента глинозема будет достигнута необходимая, для крупногабаритных изделий, в данном случае, для изоляторов П 1000/110 – 10 , механическая прочность.
Электрофарфор занимает одно из главных мест в электротехнической промышленности, так как обладает высокой стойкостью к электрическим искрам, дугам, отсутствием водопоглощения, высокой химической стойкостью, а также стойкостью к тепловому воздействию. Благодаря таким свойствам изоляторы высокого напряжения используются в различных установках.
Электрофарфор относится к электрокерамическим материалам. Это обожженная при высокой температуре (1300 - 1380ºС) керамическая масса, состоящая из смеси полевого шпата, кварца, каолина и глины, характеризующаяся плотной структурой.
В связи с многообразием конструкций изоляторов, для их производства требуются различные исходные керамические массы, различные технологии, режимы и оборудование.
В настоящее время российской промышленностью освоены и выпускаются современные виды электрокерамических изделий, предназначаемые для действующих и вновь строящихся электростанций, линий передачи электроэнергии и электроустановок.
На современном этапе от изоляторной промышленности требуют высококачественные изоляторы на основе применения современных материалов и технологий, разработки и внедрения новейших конструкций изоляторов.
Высоковольтные фарфоровые изоляторы и изоляционные части должны обладать следующими тремя важными свойствами: а) механической прочностью; б) термической устойчивостью; в) электрической прочностью.
Механическая прочность черепка твердого фарфора определяется устойчивостью наименее прочной составной части, а также количеством открытых и закрытых пор. Необходимо отметить, что пористость снижает электрические свойства черепка.
Наиболее слабым компонентом в структуре фарфора является полевошпатовое стекло, которое в сумме со всей стеклофазой составляет 50 – 60% всей массы черепка. Прочность его зависит от содержания Al2O3, SiO2, K2O.
Чтобы увеличить механическую прочность фарфора, необходимо повысить содержание в нем глинистых материалов, поднять температуру обжига и увеличить его продолжительность. При этом можно получить такое содержание стекловато-муллитовой массы с большим содержанием Al2O3 и SiO2, которого будет достаточно для стягивания пор.
Одним из современных материалов для получения изоляторов с высокими физико-механическими и электрическими свойствами, является глинозем специальных керамических марок.
Целью данной исследовательской работы было повышение механических характеристик для изделий высоковольтного фарфора, путем введения в массу компонента глинозема. Было выбрано три состава массы с содержанием глинозема в количестве 15, 25 и 27%, а также, для сравнения, взята масса, используемая на заводе «Урализолятор».
В ходе работы необходимо определить наиболее приемлемый состав глиноземистой массы, исходя из сравнения полученных свойств. Следует также учитывать, что глинозем является достаточно дорогостоящим материалом, и применение его в производстве изоляторов потребует дополнительных расходов.
Но при производстве фарфоровых изоляторов из глиноземистой массы из-за улучшения качества самих изоляторов, становится возможным увеличение объемов продаж и, следовательно, увеличение прибыли.
электротехнический фактор сырьевой изолятор
Аналитический обзор научно-технической литературы
Электротехнический фарфор – один из наиболее широко применяемых керамических материалов для изготовления изоляторов высокого и низкого напряжения.
Несмотря на создание многих других керамических материалов с более высокими механическими и диэлектрическими характеристиками, роль фарфора в ряде отраслей электротехники не только не снизилась, а, наоборот, весьма возросла. Особенно велика роль электротехнического фарфора как материала для производства высоковольтной аппаратуры и изоляторов.
Широкое применение фарфора в качестве электроизолирующего материала объясняется не только его сравнительно высокими диэлектрическими характеристиками. Следует прежде всего указать, что производство фарфора является одним из старейших и поэтому наиболее освоенным керамической промышленностью.
Сырьем для производства фарфора служат природные, достаточно широко распространенные и недорогие материалы: огнеупорные глины и каолины, кварц (кварцевый песок), полевые шпаты и пегматиты.
В отличие от других синтезированных керамических материалов электротехнический фарфор имеет большие технологические преимущества, связанные с особенностями состава шихты и физико-химических процессов, протекающих при обжиге. Высокая пластичность фарфоровых масс позволяет оформлять крупногабаритные изделия, обладающие в необожженном состоянии достаточной механической прочностью для их транспортировки и механической обработки.
Характерной особенностью фарфоровых масс при обжиге являются их широкий интервал спекания и малая чувствительность к изменениям состава массы и колебаниям температуры обжига. Указанные свойства позволяют получать высококачественные изделия в промышленных печах, в которых всегда имеются заметные перепады температур по объему печного пространства. К достоинствам фарфора следует отнести также сравнительно небольшие температуры его обжига, легко достижимые в печах самых различных конструкций.
Из электротехнического фарфора изготовляют высоковольтные изоляторы, используемые для передачи промышленного тока при частоте 50 Гц напряжением выше 1 кВ и низковольтные (установочные), используемые в быту при напряжениях до 500В.
Высоковольтные изоляторы подразделяются на линейные, станционные и аппаратные. Линейные предназначены для электрических линий и крепятся либо подвешиванием (подвесные), либо на штырях или крюках (штыревые). Станционные изоляторы применяются на электростанциях, аппаратные – для изготовления электротехнических устройств (трансформаторов, выключателей, предохранителей, распределителей напряжений и т. п.).
Фарфор имеет сравнительно малую механическую прочность. Предел прочности при изгибе глазурованного фарфора колеблется от 700 до 1000 кгс/см2. Диэлектрические характеристики фарфора также не являются особенно высокими. Электрическая прочность его при частоте 50 Гц составляет 28-35 кВ/мм (действ.); удельное объемное электрическое сопротивление (при 20˚С) равно 7*1012 – 4*1013 Ом*см; тангенс угла диэлектрических потерь при 50 Гц равен 0.025 – 0.035. С учетом величины электрической прочности фарфора для повышения передаваемого напряжения на 10 кВ необходимо увеличение толщины фарфорового изолятора примерно на 1 мм.
В связи с резким повышением величины напряжения тока (до 700 кВ и более) применение обычного фарфора связано с соответствующим утяжелением изоляторов за счет увеличения толщины их стенок. Дальнейшее увеличение массы подвесных изоляторов может вызвать превышение прочности фарфора на растяжение. Поэтому возрастающие требования к высоковольтным изоляторам послужили причиной существенного улучшения характеристик обычного фарфора и создания новых специальных видов фарфора.
Физико-химические основы процесса фарфорообразования
При рассмотрении процессов, связанных с формированием фарфора, представляет интерес тройная диаграмма состояния Боуэна и Шерера К2О – Al2O3 – SiO2 (рис. 1). Она показывает температуру тройной эвтектики, при которой начинается остекловывание черепка, путь и последовательность выделения кристаллических фаз. С помощью диаграммы можно произвести теоретические расчеты фазового состава образующегося фарфора и оценить влияние изменения состава массы на ее поведение при нагревании. Так, если к составу Ф (5% K2O, 25% Al2O3 и 70% SiO2) добавлять K2O (полевой шпат), то температура плавления будет снижаться. У составов, находящихся на прямой, растворится весь кварц и израсходуется весь полевой шпат.
Поскольку эвтектика Е содержит 9% К2О, для полного растворения кварца необходимо количество шпата, соответствующее указанному содержанию К2О. Массы с избытком полевого шпата будут относиться уже к глазурным составам.
На диаграмме кремнезем – лейцит – муллит (рис. 2) представлены типичные составы тонкокерамических масс, в том числе для электроизоляционного фарфора. Из диаграммы следует, что при увеличении содержания полевого шпата количество жидкой фазы, образовавшейся при эвтектической температуре, увеличивается и спекание происходит при более низкой температуре. Низшая температура тройной эвтектики в системе полевой шпат – глина – кварц равна 990˚С, образование же полевошпатового расплава происходит при 1140˚С.
Участок тройной системы K2O - Al2O3 - SiO2, в поле муллита которого
располагаются многие составы фарфора (температура на кривых, ºС)
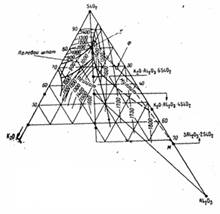
Рис. 1
При более высоких температурах имеет место увеличение количества расплава. При этом единственно возможной равновесной твердой фазой является муллит. Однако при обжиге фарфора не достигается равновесное состояние.
По схеме, разработанной Х.О.Геворкяном [1], процесс фарфорообразования может быть подразделен на пять периодов (рис. 3). Рисунок 3-а иллюстрирует исходную фарфоровую массу.
Расположение областей составов трехкомпонентных тонкокерамических масс на фазовой диаграмме кремнезем – лейцит – муллит (температура на кривых, ºС)
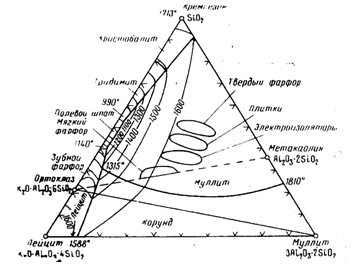
Рис.2
1 период (рис. 3-б) характеризуется протеканием реакций в твердой фазе. Продуктами этого периода являются кварц, полевой шпат и каолинитовый остаток, включающий муллит и избыточный кремнезем. Таким образом, в этом периоде наблюдаются превращения глинистых компонентов.
2 период (рис. 3-в) наступает с появлением жидкой фазы за счет плавления полевого шпата. Образовавшийся расплав склеивает твердые частицы, вследствие чего растет механическая прочность обжигаемого материала.
3 период (рис. 3-г) характеризуется уменьшением вязкости расплава за счет повышения температуры, усилением действия поверхностных сил на границах фаз и интенсивной усадкой.
Схема образования структуры фарфора
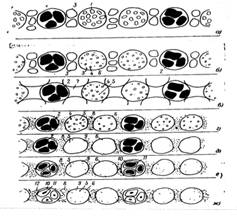
Рис.3
1 – каолинит; 2 – кварц; 3 – полевой шпат; 4 – SiO2 в каолинитовом остатке; 5 – первичный муллит в каолинитовом остатке; 6 – контуры каолинита по границам взаимодействия с полевым шпатом; 7 – расплавленный полевой шпат; 8 – полевошпатовый расплав; 9 – кремнезем-полевошпатовый расплав в пределах каолинитового остатка; 10 – оплавленная каемка кварца; 11 – остаточный кварц; 12 – диффузионный муллит в пределах полевошпатового расплава 4 период (рис. 3-д, 3-е) – взаимодействие полевошпатового расплава с кремнеземом каолинитового остатка. В этот период образуется кремнезем-полевошпатовый расплав, заполняющий промежутки муллитовых кристаллов. Полевошпатовый расплав взаимодействует также с зернами кварца с образованием каемок жидкой фазы – расплава кварца в полевошпатовой жидкости (рис. 3-е).
5 период (рис. 3-ж) – диффузионный, соответствует периоду высокотемпературной выдержки и связан с микрогетерогенностью материала. В этот период происходит более равномерное распределение новообразований, рост кристаллов муллита в пределах полевошпатового расплава, значительное уменьшение размеров остаточного кварца.
Следует отметить, что в действительности не имеет место столь четкая последовательность указанных процессов, поскольку существуют определенная неоднородность состава обжигаемого материала, перепады температур по толщине обжигаемого изделия и т. п. Однако познавательная ценность предложенной схемы от этого не уменьшается.
Таким образом, основные процессы фарфорообразования происходят при температуре выше 1000˚С после появления жидкой фазы, связанной с плавлением полевого шпата.
Из изложенного видно, что образование фарфора сопровождается рядом физико-химических процессов, которые протекают сначала в твердофазном состоянии, а при повышенных температурах – в присутствии жидкой фазы.
Процесс спекания керамического материала зависит от многих факторов: начальной пористости изделия, количества образующейся жидкой фазы, размера частиц, степени смачивания твердой фазы жидкостью, растворимости твердой фазы, строения твердой фазы жидкости и т. д.
Спекание фарфора представляет собой типичный случай так называемого жидкостного спекания. Данный вид спекания присущ и многим другим разновидностям электрокерамических материалов, в состав которых входят глинистые компоненты или плавнеобразующие добавки, например стеатитовые, кордиеритовые и др. В связи с этим представляет интерес кратко остановиться на механизме твердо-жидкостного спекания, т.е. уплотнения спекаемого тела в случае образования в обжиге расплава.
Различают два случая жидкостного спекания. Первый – когда жидкая фаза не взаимодействует с твердой фазой и второй – когда жидкая фаза реагирует с твердой.
Первый случай не является характерным для электрокерамических материалов. Спекание в этом случае определяется величиной поверхностного натяжения на границе фаз, вязкостью жидкой фазы и размером зерен кристаллов.
Механизм спекания при отсутствии взаимодействия между расплавом и твердой фазой схематически представлен на рис.4.
Механизм спекания в присутствии жидкой фазы
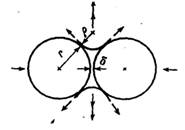
Рис.4
Одинарные стрелки изображают направление сближения сфер (усадка), двойные – перемещение вещества в пространство пор
Процесс спекания для рассматриваемого случая характеризуется в начальной стадии образованием прослоек расплава с отрицательным радиусом кривизны и в конечной образованием сферических пор.
Для образования жидких прослоек необходимо, чтобы энергетически было целесообразным разделение жидкостью двух одноименных твердых частиц, ранее соприкасавшихся. Это возможно при условии, что 2αт.жcosφ<α12, которое выполняется при любых значениях угла φ=φ0+2θ, если αт.ж<α12/2 (αт.ж – поверхностная энергия на границе раздела твердой и жидкой фаз; α12 – поверхностная энергия на границе двух зерен; φ0 – угол между касательными к поверхности зерен в месте их соприкосновения; θ – угол смачивания).
Над поверхностью с небольшим отрицательным радиусом кривизны образуется отрицательное давление по отношению к поверхностям частиц. В результате этого происходит вязкое течение материала в поры, т.к. в связи с равномерным распределением жидкости в объеме образца действие капиллярного давления эквивалентно действию давления всестороннего сжатия. Уплотнение материала, таким образом, происходит за счет сближения центров частиц, перераспределения твердой и жидкой фаз по объему. Спекание в конечной стадии с возникновением сферических пор обусловлено образованием в них отрицательного давления. Получение плотного материала для данного вида спекания возможно при условии образования достаточного количества стекловидной фазы и полной смачиваемости.
Для второго случая характерно взаимодействие жидкой фазы с твердой. В результате этого взаимодействия возможны ограниченное растворение в жидкой фазе твердых фаз с последующей их кристаллизацией, перемещение твердого вещества диффузией ионов и вакансий и пластическое течение материала. Спекание по У.Д. Кингери [1] протекает в три стадии. Первая стадия характеризуется образованием жидкой фазы с небольшой вязкостью и изменением ориентации частиц под влиянием сил поверхностного натяжения. При этом происходит частичное уплотнение.
Во второй стадии имеет место процесс растворения твердой фазы с последующей ее кристаллизацией. Вследствие растворения участков зерен, находящихся в контакте, центры их сближаются. В данной стадии происходит дополнительное уплотнение материала.
В третьей стадии завершаются процессы рекристаллизации и роста зерен. При этом происходит формирование жесткого скелета. При недостатке жидкой фазы эффект ее влияния на спекание незначителен.
Для рассмотренного вида спекания частиц движущей силой является уменьшение упругости пара на поверхности раздела жидкость – пар. Размер зерен хотя и имеет значение, не является решающим фактором. Большое значение имеет температура, оказывающая влияние на величину коэффициента диффузии в жидкой фазе.
По Я.Е. Гегузину [1] спекание с участием жидкой фазы подразделяется на процесс перегруппировки, процесс растворения – осаждения и твердофазного спекания.
Г.В. Куколевым [1] отмечается исключительное значение перекристаллизации твердых фаз через расплав при ограниченном его количестве. Явление перекристаллизации – результат стремления системы к уменьшению изобарного потенциала и различия в растворимости в расплаве неравновесных (исходных и промежуточных) и равновесных фаз, дисперсных, дефектных и крупных кристаллов, поверхностей кривизны.
Процессу растворения благоприятствуют повышение дисперсности твердой фазы, наличие полной смачиваемости и понижение вязкости расплава. Известно, что для регулирования обжиговых свойств керамической массы в состав ее вводятся различные добавки. Г.В. Куколевым показано, что добавки оказывают влияние на строение расплава. Строение расплава регулируется энергией взаимодействия катиона с кислородом спекающей добавки:
Е= zk*2e2 ,
n(rk+rO2-)
где 2 и zk - валентности кислорода и катиона; n – координационное число катиона в расплаве, отвечающее координационному числу катиона в выделяющейся из расплава кристаллической фазе; rk и rO2 - радиусы катиона и кислорода. Для каждой окиси или силиката технического состава (с примесями) спекающими являются такие добавки или их комбинации, у которых величина E*e2 лежит в узких пределах. Для ускорения кристаллизации твердой фазы необходимо образование большого количества сиботаксических областей со строением, близким к e2 строению решетки кристаллизующейся фазы [1].
Фазовый состав, структура и свойства фарфора
Основными составными частями фарфора являются стекловидная фаза (50-64 объемн.%), муллит (15-30 объемн.%), кварц (14-30 объемн.%), сравнительно небольшое количество пор и кристобалит. Фазовый состав фарфора и его структура определяются исходным составом массы, технологией ее приготовления (прежде всего дисперсностью) и условиями обжига.
Фарфор имеет типичную гетерогенную структуру (рис. 5). Основная масса нормально обожженного фарфора представлена стеклом и мелкозернистым муллитом в виде округлых или изометричных иголочек. Псевдоморфозы стекла по полевому шпату имеют четкие контуры или сливаются с основной массой его. Кристаллы муллита в них игольчатые, взаимно переплетенные в виде сетки. Длина их достигает 10-40 мкм.
Зерна кварца, распределенные в основной массе, имеют остроугольную или округлую форму; зона оплавления их равна обычно 1-3 мкм. Размер зерен кварца колеблется в широких пределах. Средний размер составляет примерно 15-20 мкм, максимальный достигает 100 мкм.
Фазовый состав отечественного фарфора колеблется примерно в следующих пределах (объемн.%): муллит – 21–22; кварц – 16–18; стекловидная фаза – 60–64.
Свойства фарфора определяются как его фазовым составом, так и структурой.
Образующаяся в фарфоре стекловидная фаза в силу гетерогенного состава массы и незавершенности процессов в обжиге неоднородна.
Различают следующие ее разновидности: полевошпатовое стекло в пределах зерен полевого шпата, в котором растворились кварц и каолинит (псевдоморфозы стекла по полевому шпату), кремнеземистое стекло вокруг зерен кварца, стекло, образующееся за счет растворения кварца в полевошпатовом стекле, стекло, образующееся за счет взаимодействия каолинитового остатка с полевошпатовым расплавом.
Микроструктура изоляторного фарфора (×400)

Рис. 5
В кремнеземистом стекле в отличие от других разновидностей не наблюдается наличие муллита.
Муллит в фарфоре различается по структуре: муллит в виде крупных сравнительно немногочисленных иголочек в участках полевошпатового стекла; сетки кристаллов в пределах зерен каолинита; игольчатые скопления около пор; тончайшие (вплоть до субмикроскопических) скопления. Разновидности первая и третья относятся ко «вторичному» муллиту, вторая и четвертая – к первичному. Муллит разделяется на пластинчатый (первичный), образующийся из глинистых минералов, и игольчатый, образующийся при охлаждении стекловидной фазы.
Первичный муллит при повышенных температурах растворяется в стекловидной фазе и при охлаждении может частично выкристаллизовываться в виде иглоподобного муллита. Этот процесс протекает с большей интенсивностью в расплавах натриевого полевого шпата, чем калиевого, в связи с меньшей его вязкостью.
Д и э л е к т р и ч е с к и е с в о й с т в а. С учетом условий службы изоляторов к фарфору предъявляются высокие требования в отношении его диэлектрических, механических и термических свойств.
Наиболее важной диэлектрической характеристикой фарфора является прочность на пробой (кВ/мм). Величина прочности на пробой преимущественно зависит от количества стекловидной фазы. По данным А.И. Августиника величина электрической, равно как и механической, прочности имеет максимальное значение при оптимальном количестве стекловидной фазы.
Связь между количеством стеклофазы в фарфоре и его пробивной и механической прочностью (по Августинику)
Рис. 6
1 – пробивная прочность фарфора; 2 – механическая прочность фарфора; 3 – количество стеклофазы в фарфоре
Электрическому пробою изолятора предшествует увеличение проводимости фарфора, при наложении на него электрического поля, в связи с происходящим при этом повышением температуры.
Проводимость полевошпатового фарфора имеет ионный характер и определяется преимущественно содержанием в стекловидной фазе катионов натрия и калия. Выше 650ºС в проводимости начинают участвовать ионы алюминия и железа, по другим данным только ионы железа.
Сравнительно высокая проводимость стекловидной фазы фарфора объясняется, таким образом, наличием в ней ионов щелочных металлов. Последние способствуют разрыхлению структуры стекловидной фазы, в связи с чем облегчается движение носителей тока. Подвижность ионов определяется их валентностью и ионным радиусом.
Щелочные ионы наименее прочно связаны; они обусловливают повышенную проводимость фарфора. Интенсивность движения их усиливается под действием электрического поля с увеличением температуры. Характер изменения удельного электрического сопротивления ряда разновидностей фарфора с повышением температуры представлен на рис. 7.
Зависимость удельного сопротивления фарфора от его температуры
Рис. 7 1 – твердого; 2 – электротехнического; 3 – стеатитового; 4 – цирконового (по Русселю и Альбрес-Шенбергу)
Вместе с тем установлено, что введение в стекловидную фазу разных оксидов щелочных металлов в повышенных количествах приводит к понижению электропроводности, что объясняется уменьшением энергии активации носителей тока. Данное явление получило название «нейтрализационного эффекта».
Согласно У.Д. Кингери [2] электропроводность поликристаллического электроизоляционного керамического материала складывается из содержащихся в нем фаз. Заметная проводимость присуща стекловидной фазе, низкая – порам и кристаллам изолятора.
При наличии небольшого количества округлых изолированных и равномерно распределенных пор электропроводность уменьшается почти пропорционально увеличению пористости. Размер кристаллов керамики не оказывает влияния на величину электропроводности.
Г.И. Барашенковым было установлено, что у фарфора, изготовленного на микроклине, альбите и их смесях, tgδ возрастает при уменьшении в них отношения оксида калия к оксиду натрия. Наименьшая величина tgδ соответствует фарфору на микроклине (0.024), наибольшая – фарфору на альбите (0.271). Отмечается значительное возрастание tgδ в фарфорах, в которых отношение оксида калия к оксиду натрия составляет менее единицы. Были также установлены уменьшение tgδ у фарфора и повышение температуры, соответствующей его возрастанию, при частичной замене оксидов калия и натрия оксидами кальция.
Диэлектрическая проницаемость ε фарфора при замене микроклина альбитом повышается и более резко изменяется с ростом температуры. Полная замена в шихтовом составе фарфора микроклина альбитом вызывает рост ε в 1.4 раза при 20ºС и в 2 раза при повышении температуры до 50ºС.
Удельное объемное сопротивление ρυ у фарфора на микроклине выше (4*1013 ом*см), чем на альбите (1*1010 ом*см). Замена микроклина альбитом или уменьшение отношения К2О к Na2O вызывает понижение ρυ.
Электрическая прочность фарфора при нормальной температуре мало зависит от соотношения К2О к Na2O в стеклофазе. Однако от этого соотношения весьма существенно зависит температура, при которой наблюдается заметное снижение пробивной напряженности. Уменьшение в фарфоре отношения К2О : Na2O снижает эту температуру. Наиболее высокая температура наблюдалась у фарфора на микроклине (135ºС), наиболее низкая у фарфора на альбите (50ºС). Температуры, соответствующие заметному снижению пробивной напряженности, оказались близкими к температурам, при которых наблюдалось резкое возрастание tgδ. Следовательно, снижение пробивной напряженности при нагреве вызвано резким возрастанием диэлектрических потерь.
В этом же исследовании выявлено, что наличие в полевом шпате оксида кальция благоприятно сказывается на электрической и механической прочности фарфора. В ряде работ отмечается положительное влияние однородности структуры на его электрическую прочность и отрицательное – наличие пористости.
В связи с изложенным выше об электропроводности и диэлектрических потерях фарфора представляется возможным указать некоторые пути улучшения этих характеристик за счет:
1) уменьшения содержания щелочных оксидов;
2) увеличения в стеклофазе соотношения К2О : Na2O;
3) замены части щелочных оксидов оксидами щелочноземельных металлов.
М е х а н и ч е с к а я п р о ч н о с т ь. Механическая прочность фарфора, как и всякого керамического материала, определяется свойствами наиболее слабой составляющей его структуры – стекловидной фазы.
Прочность и упругость кристаллического кварца, муллита и фарфора характеризуются следующими (табл.1) величинами (кгс/см2):
Таблица 1 Механические свойства кварца, муллита и фарфора
| Свойства | Наименование кристаллической фазы | ||
| Кварц | Муллит | Фарфор | |
|
Предел прочности при сжатии, кгс/см2 |
22000 | 8300 | 4000-5500 |
|
Предел прочности при разрыве, кгс/см2 |
850 | 820 | 250-500 |
|
Предел прочности при изгибе, кгс/см2 |
1200 | 980 | 600-850 |
Из сопоставления приведенных выше данных следует, что механические свойства фарфора ниже аналогичных свойств содержащихся в нем кристаллических фаз.
Поскольку в электротехническом фарфоре содержится около 50% стекловидной фазы, ее превалирующее влияние на механические свойства фарфора не вызывает сомнения.
Прочность самой стекловидной фазы зависит от ее состава. Повышение в стекловидной фазе SiO2 и Al2O3 способствует увеличению ее прочности. Последнее в известных пределах может быть достигнуто за счет изменения состава шихты фарфора или режима обжига.
В связи со сказанным выше о прочностных характеристиках кристаллических фаз становится также очевидным положительное влияние на механические показатели фарфора повышения содержания в нем кварца и муллита.
Положительное влияние увеличения количества кварца на прочность фарфора подтверждается рядом исследований.
По теории Марцаля [2] наличие в составе шихты фарфора кварца приводит к возникновению внутренних напряжений в процессе охлаждения изделий, что обусловливается различными значениями коэффициентов линейного расширения кварца и стеклофазы.
Данные о коэффициентах линейного расширения в процентах в области температур от 20 до 780ºС приводятся ниже.
Кварц………………… 1.38
Кристаболит………… 1.82
Тридимит……………. 1.21
Муллит………………. 0.48
Полевой шпат……….. 0.34
Стеклофаза…………... 0.53 – 0.79
Фарфор……………….. 0.27 – 0.34
По Марцалю [2] стекловидная фаза до температуры застывания следует за объемным изменением зерен кварца. В связи с большим линейным расширением зерен кварца по сравнению с линейным расширением стекловидной фазы, окружающей их, возникают структурные напряжения сжатия, которые и обусловливают повышение механической прочности фарфора. При этом было показано, что максимальное достижение прочности возможно при определенном зерновом составе применяемого кварца.
Механическая прочность фарфора зависит не только от количества оставшегося в фарфоре кварца и размера зерен кварца, но и от степени его оплавления.
Механическая прочность фарфора определяется в основном остаточными напряжениями стекловидной фазы, которые тем выше, чем больше в фарфоре остаточного кварца. Рекомендуется применять массы, содержащие до 35% кварца за счет снижения содержания глинистых компонентов (до 40%) и полевого шпата.
Дитцелем и Падуровым [2] показано, что в зависимости от природы кварцевого сырья существенно изменяются фазовый состав фарфора и его технические характеристики. При прочих одинаковых условиях количество кристобалита увеличивается с повышением температуры обжига и уменьшением исходных величин зерен кварца. С учетом теории Марцаля и значений коэффициента линейного расширения модификаций кварца следует, что образование в фарфоре кристобалита должно оказывать положительное влияние на его механическую прочность.
Приведенные выше данные о влиянии наличия кварца на прочностные характеристики фарфора позволяют считать, что возникающие в фарфоре напряжения обусловливаются количеством нерастворившегося кварца, размером его зерен и степенью их оплавления. Одновременно с этим следует отметить влияние образующегося в процессе обжига кристобалита, а также состава стекловидной фазы, определяющего температуру ее затвердевания и величину коэффициента линейного расширения, на свойства фарфора.
Положительное влияние на механическую прочность фарфора оказывает и муллит, что подтверждается работами П.П. Будникова, Х.О. Геворкяна и др [2].
Увеличение общего содержания муллита в фарфоре может быть достигнуто путем повышения содержания глинистых составляющих либо дополнительным введением в массу Al2O3, которая, вступая в реакцию с кремнеземом, образует муллит.
С учетом изложенного о влиянии наличия кварца и муллита на свойства фарфора становится очевидной зависимость его прочностных характеристик от других факторов, оказывающих влияние на процесс фарфорообразования с точки зрения повышения в нем кристаллических фаз – природы полевошпатового сырья и минерализаторов, режима и температуры обжига.
Заметное повышение механической прочности достигается и за счет повышения дисперсности исходных компонентов, что приводит к получению более мелкозернистой и однородной структуры фарфора.
В ряде работ отмечается отрицательное влияние на механические характеристики фарфора наличия в нем пористости. Наличие пор служит признаком недостаточного развития стекловидной фазы или высокой ее вязкости. Устранения этого явления можно достичь увеличением в массе содержания полевошпатовых минералов либо повышением температуры или длительности обжига, если речь идет о фарфоре определенного состава.
Т е р м и ч е с к а я у с т о й ч и в о с т ь. Термическая устойчивость фарфора, т. е. его способность выдерживать температурные колебания без разрушения, является сложной функцией рядя его характеристик. Способность керамических материалов выдерживать резкие изменения температуры оценивается так называемым коэффициентом термической устойчивости. Для получения фарфора с повышенной термостойкостью необходимы, прежде всего, высокая прочность на разрыв и низкий коэффициент линейного расширения.
Учитывая значение коэффициентов линейного расширения фаз фарфора, можно считать, что фарфор будет обладать повышенной термостойкостью при большем содержании в нем муллита и меньшем кварца. Для получения фарфора с повышенной термостойкостью стекловидная фаза должна содержать большее количество SiO2 и Al2O3.
На практике термическую устойчивость изоляторов определяют перепадом температур, который они выдерживают при погружении их в воду [2].
Керамика на основе силикатов и алюмосиликатов
Муллит и корунд имеют высокую температуру плавления (соответственно 1910 и 2050ºС), благодаря чему нашли широкое применение в производстве огнеупорных и высокоогнеупорных керамических изделий. Кроме того, муллит и корунд как индивидуальные кристаллические вещества обладают рядом ценных электрофизических и химических свойств, которые используются в изделиях электроизоляционного назначения, химически стойких для работы при нормальных или умеренно высоких температурах.
В зависимости от химического и связанного с ним фазового состава высокоглиноземистую техническую керамику, так же как и огнеупорную керамику, подразделяют на три основные группы:
1) муллито-кремнеземистую с содержанием Al2O3 в пределах 45 – 70%;
2) муллито-корундовую с содержанием Al2O3 от 70 до 90%;
3) корундовую с содержанием Al2O3 более 95%.
Существенное отличие высокоглиноземистой технической керамики от огнеупорной состоит в ее плотной структуре, для формирования которой в состав вводят те или иные добавки, преследующие главным образом цель снизить температуру спекания.
При введении добавок фазовый состав высокоглиноземистой технической керамики становится более сложным, чем в соответствующих массах огнеупорной керамики. Если при производстве высокоглиноземистых огнеупоров стремятся ограничить содержание примесей, т.к. они могут снизить огнеупорные свойства, то при изготовлении технической керамики в ряде случаев специально вводят некоторые добавки, способные при умеренных температурах обжига образовать с основными компонентами массы стекловидную фазу желаемого состава. В ряде случаев стремятся к весьма точному соблюдению заданного фазового состава, поскольку от этого зависят технические свойства керамики. Этот прием типичен при производстве муллитовых и муллито-корундовых изделий, а также некоторых масс корундового состава.
Перечисленные особенности свойств, состава и строения высокоглиноземистой технической керамики обусловливают соответствующее построение технологического процесса, зачастую своеобразного в каждом отдельном случае [3].
Муллитовая и муллито-корундовая керамика
Муллитовую и муллито-корундовую керамику относят к группе высокоглиноземистых материалов. Муллитовой называют керамику, содержащую 45 – 70% Al2O3, в которой преобладающей кристаллической фазой является муллит. В муллито-корундовой керамике присутствует также корунд, при этом содержание Al2O3 составляет от 70 до 95% (рис.8).
Если в керамике содержание Al2O3 превышает 72%, то могут совместно существовать муллит и корунд. При 1850ºС эти кристаллические фазы образуют эвтектику. При дальнейшем повышении содержания Al2O3 от 72 до 77.2% образуются твердые растворы на основе муллита. Сказанное имеет место при использовании чистых оксидов SiO2 и Al2O3.
Реально в составе сырья, а также за счет вводимых добавок содержатся оксиды и других элементов, в основном щелочных и щелочноземельных, что может оказывать влияние на фазовый состав, строение и свойства керамики [4].
Диаграмма состояния системы Al2O3 – SiO2 (по Торопову и Галахову)
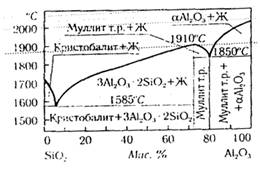
Рис.8
В реальных составах муллитовой и муллито-корундовой электроизоляционной керамики обычно содержится 6 – 10% оксидов щелочных и щелочноземельных металлов, образующих в процессе обжига жидкую фазу. Присутствующие в сырье и умышленно вводимые добавки (CaO, MgO, B2O3, BaO и др.) снижают температуру спекания. Фазовый состав такой керамики уже не будет соответствовать диаграмме состояния Al2O3 – SiO2, т.к. химический состав исходной смеси обогащен оксидами других металлов и система по существу перестает быть двухкомпонентной. Оксиды щелочных и щелочноземельных металлов взаимодействуют с SiO2 и другими оксидами, образуя при соответствующих температурах жидкую фазу, которая после охлаждения становится стекловидной. Так как щелочные и щелочноземельные оксиды в первую очередь взаимодействуют с SiO2, вся система после охлаждения будет обогащаться корундом и обедняться муллитом, т.к. часть SiO2, которая должна бы пойти на образование муллита, будет связана в стекловидной фазе.
Таким образом, в зависимости от содержания в исходной массе Al2O3 и SiO2, количества и вида примесей и специально введенных добавок может существовать бесчисленное количество вариантов составов муллитовой и муллито-корундовой керамики. При этом температура спекания и свойства будут меняться весьма существенно.
Производство спекшейся высокоглиноземистой керамики муллито-кремнеземистого и муллито-корундового состава, так же как и пористых огнеупорных изделий, может основываться на использовании природного высокоглиноземистого сырья группы минералов андалузита, кианита, силлиманита, дьюмортерита, либо чистых природных глин и каолинов с добавками искусственных материалов, содержащих Al2O3.
Муллитовая керамика, содержание Al2O3 в которой не превышает 70%, обычно имеет только одну кристаллическую фазу – муллит, а количество стекловидной фазы, в которую вовлекается и некоторая часть Al2O3, может достигать 40 – 50%.
В муллито-корундовой керамике количество Al2O3 обычно повышается при совместном присутствии муллита и корунда и при соответствующем снижении количества стекловидной фазы. Составы с содержанием Al2O3 70 – 80% широко представлены в различных видах электроизоляционной керамики. Целый ряд материалов, включающих 70 – 75% Al2O3, содержит помимо муллита еще и корунд, как, например, масса «уралит», ультрафарфор.
Причиной появления завышенного (против расчетно-теоретического) количества корунда может быть недостаточно тонкое измельчение глинозема, в результате чего он не полностью вступает в химические реакции, а также указанное выше взаимодействие добавок с SiO2. Составы керамики с содержанием Al2O3 70 – 95% в настоящее время весьма распространены в производстве различных видов электроизоляционной керамики.
Химический и фазовый составы высокоглиноземистой керамики находятся в зависимости от вида и чистоты применяемого сырья, его соотношения в массе и принятой технологии переработки.
Для производства изделий технической керамики электроизоляционного назначения помимо необходимого количества связующей глины вводят 3 – 5% плавней в виде щелочноземельных оксидов. В результате этого химический состав изделий еще больше обедняется Al2O3, и общее количество Al2O3 в изделии находится в пределах 50 – 55%. Фазовый состав также претерпевает изменение по сравнению с подобным составом огнеупорных изделий из этого сырья, и количество стекловидной фазы составляет уже около 50%.
Повышение содержания Al2O3 в изделиях и связанное с этим улучшение свойств технической керамики, может быть достигнуто только лишь одним путем, а именно путем введения в массу дополнительного количества Al2O3, чаще всего в виде технического глинозема. Меняя количество вводимого глинозема и природных видов сырья, глин и каолинов, а также количество добавок, есть возможность широко изменять составы высокоглиноземистой муллито-корундовой керамики.
В целях создания муллитовых материалов практикуется синтез муллита из глин и глинозема, который преследует цель связать образовавшийся при разложении глин или каолинита SiO2 во «вторичный» муллит [4].
Таким образом, для получения высокоглиноземистой керамики муллитового и муллито-корундового состава требуется провести синтез муллита. Синтез муллита может быть осуществлен двумя технологическими способами, а именно непосредственно в изделии при его однократном обжиге и предварительно в виде полуфабриката в форме брикета или спека.
Первый способ имеет много недостатков, связанных с большими усадками изделий, трудностью получения изделий точных размеров и правильной геометрией и поэтому в производстве технической керамики получил ограниченное применение. Однако при изготовлении некоторых изделий муллито-корундового состава, имеющих сравнительно невысокие усадки, этот способ находит широкое применение.
Муллитовую керамику чаще получают по второму способу, предусматривающему предварительный синтез муллита. Для этого глинозем подвергают помолу отдельно или совместно с глиной. Суспензию обезвоживают на фильтрпрессах и после подсушки коржи перерабатывают на ленточных прессах в брикет, который после подсушки обжигают. Предварительный обжиг глинозема в этом процессе не требуется. Добавки – плавни вводят при помоле или смешивании. Температура обжига брикета и спека при предварительном синтезе составляет 1400 - 1450ºС, в зависимости от состава масс. Известно, что синтез муллита без введения добавок требует температуру 1570 - 1650ºС, при которой завершается спекание.
Полученный спек дробят и подвергают тонкому измельчению обычно в шаровых мельницах с кремневой футеровкой, поскольку небольшой намол SiO2 не влияет на свойства изделий. Для изготовления изделий из измельченного муллита могут быть использованы различные технологические схемы. В случае пластического формования муллит вновь смешивают с огнеупорной пластичной глиной. И далее процесс совпадает с обычной схемой пластического формования. Практически необходимый минимум введения глинистых веществ, при котором масса сохраняет пластические свойства, составляет 25 – 30%, а это означает, что предельное содержание Al2O3 в массе не будет превышать 75 – 80%. Температура окончательного обжига изделий находится в пределах 1350 – 1450ºС. Если изделия будут изготовлять по непластичной технологии, то порошок муллита должен быть соответствующим образом подготовлен.
Введение в муллито-корундовые массы оксидов щелочноземельных металлов и почти полное исключение оксидов щелочных металлов обусловлено стремлением понизить электропроводность образующейся стекловидной фазы, т.к. носителями тока являются главным образом ионы Na+ и K+. Наиболее эффективное влияние на снижение электропроводности оказывают ионы Са+ (ионный радиус 1.04Å) и Ва2+ (1.38 Å). Считается, что эти ионы большого размера и несут большой заряд, имеют меньшую подвижность и тормозят движение ионов щелочных металлов, понижая тем самым электропроводность всей системы. Такое совместное действие двух различных видов ионов, снижающих электропроводность стекловидной фазы, носит название нейтрализационного эффекта.
Свойства высокоглиноземистой спеченной керамики муллитового и муллито-корундового состава зависят от ряда факторов и прежде всего:
1) от химического состава, главным образом содержания Al2O3, вида и количества примесей и введенных добавок;
2) от фазового состава и соотношения основных кристаллических фаз, т.е. муллита и корунда, а также и от состава стекловидной фазы и ее количества;
3) от микроструктуры материала, размера и формы кристаллических фаз, характера распределения стекловидной фазы и пор.
Как правило, все механические и электрофизические свойства высокоглиноземистой керамики улучшаются по мере увеличения в ней содержания Al2O3, что, в свою очередь, приводит сначала к росту муллитовой, а затем и корундовой фазы. Поскольку муллит и корунд обладают высокими значениями электрофизических свойств, свойства изделий определяются в первую очередь содержанием этих кристаллических фаз, а также количеством и соотношением их и стекловидной фазы.
Значения основных механических свойств для высокоглиноземистой технической керамики с различным содержанием Al2O3 даны в табл.2.
Благодаря высоким электрофизическим свойствам муллитовую и муллито-корундовую керамику в качестве высокочастотного и в ряде случаев высоковольтного изолятора.
Диэлектрическая проницаемость муллито-кремнеземистых масс обычно находится в пределах 5.5 – 6.5, муллито-корундовых 6.5 – 9, а чистого корунда 10.5 – 12. С повышением температуры диэлектрическая проницаемость возрастает незначительно.
Таблица 2 Механические свойства плотной спекшейся высокоглиноземистой керамики (средние значения)
| Керамика |
Содержание Al2O3 в % |
Предел прочности |
Модуль упругости Е*106 в кг/см2 |
||
|
при сжатии в кг/см2 |
при изгибе в кг/см2 |
при ударном изгибе кг*см/см2 |
|||
| Муллито-кремнеземистая |
45 – 60 60 – 70 |
4000 – 5000 5000 – 10000 |
600 – 800 800 – 1200 |
2 – 3 3 – 4.5 |
1 – 1.1 1.1 – 1.5 |
|
Муллито- корундовая |
70 – 80 80 – 95 |
10000 – 15000 15000 – 20000 |
1200 – 1800 2000 – 3000 |
4.5 – 6 5.5 – 6.5 |
1.5 – 2.3 2.3 – 3.2 |
Удельное объемное сопротивление ρv высокоглиноземистой керамики в значительной мере зависит от количества и состава стекловидной фазы, поскольку ρv муллита и корунда существенно выше, чем у стекла. При низких температурах ρv в муллитовых и муллито-корундовых массах обычно отличается не более чем на 2 – 3 порядка. Однако с повышением температуры наличие стекловидной фазы проявляется более заметно, и объемное сопротивление масс с меньшим количеством кристаллических муллита и корунда снижается значительно заметнее, чем у масс с высоким содержанием кристаллических фаз (рис.9).
Диэлектрические потери высокоглиноземистой керамики также увеличиваются по мере роста в ней стекловидной фазы и во многом зависят от состава этой фазы. Одновременно на диэлектрические потери влияет и структура материала. Плотная керамика, при минимальном содержании закрытых пор, имеет меньшие потери, чем керамика такого же состава, но с большей пористостью вследствие потерь энергии на ионизацию газа, находящегося в порах.
Зависимость удельного объемного сопротивления от температуры
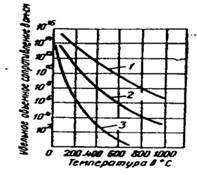
Рис.9 1 – корунд; 2 – муллито-корундовая керамика; 3 – фарфор
Диэлектрические потери высокоглиноземистой керамики возрастают с повышением температуры и до определенного значения частоты тока.
Корунд имеет tgδ=(1÷3)10-4 при 20ºС, частоте 1 – 3 МГц и содержании 50 – 60% Al2O3 имеет tgδ=(30÷60)10-4, при содержании 70 – 80% около (5÷10)10-4.
Величина пробивной напряженности у высокоглиноземистой керамики находится в пределах 30 – 35 кВ/мм и сильно зависит от структуры материала [3].
Выбор соотношения глинозема и полевого шпата в высокопрочных фарфоровых массах
Для разработки новых составов высокопрочного глиноземистого фарфора необходимо изучение прочностных свойств продуктов взаимодействия глинозема с полевошпатовыми материалами с целью установления общих закономерностей образования глиноземполевошпатовых композиций, сочетающих высокую прочность с низкой температурой спекания.
Исследовали [5] спеки глинозема с полевошпатовыми материалами при соотношениях 1:1, 1.5:1, 2:1, 3:1. для приготовления спеков использовали глинозем ГК; белогорский и приладожский полевые шпаты, приладожский пегматит. Химический состав сырьевых материалов приведен в табл.3. Путем смешивания этих материалов готовили смеси, шихтовый состав которых представлен в табл.4. Образцы изготовляли прессованием при удельном давлении 200 МПа с последующей сушкой и обжигом при температурах 1300, 1350, 1380, 1410 и 1430ºС в течение 9ч с выдержкой при конечной температуре 45мин.
Таблица 3 Химический состав сырьевых материалов
| Материал | Массовое содержание, % | |||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
TiO2 |
CaO | MgO |
K2O |
Na2O |
∑R2O |
п.п.п. | |
| Белогорский полевой шпат | 65.80 | 18.30 | 0.14 | 0.11 | 0.54 | 0.19 | 11.05 | 3.46 | 14.52 | 0.47 |
|
Приладожский полевой шпат: I II |
68.12 64.14 |
16.60 18.93 |
0.24 0.44 |
0.34 0.28 |
0.56 0.51 |
0.20 0.09 |
10.18 12.27 |
3.44 3.45 |
13.62 15.72 |
0.30 0.30 |
| Приладожский пегматит | 73.35 | 15.00 | 0.28 | 0.22 | 0.55 | 0.19 | 7.00 | 2.80 | 9.8 | 0.57 |
| Глинозем ГК | 3.85 | 94.91 | 0.12 | - | - | - | 0.48 | 0.23 | - | 0.41 |
По расчетному химическому составу исследуемых смесей содержание суммы щелочных оксидов в них изменяется от 2.98 до 8.93, отношение содержания глинозема к сумме щелочных оксидов (Al2O3:∑R2O) – от 4.88 до 25.20 и отношение содержания оксида калия к оксиду натрия (K2O:Na2O) – от 2.40 до 3.38 (табл.5). За температуру спекания принята температура максимальной усадки образца при дилатометрических испытаниях по методу ВНИИФа.
Физико-механические характеристики глиноземполевошпатовых смесей приведены в табл.6. Температура спекания исследованных смесей изменяется от 1300 до 1520ºС. Модуль упругости образцов, обожженных при температурах их спекания, находится в пределах 8*104 – 12*104 МПа. Значения температур спекания, лежащих выше 1430ºС, получены экстраполяцией зависимости открытой пористости от температуры обжига соответствующих образцов.
Таблица 5 Содержание оксидов в исследуемых смесях
| Смесь | Массовое содержание, % |
K2O: :Na2O |
α-Al2O3: :∑R2O |
||
|
K2O |
Na2O |
∑R2O |
|||
| 1 | 5.46 | 1.85 | 7.61 | 3.12 | 6.55 |
| 2 | 4.71 | 1.52 | 6.23 | 3.10 | 9.64 |
| 3 | 4.00 | 1.30 | 5.30 | 3.08 | 12.60 |
| 4 | 3.12 | 1.01 | 4.13 | 3.10 | 18.10 |
| 5 | 3.74 | 1.52 | 5.26 | 2.46 | 9.50 |
| 6 | 3.09 | 1.29 | 4.38 | 2.40 | 13.70 |
| 7 | 2.65 | 1.08 | 3.73 | 2.45 | 17.90 |
| 8 | 2.11 | 0.87 | 2.98 | 2.43 | 25.20 |
| 9 | 5.33 | 1.84 | 7.17 | 2.90 | 6.96 |
| 10 | 4.36 | 1.51 | 5.87 | 2.89 | 10.20 |
| 11 | 3.71 | 1.29 | 5.00 | 2.88 | 13.10 |
| 12 | 2.90 | 1.03 | 3.93 | 2.82 | 19.10 |
| 13 | 5.46 | 1.67 | 7.13 | 3.27 | 7.75 |
| 14 | 6.17 | 1.88 | 8.15 | 3.34 | 5.97 |
| 15 | 6.89 | 2.04 | 8.93 | 3.38 | 4.88 |
Математическая обработка результатов позволила получить уравнение 1-го порядка для зависимости температуры спекания образцов от отношения корунда к сумме щелочных оксидов и отношения оксида калия к оксиду натрия
Тсп=799.41+133.72х1+15.51х2 ,
где Тсп – температура спекания;
х1 – соотношения содержания оксидов K и Na (K2O:Na2O);
х2 – отношение содержания α-Al2O3 к сумме оксидов щелочных металлов (α-Al2O3:∑R2O).
Таблица 6 Характеристики исследуемых смесей
| Смесь |
Модуль упругости Е*10-4, МПа, при температуре, ºС |
Темпера- тура спе- кания,ºС |
||||
| 1300 | 1350 | 1380 | 1410 | 1430 | ||
| 1 | 7.50 | 8.82 | 8.51 | 7.61 | - | 1325 |
| 2 | 6.93 | 8.32 | 8.71 | 8.90 | 9.82 | 1375 |
| 3 | 6.02 | 6.28 | 6.99 | 9.58 | 10.52 | 1410 |
| 4 | 5.41 | 6.38 | 6.57 | 8.93 | 10.23 | 1500 |
| 5 | 8.10 | 9.05 | 9.00 | 9.42 | 10.29 | 1305 |
| 6 | 8.08 | 9.39 | 9.34 | 10.19 | 10.96 | 1335 |
| 7 | 6.57 | 8.14 | 8.20 | 10.89 | 12.42 | 1400 |
| 8 | 5.47 | 6.73 | 6.46 | 9.64 | 11.40 | 1520 |
| 9 | 9.25 | 8.88 | 8.92 | 9.00 | 10.32 | 1290 |
| 10 | 7.98 | 9.18 | 9.25 | 10.42 | 11.65 | 1340 |
| 11 | 8.38 | 7.85 | 9.20 | 10.49 | 12.39 | 1380 |
| 12 | - | - | 7.30 | 9.98 | 11.83 | 1465 |
| 13 | 8.30 | 10.00 | 10.80 | 11.10 | 10.90 | 1390 |
| 14 | 10.80 | 10.60 | 10.40 | 10.10 | 9.80 | 1330 |
| 15 | 10.30 | 10.00 | 9.70 | 9.30 | 9.10 | 1300 |
Анализ уравнения показывает, что увеличение как соотношения K2O:Na2O, так и соотношения α-Al2O3:∑R2O приводит к повышению температуры спекания. При этом увеличение соотношения K2O:Na2O на 0.1 повышает температуру спекания на 13.4ºС, а увеличение соотношения α-Al2O3:∑R2O на 1.0(5.0) – на 15.5ºС (77.5ºС). Таким образом, для снижения температуры спекания целесообразней уменьшить соотношение K2O:Na2O.
В табл.6 приведены значения модуля упругости образцов, обожженных при температуре их спекания, при различных соотношениях K2O:Na2O и α-Al2O3:∑R2O в смесях. С увеличением соотношения α-Al2O3:∑R2O наблюдается рост модуля упругости материала. Возрастание соотношения K2O:Na2O при постоянном соотношении α-Al2O3:∑R2O также сопровождается повышением модуля упругости образцов.
Одна и та же величина модуля упругости может быть достигнута при различных соотношениях K2O:Na2O и α-Al2O3:∑R2O в материалах.
Обработка экспериментальных данных позволила получить уравнение 2-го порядка
М=37.85+13.80х1-17.07х2-76.60х3-4.41х1х2+6.44х1х3+24.28х2х3-0.11х12- 1.82х22+32.56х32,
где М – модуль упругости, 104 МПа;
х1 – соотношение K2O:Na2O;
10*х2 – соотношение α-Al2O3:∑R2O;
103*х3 – температура обжига, ºС.
Частные производные по х1 и х2 равны:
∂М/∂х1=13.80-0.22х1-4.41х2-6.44х3;
∂М/∂х2=-17.07-4.41х1-3.64х2+24.28х3. (1)
Из условия ∂М/∂хi=0 получены уравнения, позволяющие определить значения х1 и х2, при которых модуль упругости имеет экстремум
х1=62.73-20.05х2-29.27х3; (2)
х2=-4.69-1.21х1+6.67х3. (3)
По уравнению (2) при заданных величинах температуры обжига и соотношения α-Al2O3:∑R2O можно выявить соотношение K2O:Na2O, при котором модуль упругости принимает максимальное значение. Аналогично по уравнению (3) можно найти соотношение α-Al2O3:∑R2O, при котором модуль упругости максимален при заданных значениях температуры обжига и соотношения K2O:Na2O.
При постоянной температуре обжига поверхность, описываемая уравнением (1), имеет вид «седла» - гиперболического параболоида.
Решив систему уравнений (2) и (3), получим координаты «седловинной» точки в зависимости от температуры обжига
х1=7.01х3-6.74; (4)
х2=3.47-1.81х3. (5)
Из уравнений (4) и (5) следует, что при повышении температуры обжига координаты «седловинной» точки сдвигаются в сторону бóльших значений соотношения K2O:Na2O и меньших значений соотношения α-Al2O3:∑R2O. Поскольку в этой точке модуль упругости принимает минимальное из максимальных значение, при увеличении температуры обжига целесообразно выбирать составы с минимально возможным для получения спеченного материала значением соотношения K2O:Na2O. Соответственно при пониженных температурах обжига для повышения модуля упругости рациональнее увеличивать соотношение K2O:Na2O, а не α-Al2O3:∑R2O.
Ограничения, накладываемые на соотношения α-Al2O3:∑R2O и K2O:Na2O, обусловлены характеристиками сырья и возможностями технологического процесса.
Следует также отметить, что при постоянном значении соотношения α-Al2O3:∑R2O, меньшем значения, соответствующего уравнению (2), с увеличением соотношения K2O:Na2O модуль упругости повышается. При постоянных значениях соотношения α-Al2O3:∑R2O, больших значения, соответствующего уравнению (2), с возрастанием соотношения K2O:Na2O модуль упругости снижается.
Установленные математические модели могут быть использованы для выбора состава масс с оптимальными свойствами [5].
Влияние фазового состава фарфора на его механическую прочность
Фазовый состав обожженного фарфора в значительной степени зависит от свойств сырьевых материалов. Для производства высоковольтных изоляторов из фарфора подгруппы 120 используется глиноземистая масса, содержащая 25% глинозема. Различие в свойствах поступающего сырья приводит к изменению фазового состава керамики. Кроме того, на фазовый состав оказывает влияние изменение шихтового состава массы, что обусловлено необходимостью поддержания ее технологических свойств на заданном уровне. В шихтовой состав массы вводят глинозем, полевой шпат, пегматит, бой фарфора после первого обжига, кыштымский каолин, просяновский каолин, глина.
Изменения фазового состава, вызванные колебаниями свойств сырья и шихтового состава массы, оказывают влияние и на физико-механические характеристики обожженного материала. По данным химического анализа содержание оксидов изменяется в следующих пределах (%): 41.20 – 46.37 SiO2, 43.40 – 47.70 Al2O3, 0.31 – 0.95 Fe2O3, 0.17 – 1.37 TiO2, 0.40 – 1.28 CaO, 0.11 – 0.69 MgO, 2.07 – 3.45 K2O, 0.90 – 1.47 Na2O, 4.60 – 6.01 п.п.п. Прочность при изгибе при этом составляет 108 – 154 МПа, при растяжении – 50 – 78 МПа.
В получаемом в процессе обжига фарфоре присутствуют следующие фазы: корунд, муллит, остаточный кварц, стекловидная фаза и газовая фаза (поры). На основании данных химического анализа были рассчитаны фазовые составы материалов с учетом допущений:
- корунд не растворяется в стеклофазе при технологических режимах обжига и помола глинозема, принятых в производстве;
- в стеклофазе растворяется около 25% образующего муллита и остаточного кварца;
- количество газовой фазы постоянно.
Таким образом, было рассчитано 69 фазовых составов глиноземистого фарфора, в которых содержание муллита находится в пределах 14.47 – 19.57%, остаточного кварца – 6.83 – 15.29%, и стеклофазы – 43.66 – 51.80%. Расчеты были подтверждены выборочным рентгенофазовым анализом.
Влияние фазового состава фарфора на его прочность при изгибе и растяжении можно определить по уравнениям:
σи=-425.7+46.15М+21.29S-0.588+M2+0.017S2; (1)
σр=-9.853+12.13М-0.774S-0.3765МS-0.1643М2+0.1351S2 (2)
где М и S – содержание муллита и остаточного кварца соответственно.
В приведенных уравнениях только два переменных параметра: содержание муллита и остаточного кварца. Это связано с тем, что содержание корунда постоянно, а три остальных компонента подчиняются уравнению связи
М+S+St=75,
где St – содержание стеклофазы.
Следовательно, в фазовом составе глиноземистого фарфора независимо изменяются только два параметра, содержание третьего (стеклофазы) определяется по уравнению связи.
Уравнения (1) и (2) являются полиномами 2-го порядка. Для удобства их анализа были построены зависимости прочности фарфора от содержания в нем муллита и остаточного кварца ( рис.10).
Зависимость прочности при изгибе от содержания муллита и кварца геометрически в трехмерном пространстве представляет собой поверхность 2-го порядка типа «седло» (гиперболический параболоид). Проекции срезов этой поверхности на плоскости MS показаны на рисунке а.
Кроме того, на рисунке нанесены прямые, соответствующие графическим зависимостям, полученным из условия равенства нулю частных производных:
(∂σи/∂М)S=0=46.15-1.449S-1.176М;
(∂ σи/∂S)М=0=21.29-1.449М+0.0342S.
Влияние содержания муллита и остаточного кварца на прочность фарфора при изгибе и растяжении
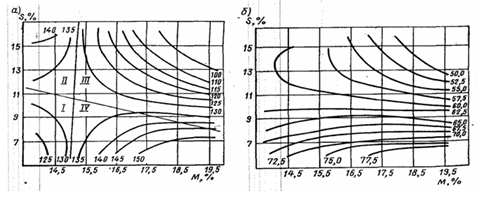
Рис.10 а – прочность фарфора при изгибе; б – прочность фарфора при растяжении. М – содержание муллита; S – содержание остаточного кварца
(цифры на изолиниях соответствуют прочности материала (МПа))
Эти прямые представляют собой геометрические места точек экстремума прочности. Они делят исследуемую область на четыре части. При содержании в фарфоре остаточного кварца менее 11% (области I и IV) увеличение доли муллита приводит к повышению прочности, причем тем значительнее, чем меньше содержание остаточного кварца. При постоянном содержании остаточного кварца более 11% (области II и III) увеличение доли муллита вызывает снижение прочности, причем тем значительнее, чем больше содержание остаточного кварца. При постоянном количестве муллита в области его содержания менее 15% (области I и II) возрастание доли остаточного кварца повышает прочность. И наоборот, прочность снижается при увеличении содержания остаточного кварца, если в фарфоре имеется более 15% муллита (области III и IV).
Уменьшение содержания стеклофазы в области III за счет одновременного повышения доли кристаллических фаз приводит к снижению прочности, как и увеличение доли стеклофазы за счет обеих кристаллических фаз (область I). Это связано с тем, что массы имеют одну и ту же температуру спекания.
Прочность при растяжении материала уменьшается при увеличении доли остаточного кварца и возрастает при повышении содержания муллита во всей исследованной области (рис. б).
На основании статистического анализа приведенных данных можно сделать следующие выводы. Прочность при изгибе глиноземистого фарфора повышается при увеличении доли одной из кристаллических фаз за счет уменьшения доли второй кристаллической фазы и стеклофазы. Наибольшее повышение прочности при изгибе можно достичь увеличением содержания муллита в обожженном фарфоре за счет уменьшения доли остаточного кварца и стеклофазы. Прочность при растяжении снижается при увеличении содержания остаточного кварца и возрастает с повышением доли муллита.
Таким образом, повысить прочность глиноземистого фарфора можно путем замены материалов шихты (например, замена боя фарфора после первого обжига обожженным каолином приводит к увеличению в фарфоре доли муллита за счет уменьшения содержания остаточного кварца и стеклофазы), а также благодаря рациональному изменению шихтового состава массы с учетом не только технологических параметров массы, но и физико-механических характеристик обожженного материала [6].
Действие минерализаторов на спекание фарфоровых масс
В настоящее время много внимания уделяется разработке энергосберегающих технологий. В связи с этим большое значение придается использованию минерализаторов для интенсификации процессов спекания керамических масс.
Процесс спекания пластичных керамических масс, в состав которых входит значительное количество глинистых компонентов (50 – 60%), можно представить двумя основными стадиями, первая из которых начинается при 700 – 800ºС и сопровождается заметным уменьшением площади поверхности реагирующих компонентов, укрупнением пор и незначительным изменением общей пористости, и второй, протекающей при 1000 – 1350ºС и сопровождающейся уменьшением пористости, усадкой и уплотнением.
Такое условное разграничение стадий процесса фарфорообразования позволяет рассмотреть действие минерализаторов в период реакций, протекающих в твердой фазе, и в период реакций с участием жидкой фазы.
Как известно, одним из основных кристаллообразующих компонентов в структуре фарфора является каолинит, который в процессе обжига претерпевает сложные стуктурно-фазовые превращения.
Процесс разложения структуры каолинита при нагревании связан с разрывом связей Al – O – OH, изменением связей Si – O – Al, появлением Al в четверной координации, на что указывает полоса в области 750 см-1 при температуре 500 – 550ºС. Разрушение октаэдрической координации Al3+ подтверждено кривыми радиального распределения электронной плотности, построенными по данным высокотемпературного рентгеновского анализа: зафиксировано исчезновение максимума с расстоянием 1.944Å, принадлежащим связи алюминия в четверной координации с кислородом. Одновременно обнаружено увеличение длины связи Si – O.
Минерализаторы значительно меняют ход процесса, иногда вплоть до образования различных фаз – шпинели или муллита.
П.П. Будниковым и другими исследователями показано, что по мере увеличения атомной массы и ионного радиуса элементов (от 0.2 до 1.43 Å) их активность как минерализаторов значительно возрастает. Наиболее эффективно действуют катионы второй группы периодической системы. Катионы других групп (Ti4+, Zr4+, Mn2+ и B3+) существенного влияния на процесс образования муллита не оказывают, Fe3+, Ni3+ замедляют его. Было высказано предположение о внедрении катионов элементов второй группы (Ca2+, Ba2+, Mg2+) в решетку муллита, а также установлено, что способность к образованию твердых растворов уменьшается с увеличением атомной массы и ионного радиуса катиона добавки. Так, ион Ca2+ (R=1.06 Å) легко внедряется в решетку муллита при относительно низких температурах, когда структура еще формируется, ионы Ba2+ и Mg2+ - при более высоких температурах, т.к. их размеры соизмеримы с размерами пустот в решетке муллита.
Катионы добавок действуют тем эффективнее, чем меньше их ионный радиус; выявлена также зависимость интенсивности процесса образования муллита от прочности связи катион – кислород добавки. Отмечена высокая эффективность добавки Fe2O3 (введенной в массу в виде FeCl3) в интервале температур 1000 - 1300ºС. Показана высокая активность добавок Li(LiC2H2O), B3+(H3BO3) и W6+(H3PO4*12WO3*nH2O), а также установлена определенная температура обжига, при которой характерно наиболее активное действие каждого минерализатора на процесс муллитизации, состоящий из двух, одновременно протекающих стадий: появление центров кристаллизации и рост образовавшихся кристаллов. Наиболее эффективное действие исследованные минерализаторы оказывают на первую стадию процесса муллитизации. При повышении температуры обжига до такого уровня, при котором преобладает процесс роста кристаллов, это действие ослабляется, при 1400ºС – не появляется.
Действие минерализаторов зависит также от типа вводимого соединения: фториды щелочных металлов уменьшают выход муллита, сульфаты и хлориды его увеличивают. Добавки фторида и карбоната лития снижают температуру кристаллизации муллита до 550ºС.
Аналогично проявляется действие фторида алюминия, введение которого в количестве 10% (по массе) способствует образованию муллита при 650ºС. Интенсификация образования муллита в присутствии AlF3 объясняется тем, что уже при 300 – 680ºС минерализатор взаимодействует с каолинитом, в результате SiO2 выводится из системы в виде соединения Al2Si2O3(OAlF2)4, равновесие реакции смещается в сторону кристаллизации муллита.
В качестве минерализаторов были опробованы соли Na, K, Li, Ca, Mg, Zn, Al; оксиды - Cr2O3 , TiO2, Fe2O3, ZrO2, MoO3, B2O3, SnO2, известково-натриевое стекло, шлаки, золы и др. Установлено, что индуцированная муллитизация является каталитическим процессом, в ходе которого образуется нестабильная промежуточная фаза. Минерализаторы оказывают влияние на рост, форму и размеры кристаллов муллита, образующихся в фарфоре. Так, на основе результатов петрографического анализа материалов из обогащенного каолина, кварца и полевого шпата, в которые вводили в качестве минерализаторов ZnO, TiO2 и Fе2O3, установлено, что длина и ширина кристаллов игольчатого муллита колебались от 71.1 до 104.2 мкм и от 13.3 до 30.2 мкм соответственно. При этом рост, форма, взаимосцепление и распределение кристаллов муллита были непосредственно связаны с вязкостью и составом расплава, изменявшимися в зависимости от природы минерализатора.
Высокая растворимость муллита в расплаве, содержащем ZnO, устраняла положительное влияние маловязкой стеклофазы на рост кристаллов муллита. В связи с этим микроструктура образцов фарфора, содержащих ZnO, была представлена агрегированными тонкоигольчатыми кристаллами муллита. Повышенная вязкость расплава образцов, содержащих добавки TiO2, препятствовала росту крупных кристаллов, мало растворимых в алюмосиликатном расплаве и поэтому более устойчивых.
В микроструктуре образцов фарфора, содержащих TiO2, обнаружены равномерно распределенные мельчайшие взаимосцепленные иглы муллита. Максимальная вязкость расплава образцов фарфора, содержащих Fе2O3, препятствовала образованию крупных кристаллов муллита и ограничивала возможность их перемещения. В структуре таких образцов преобладали короткие иглы муллита.
Исследовано также влияние минерализаторов H3BO3, MnO2, CaCl2, NaCl и RbCl на образование муллита при обжиге глины. По эффективности влияния на выход муллита эти минерализаторы были расположены в следующем порядке:
H3BO3 > MnO2 > CaCl2 > NaCl > RbCl.
Выход муллита при 1000ºС возрастает в случае введения добавок. Так, количество муллита, определенное рентгеновским анализом, в образцах, содержащих 20% (молярная доля) добавок и подвергшихся изотермической обработке при 1000ºС в течение длительного стабильного промежутка времени, составляло (%): из чистого каолина – 8.7, с добавкой Li2CO3 – 16.5, LiF – 19.7, MgF2 – 20.7, MgO – 22.5, CuF2 – 27.7, CuO – 29.3%.
Кинетика образования муллита описывается уравнением Таммана:
a= A + B lg t,
где a – выход муллита;
t – время, ч;
A и B – константы.
Значения А возрастают в порядке перечисления добавок от 5.1 до 20.8; константа В для каолина без добавок равна 1.5, для остальных образцов она находится в пределах 3 – 3.6. По достижении некоторого времени ti выход муллита стабилизируется.
Минерализаторы оказывают значительное влияние на высокотемпературные реакции каолинита. В образцы каолинита с упорядоченной и неупорядоченной структурой вводили добавки СаО и К2О в виде нитратов, перемешивали в вибромельнице в присутствии шаров из глинозема и изопропилового спирта, затем сушили при 110ºС в течение 24ч. Дифференциально-термический анализ (20 – 1500ºС, скорость 10ºС/мин) показал. Что первый экзотермический пик соответствует образованию центров кристаллизации, второй (при 1275ºС) является результатом быстрого роста кристаллов муллита за счет протекания процессов растворения – осаждения, способствующих образованию аморфной или жидкоподобной фазы, богатой SiO2. Третий экзотермический пик при 1460ºС – результат кристаллизации и роста кристаллов кристобалита.
При введении добавок К2О твердофазовые реакции протекают по границам зерен метакаолинита с образованием соединения, реагирующего с аморфной фазой. Этот процесс сопровождается возникновением модифицированного расплава, что соответствует второму экзотермическому пику на дифференциальной термической кривой. При протекании названной реакции в аморфную фазу, богатую SiO2, поступает некоторое количество К2О, ускоряющего рост кристаллов муллита. При этом наблюдается снижение температуры максимума второго экзотермического пика.
И, наконец, большое количество К2О ускоряет кристаллизацию и рост кристаллов кристобалита, что обусловливает появление третьего экзотермического пика, сливающегося со вторым.
Добавки СаО оказывают подобное действие, но при этом второй пик сдвигается в сторону более высоких температур. При таком смещении реакции аморфная фаза в первичных зернах метакаолинита обогащается вводимыми оксидами. Соответственно кристобалит, образующийся внутри первичных каолинитовых зерен, переходит в расплав. Увеличение количества добавок ускоряет растворение кристобалита. Если количество добавок, температура и продолжительность реакции достаточны, то весь кристобалит растворяется и конечный равновесный состав содержит только муллит и жидкую фазу. При охлаждении жидкая фаза затвердевает, образуя стеклофазу, при этом возможно осаждение вторичного муллита.
Степень превращения каолинита в муллит при обжиге каолинита была определена методом случайного баланса, с помощью которого оценено влияние 28 факторов, включающих 26 добавок-минерализаторов. Найдено, что степень превращения возрастает с повышением температуры обжига, продолжительности выдержки, содержания добавок MgSO4, Cr2O3, K2CO3 уменьшается с увеличением количества добавок CaF2 и Na2SiF6. Этот метод позволил выделить два парных фактора, положительно влияющих на степень превращения, а именно: введение комплексных добавок, представленных MgSO4, B2O3 и MnO, P2O5.
Результаты данной работы служат подтверждением целесообразности использования в качестве минерализаторов сложных добавок.
Роль минерализаторов выполняют также примеси, содержащиеся в природных сырьевых материалах. Из исходных каолинов прессовали образцы, обжигали их в электропечи при температурах 1200, 1300, 1400ºС. Образцы одной серии были обожжены в производственной туннельной печи при 1410ºС. Более длительный обжиг в туннельной печи и восстановительная атмосфера процесса обусловливали повышение плотности образцов, а также образование в них стеклофазы в большем количестве. Электронно-микроскопический анализ показал, что при термической обработке каолинит превращается в первичный муллит, при охлаждении после обжига из расплава кристаллизуется вторичный муллит в виде игл.
В образцах исключительно чистых каолинов, не содержащих примесей, которые выполняют роль минерализаторов, образование вторичного муллита не наблюдалось.
Муллит игольчатой формы является продуктом превращения каолинита, в результате которого из него выделяется диоксид кремния, ряд природных примесей задерживается в кристаллической решетке. Fe2O3 рассматривается как единственная добавка, которая образует с муллитом твердый раствор. При этом действие минерализаторов объясняется уменьшением поверхностной энергии кристаллов, что обусловливает их рост.
Установлено, что особенно эффективно действуют комплексные добавки. При одновременном введении в состав керамических масс из гидрослюдисто-каолинитовой глины добавок MnO2 и NaF значительно повысилась степень интенсификации спекания и улучшились физико-механические свойства по сравнению со свойствами исходной глинистой системы. Отмечено также значительное улучшение эксплуатационных свойств керамических материалов: кислотостойкость повысилась на 9% и щелочестойкость – на 27%.
Такое положительное изменение свойств глинистых систем при добавке минерализаторов связано с совершенствованием формирующейся при их термической обработке кристаллической структуры. Это подтверждено данными рентгенофазового анализа. Образцы гидрослюдисто-каолинитовой глины с добавками минерализаторов после термической обработки отличались от образцов без добавок значительно большей интенсивностью и степенью охарактеризованности рефлексов муллита (0.540, 0.288, 0.269, 0.254, 0.22 нм), что свидетельствует о росте его количества и совершенствовании морфологии кристаллов. Практическим результатом этих исследований явилась разработка состава массы для получения фасадных плиток при скоростном обжиге.
Активирующее действие минерализаторов на процесс спекания керамических масс связано не только со структурой образующихся при обжиге кристаллических фаз, но и со структурой силикатного расплава, широкое применение для объяснения поведения которых получила теория «экранирования» Вейля.
Так, введение в полевошпатовый расплав добавок с легкополяризуемыми катионами (B3+, Ti4+, Mn2+), улучшающими экранирование малополяризуемых катионов – стеклообразователей, способствует повышению реакционной способности расплава, что обусловливает интенсификацию процесса образования фарфора. При этом улучшаются условия для насыщения валентных связей комплексообразующих катионов (Si4+, Al3+) за счет экранирования их подвижными анионами кислорода, которые связаны с легкополяризуемыми катионами минерализатора.
Замещение ионов кремния ионами алюминия в основной структуре возможно при условии локальной нейтрализации заряда одно- и двухзарядными катионами, которые располагаются в полостях пространственной решетки , образованной тетраэдрами [SiO4] и [AlO4]. В таких материалах соотношения R2O : Al2O3 и RO : Al2O3 равны единице, и немостиковые атомы кислорода отсутствуют. Влияние оксидов трехвалентных металлов на вязкость щелочесиликатного расплава зависит от природы оксида и его концентрации. Так, Al2O3 повышает вязкость литийсодержащих стекломасс, Fe2O3 (до 0.5% по массе) снижает ее в такой же степени, как В2О3, введенный в том же количестве.
Действие В2О3 на калийсодержащие расплавы аналогично его действию на литийсодержащие массы.
Положительное влияние оказывают сложные добавки и предполагается образование комплексных соединений в стеклофазе. В качестве таких добавок были использованы оксиды кальция, магния и цинка, при выборе которых принимали во внимание кристаллохимические и энергетические характеристики катионов второй группы. Установлено, что введение комплексной добавки способствует более раннему завершению процесса фарфарообразования. Наряду со снижением температуры обжига на 100ºС отмечено улучшение основных свойств фарфора.
Возможность образования комплексных соединений в стеклофазе фарфора подтверждена в работе Б.Г. Варшала и О.В. Мазурина, которые обнаружили в стеклах, содержащих 4 – 7% Al2O3 при существенном количестве ZnO (3 – 6%), комплексы [BO4/2]2Zn, несовместимые с тетраэдрами [SiO4/2]. Наличие таких комплексов обусловливает ликвационные явления в стеклах.
Поскольку в результате ликвации стекла в фосфатсодержащих керамических материалах происходит образование дополнительной поверхности раздела стекло I – «силикатное» и стекло II – «фосфатное», то увеличивается внутренняя энергия системы. По-видимому, при этом становится более выгодной концентрация выделившейся части стекла на уже существующей поверхности раздела стекло – кристалл с возникновением границ раздела фаз – стекло I – стекло II и стекло II – кристалл.
Если поверхностная энергия раздела фаз стекло I – кристалл муллита более высокая, чем стекло II – кристалл муллита, то образующаяся структура с колломорфными выделениями энергетически более выгодна, чем первоначальная граница раздела фаз стекло I – стекло II и стекло I – кристалл муллита. Вследствие этого концентрация ликвировавшей части стекла на поверхности кристаллов муллита должна снижать напряжения на границе раздела фаз стекло – кристалл и способствовать повышению механической прочности керамики, а также уменьшению ее склонности к старению.
Таким образом, можно сделать вывод, что минерализаторы оказывают значительное влияние на вязкость и соответственно на структуру расплава. Характер этого влияния зависит от состава модифицируемой системы и индивидуальных кристаллохимических характеристик минерализатора. При этом трудно выделить какой-нибудь один, доминирующий механизм действия добавок. Можно полагать, что действие этих механизмов накладывается друг на друга и в большей или меньшей степени проявляется только в группах однотипных добавок.
Исследователями показано, что роль минерализаторов в процессе образования структур фарфора значительна, поэтому обоснованный выбор их состава и количества позволит не только улучшить свойства керамических материалов, но и сократить расход энергии при осуществлении процесса обжига [7].
Снижение температуры спекания глиноземистого фарфора в присутствии минерализаторов
Интенсификация процесса спекания керамических материалов путем введения минерализаторов является одним из путей снижения энергозатрат на их производство.
Исследование влияния минерализаторов на процесс спекания и свойства глиноземистого фарфора проводили с использованием массы следующего шихтового состава (%): 40 глинозема ГК, 25 веселовской глины, 15 кыштымского каолина, 20 асу-булакского полевого шпата.
Были приготовлены две серии масс. В массы первой серии в качестве минерализаторов последовательно вводили углекислый барий, доломит, мрамор, тальк, оксид цинка и датолит. Вторая серия масс содержала комплексные минерализаторы:
TiO2+MnO2, TiO2+CuO, доломит+TiO2, BaCO3+ZnO
Шихтовые составы опытных масс приведены в табл.8. Массы готовили способом раздельно-совместного помола до остатка не более 1.5% на сетке №004. Образцы изготовляли методом пластичного формования.
Исследование влияния минерализаторов на процесс спекания опытных масс первой серии показало, что наиболее активным минерализатором является доломит, который снижает температуру спекания фарфора на 100ºС, затем идут углекислый барий, мрамор, тальк и датолит. При их введении температура спекания масс снижается на 50ºС. Добавление оксида цинка (5%) не снижает температуру спекания (табл.9).
При введении комплексных минерализаторов TiO2+MnO2 и доломит+ MnO2 температура спекания уменьшается на 100ºС, но при этом наблюдается некоторое сокращение интервала спекшегося состояния (до 50ºС). При введении BaCO3+ZnO температура спекания уменьшается на 50ºС, а комплексная добавка TiO2+CuO температуру спекания не снижает.
Такие свойства опытных материалов, как кажущаяся плотность, истинная плотность и истинная пористость изменяются в незначительных пределах (см. табл.9). Исключение составляет материал К-3, у которого кажущаяся плотность уменьшается, а истинная пористость растет.
При введении минерализаторов структура фарфора подвергается значительным изменениям, которые сводятся в основном к степени ее перекристаллизации, а также к образованию новых кристаллических фаз – цинковой шпинели и кордиерита при введении оксида цинка и магнийсодержащих добавок.
Перекристаллизация корунда наблюдается во всех опытных материалах. По данным рентгенофазового анализа (РФА) в среднем кристаллизуется 3 – 6% корунда. При введении углекислого бария, доломита и комплексного минерализатора (доломит + TiO2) содержание корунда увеличивается до 50%.
Перекристаллизация муллита сказывается на характере выделения его кристаллов. Первичный муллит в каолиновом остатке превращается в довольно крупные (в длину от 0.5 – 1 до 2 – 3 мкм), часто расположенные под углом 120º кристаллы. Очертания псевдоморфоз теряются, и вторичный муллит превращается в скопления длинноигольчатых кристаллов длиной от 1 до 10 мкм. Сравнение структуры с данными рентгеновского количественного анализа (табл.10) показывает, что при перекристаллизации материалов общее количество муллита, уменьшается. Исключение составляет фарфор, в шихтовой состав которого введен тальк.
Комплексные добавки способствуют перекристаллизации как муллита, так и корунда. У материалов второй серии в среднем несколько увеличиваются кристаллы корунда и более значительно его пластичность. Индивидуальное действие добавок более существенно. Так, у материалов первой серии добавка карбоната бария (М-1) вызывает сильную перекристаллизацию, сопровождающуюся ростом кристаллов корунда. Хотя в основном (80%) размеры его кристаллов составляют 1 – 4 мкм, примерно 10% кристаллов имеет размеры, значительно превышающие 5 мкм (до 10 мкм). При этом кристаллы приобретают изометрическую форму, иногда они представляют собой сростки.
Количество сильно перекристаллизованного муллита уменьшается до 5%, а количество корунда увеличивается до 50%. В стекле наблюдается ликвация. Разделению стекла способствует также добавка датолита, содержащего бор, и оксид меди. Столь же сильной перекристаллизации подвергается материал, содержащий в качестве добавки доломит. При этом отмечается совместная кристаллизация муллита и корунда на тех участках, где корунд представлен хорошо ограниченными изометричными кристаллами размером 0.5 мкм.
Таблица 8 Шихтовой состав исследуемых масс
| Сырьевые материалы | Шихтовой состав, % масс | ||||||||||
| Первой серии | Второй серии | ||||||||||
| Исх. М-0 | М-1 | М-2 | М-3 | М-4 | М-5 | М-6 | К-1 | К-2 | К-3 | К-4 | |
|
Глинозем ГК Веселовская глина Кыштымский каолин Асу-булакский пол. шп. Углекислый барий Доломит Магнезит Онотский тальк Датолит Оксид: цинка титана марганца меди |
40 25 15 20 - - - - - - - - - |
40 25 15 15 5 - - - - - - - - |
40 25 15 15 - 5 - - - - - - - |
40 25 15 15 - - - - - 5 - - - |
40 25 15 15 - - - - 5 - - - - |
40 25 15 15 - - 5 - - - - - - |
40 25 15 15 - - - 5 - - - - - |
40 25 15 15 - - - - - - 2.5 2.5 - |
40 25 15 15 - - - - - - 2.5 - 2.5 |
40 25 15 15 - 3 - - - - 2 - - |
40 25 15 15 3 - - - - 2 - - - |
Таблица 9 Свойства фарфора из исследуемых масс
| Показатель | Керамика из массы | ||||||||||
| М-0 | М-1 | М-2 | М-3 | М-4 | М-5 | М-6 | К-1 | К-2 | К-3 | К-4 | |
|
Температура обжига, ºС Кажущаяся плотность, г/см3 Истинная плотность, г/см3 Истинная пористость,% Предел прочности при статическ. изгибе,МПа Модуль упругости, 103МПа Электрическая прочность, кВ/мм |
1350- -1450 2.92 3.01 3.0 213 128.2 33.0 |
1300- -1400 2.97 3.09 3.9 202 126.5 32.1 |
1250- -1300 2.89 3.03 4.6 203 123.3 33.7 |
1350- -1450 3.00 3.11 3.5 205 123.1 34.8 |
1300- -1350 2.87 3.00 4.3 198 116.6 33.2 |
1300- -1380 2.89 3.07 5.9 210 127.5 34.3 |
1300- -1380 2.86 2.98 4.0 190 113.9 32.4 |
1250- -1300 2.92 3.06 4.6 202 126.2 35.0 |
1350- -1400 2.94 3.09 4.9 180 121.8 32.8 |
1250- -1300 2.84 3.04 6.0 173 119.9 31.3 |
1350- -1450 2.97 3.09 3.9 192 126.1 34.0 |
Таблица 10 Содержание фаз в исследуемых образцах
| Фаза | Массовое содержание, %, в образцах из массы (по данным РФА) | ||||||||||
| М-0 | М-1 | М-2 | М-3 | М-4 | М-5 | М-6 | К-1 | К-2 | К-3 | К-4 | |
|
α-Al2O3 Муллит Стекло Цинковая шпинель Кордиерит |
46 11 43 - - |
48 5 47 - - |
48 4 48 - - |
43 10 39 8 - |
46 6 48 - - |
43 6 51 - - |
45 12 38 - 5 |
46 13 41 - - |
44 11 45 - - |
51 - 49 - - |
46 5 44 5 - |
Если при введении ВаСО3 затравками служат уже существующие зерна корунда и происходит их рост, то при добавлении доломита затравки образуются в самом расплаве, откуда затем растут кристаллы корунда. Введение комплексной добавки, содержащей кроме доломита еще оксид титана (материал К-3), приводит к практически полному растворению муллита. Этот материал характеризуется наиболее высоким содержанием корунда по сравнению с введенным глиноземом.
Из табл.9 видно, что существенных различий свойств опытных материалов не наблюдается. Так, модуль упругости колеблется в пределах 116*103 – 128*103 МПа, механическая прочность составляет 180 – 210 МПа, электрическая прочность – 32.1 – 35.0 кВ/мм. Несколько ниже указанные параметры у материала К-3, содержащего в качестве минерализатора доломит и оксид титана.
Таким образом, наиболее перспективными минерализаторами являются доломит (5%), ВаСО3 (5%) и комплексный минерализатор ВаСО3 (3%) и ZnO (2%). Введение указанных минерализаторов позволяет снизить температуру спекания фарфора и практически не оказывает влияния на его основные характеристики [8]
Исключение кварца из состава глиноземистого фарфора для высоковольтных изоляторов
Более 150 лет тому назад, в 1849г., В. Фон Сименс впервые использовал фарфоровые изоляторы для телеграфной линии от Франкфурта до Берлина. Таким образом, фарфор считается самым традиционным среди изоляционных материалов. В настоящее время имеются изделия, которые, без сомнения можно назвать продуктами высокоразвитой технологии.
Фарфоровые изоляторы играют весьма важную роль. Поэтому необходимо всесторонними испытаниями заранее определять и подтверждать различные виды нагрузок на изоляторе.
На изоляторы действуют многочисленные нагрузки, поэтому повышение прочности фарфора было и будет целью научно-технических исследований.
Постоянно повышающиеся требования, предъявляемые к фарфору в качестве конструкционного материала по мере бурного развития промышленности, приводят к необходимости улучшения свойств фарфора и всесторонним его испытаниям.
Уменьшение структурных напряжений фарфора и разработка глиноземистого фарфора
Внедрение глиноземистого фарфора было огромным достижением разработчиков новых материалов. Использование его вместо применяемого до тех пор кварцевого фарфора не только повысило надежность продукции, но резко сократило проблемы, связанные с качеством и эксплуатационными неполадками изоляторов.
Д. Вейль вычислил примерные величины внутренних напряжений в кварцевом фарфоре.
По его подсчетам, в обыкновенном фарфоре высоковольтного назначения могут возникать структурные напряжения (не менее 4000 кг/см2), вызванные усиленной термической усадкой кварцевых частиц. Если величина предела прочности стекловидной фазы при растяжении будет равна 1000 кг/см2, тогда структурные напряжения на границе кварцевых и кристобалитных зерен электрофарфора могут привести к возникновению микротрещин, размеры которых соответствуют величине зерен этих кристаллов. Рис.11 – 13 подтверждают предположения Вейля. Во время эксплуатации такие микротрещины, исходящие от кварцевых или кристобалитных зерен и обусловленные структурными напряжениями, могут увеличиваться для высоковольтных изоляторов, при этом значительно снижается прочность изолятора в результате увеличения трещин, особенно при внезапном нагреве и длительной эксплуатации.
Особенно чувствительными являются кварцевые фарфоры, сцепленные с замазкой из портландцемента.
Здесь силы, действующие в процессе эксплуатации, вызывают местные пики напряжения в зоне замазывания между фарфором и арматурой, которые считаются причиной повреждения структуры.
Таким образом, за счет увеличения микротрещин, исходящих от кварцево-кристобалитного зерна, прочность нагруженного изолятора снижается: он стареет.
Вызванные этим случаи повреждения изоляторов кварцевого фарфора, примененных в атмосферных условиях, например длинностержневых изоляторов для воздушных линий в Германии, железнодорожных изоляторов в России и колпачково-стержневых изоляторов в Греции, привели к необходимости их замены.
Кристобалитовый фарфор с112 – поврежденная микроструктура с разрушенным зерном кристобалита

Рис. 11
Поэтому снижение стуктурных напряжений стало главной задачей структурного совершенствования материалов для высоковольтных изоляторов. Это важный шаг был сделан в результате разработки глиноземистого фарфора, в котором кристаллический кварц замещается совсем новым компонентом структуры, обеспечивающим ее прочность – α-Al2O3, т.е. корундом.
Внедрение глиноземистого фарфора сразу сократило такие постоянные проблемы, как пористость, неполадки при механических и электрических типовых испытаниях, а также выход из строя изоляторов при эксплуатации. Внедрение глиноземистого фарфора обеспечило высокое качество фарфоровых изоляторов.
Разрушенное зерно кварца с трещиной, возникшей вследствие внутренних напряжений в глиноземистом фарфоре с130.

Рис. 12
Вредный кристаллит кварца с обломом на месте отделения от стеклофазы в глиноземистом фарфоре

Рис. 13
Таблица 11 Плотность, коэффициент теплового расширения и поведение возможных компонентов микроструктуры фарфора при тепловом расширении
| Параметр | Корунд | Муллит | Стеклофаза | Кварц | Кристобалит |
|
Плотность, г/см3 |
3.98 | 3.16 | 2.27 | 2.65 | 2.33 |
|
Коэффициент теплового расширения 106 |
8.0 | 4.5 | 3.0 | 12.3 | 10.3 |
|
Поведение при расширении: линейное неравномерное |
+ - |
+ - |
+ - |
- + |
- + |
Повышение прочности при изгибе фарфора по мере увеличения содержания Al2O3
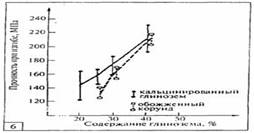
Рис. 14
Влияние содержания Al2O3 и тонкости помола массы на прочность
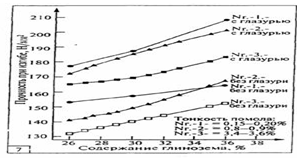
Рис.15
Одновременно виден эффект повышения прочности образцов с глазурью и соответствия коэффициента теплового расширения
Рис.15 показывает влияние содержания глинозема и тонкости помола массы на прочность. Эффект повышения прочности объясняется не только раздроблением агломераций глинозема, но и одновременным уменьшением величины частиц общей системы, преимущественно кварцевых фракций в полевом шпате. Совместный помол компонентов системы имеет гомогенезирующий эффект и активизирует поверхности частиц. Поэтому при замене помола более дешевым смешиванием качество микроструктуры, особенно прочности, снижается. Однако, высокое содержание корунда и минимальное содержание кристаллов кварц-кристобалита в микроструктуре глиноземистого фарфора обеспечивает его высокую прочность. Но одновременно и высокую стойкость к изменениям температуры по сравнению с кварцево-кристобалитным фарфором. Такой положительный эффект объясняется прежде всего показателями теплового расширения компонентов микроструктуры. Табл. 11 показывает соответствующие показатели: плотность, коэффициент теплового расширения и поведение возможных компонентов микроструктуры фарфора при расширении.
Значительное сокращение в микроструктуре глиноземистого фарфора количества нежелательных кристаллов кварца и кристобалита с их неравномерными, скачкообразными изменениями объема (рис.16) повышает его стойкость к резким изменениям температуры, одновременно позволяя применение свинцовой замазки.
Пластично-упругие свойства свинцовой замазки вместо хрупкого портландцемента позволяют при нагрузке снять дополнительные напряжения в структуре фарфора и, избегая точкообразных пиков напряжения, исключить его повреждения в зоне замазывания.
Поэтому в настоящее время можно считать внедрение свинцовой замазки вместо портландцемента для фарфоровых изоляторов, подвергающихся нагрузкам растяжения, примерно таким же важным шагом развития, как одновременный переход от кварцевого фарфора к глиноземистому фарфору.[9]
Старение микроструктуры фарфора
Рис. 17 показывает распределение сил, вызванных изломом изоляторов при различных сроках эксплуатации (новых, 20 и 35 лет), которые были выпущены одним и тем же производителем. По мере повышения срока эксплуатации можно наблюдать явное уменьшение средней несущей способности и увеличение разброса. Особенно характерным является определение величины 1%-ного квантеля силы разрушения для хрупких материалов (99% изоляторов превышают эту величину).
Если рассмотреть ход старения по времени на рис. 18, то видно, что все партии изоляторов данного производства характеризуется снижением силы, вызывающей излом. Новый керамический материал (А), основанный на глиноземе, в неиспользованном состоянии отличается существенно более высоким уровнем силы, вызывающей излом, в связи с чем уже начальные условия обеспечивают соответственное удлинение срока эксплуатации изоляторов.
Обобщая результаты вышеуказанных исследований использования изоляторов, можно сделать следующие выводы:
а) подтверждено ожидаемое повышение долговечности и надежности керамического материала на основе глинозема с использованием свинцовой замазки; б) наибольшее снижение прочности отмечается в кварцевом керамическом материале; изоляторы из этого материала достигли максимального срока эксплуатации уже по истечении 15 лет и требуют замены;
в) глиноземистый фарфор более ранних сроков выпуска, отличающийся более высоким качеством, также имеет эффект старения;
Рентгенодифрактометрические кривые кварцевого и глиноземистого фарфоров для изоляторов
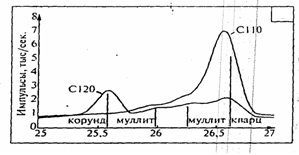
Рис.16
Здесь характерная разница по микроструктуре проявляется особенно явно
Измерение разрушающей нагрузки длинностержневых изоляторов после различных сроков эксплуатации (одинаковая производственная партия)
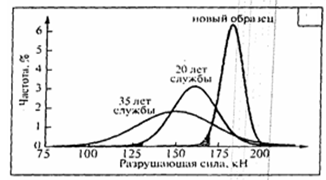
Рис.17 Утолщением показана 1%-ная квантиль
Измерение прочности изоляторов во времени (по отношению к 1%-ной квантили силы разрушения)
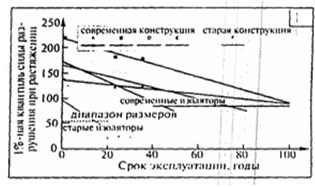
Рис.18
г) у так называемых смешанных масс ( кварц с добавками глинозема или глинозем с добавками кварца) снижение прочности значительно выше.
Анализ преобладающих дефектов
Будущие научно-технические исследования с целью разработки новых и усовершенствованных материалов должны быть основаны на анализе преобладающих дефектов. При этом керамография и современная рентгенотехника могут оказать большую помощь.
Рис. 19 иллюстрирует дефекты на излом согнутых стержней глиноземистого фарфора двух видов и результаты их фактографического исследования по С120 и С130.
Поверхность излома глиноземистого фарфора С120 с порой, вызвавшей излом, стеклом и SiO2
Рис.19
Типичным дефектом в современных глиноземистых фарфорах являются зоны с высоким содержанием стекловидной фазы в сочетании с порами и зернами из SiO2 (кварца). В зоне напряжений, вызывающих излом, стекловидная фаза всегда характеризовалась большим количеством накоплений SiO2 или зерен кварца, чем матрица. Поэтому можно предполагать, что в исходном состоянии в этих зонах имеются достаточно объемные накопления SiO2 или зерен кварца, которые частично взаимодействовали с окружающей матрицей, а частично сохранялись в виде крупных зерен. Возможно, часть дефектов, обнаруженных в виде пор, в первоначальном состоянии была заполнена зернами кварца, которые во время излома были раздроблены и выпали. Такие зерна кварца с трещинами были обнаружены также на микроснимках.
Вредный кристаллит кварца в глиноземистом фарфоре С130
Рис. 20
Поверхности излома глиноземистого фарфора, причем излом вызван стеклом и зерном SiO2
Рис.21
На основании анализа дефектов можно сделать следующие выводы.
В глиноземистых фарфорах С120 и С130 имеются остатки кварца с различными разметками кристаллов. При исследовании кристаллов размером от 59 до 100 мкм они вызвали излом. Меньшие вредные включения кварца, характеризующиеся величиной кристаллов в пределах 2 – 30 мкм, показаны также на рис.22. Точечные анализы х3, х4 и х5 однозначно подтверждают наличие кварца и позволяют сделать вывод, что существует еще зона перехода к стекловидной фазе, т.е. зона кварца с прилегающей стекловидной фазой.
Рис. 20, 21 показывают вредный кристаллит кварца в глиноземистом фарфоре С130. Излом проходит по всей длине грани на пути около 10мкм. Поверхность кварца взаимодействовала с окружающей матрицей, к ней прилегает стеклофаза. Характерными для этой микроструктуры являются весьма тонкокристаллические, скрещенные между собой муллитовые иглы и продолговатые кристаллы корунда. Крупные зерна кварца, которые могут вызвать сетку микротрещин, представляют собой компоненты сырья – полевого шпата и каолина [9].
Микроструктура – решающий фактор качества материала
По Петцову [9] структура материала включает в себя совокупность всех фазовых зон, участвующих в строении, и дефектов, входящих в его состав. Структура в существенной мере определяет многие свойства материала, в том числе прочность и поведение в процессе старения. Проведено огромное количество исследований причин, повышающих или снижающих прочность, что позволяет пользоваться результатами этих работ.
Керамические материалы характеризуются многофазной поликристаллической микроструктурой (рис.23).
Микроснимок со включениями кварца х3, х4, х5 в глиноземистом фарфоре
Рис.22
Схема многофазной поликристаллической микроструктуры глиноземистого фарфора
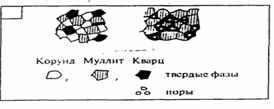
Рис.23
К микроструктуре фарфоровых материалов для высоковольтных изоляторов предъявляются два основных требования:
1) высокая механическая прочность, обеспеченная очень высоким содержанием и гомогенным распределением корунда;
2) высокая стойкость против выветривания (устойчивость к отказу) в процессе длительной эксплуатации за счет сокращения до минимума количества кварца во всех размерах (формах).
Возможность легкой и надежной характеристики глиноземистого фарфора разного качества от различных производителей путем качественного и количественного определения твердых фаз на рентгеновском дифрактометре показана на рис.24.
На этом рисунке внимание привлекает различный уровень содержания остаточного кварца при примерно одинаковом содержании корунда.
В последних разработках, в которых в качестве носителя Al2O3 применялся спекшийся боксит, впервые удалось достигнуть почти полного растворения вредного остаточного кварца рано образующимися агрессивными эвтектическими жидкими фазами расплава.
Рентгенодифрактометрические кривые разных видов глиноземистого фарфора с различным содержанием кварца
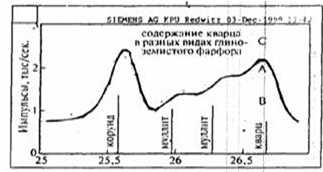
Рис.24
Микроструктура этого нового материала, лишенного остаточного кварца, показана на рис.25а. Микроснимок 25б показывает материал с наилучшей микроструктурой, характеризующийся высоким содержанием корунда при очень небольшом количестве остаточного кварца. Наименее выгодной является микроструктура материала от производителя (рис.25в), характеризующегося наиболее высоким содержанием вредного остаточного кварца. Для повышения физико-математических свойств желательно, чтобы максимальное количество Al2O3 имело форму корунда, а размеры муллитовых игл были как можно меньше. Микроструктура, показанная на рис.25, соответствует этой цели.
Микроснимок микроструктуры высокопрочного бокситового фарфора С130, подвергнутого химическому травлению; температура спекания – 1190ºС
![]()

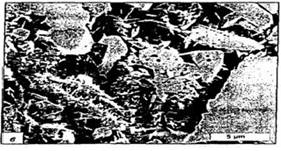
Рис.25 А – матрица – муллит (А1) и стекловидная фаза (А2); В – частица корунда; С – пора
Перспективное направление и основные пути дальнейшего развития
В разработке высококачественных изоляторов из глиноземистого фарфора можно выделить несколько перспективных направлений и путей развития (рис. 26,27).
- Разработка материалов с усовершенствованной микроструктурой, по мере возможности полностью лишенной вредного остаточного кварца.
- Максимальное превращение Al2O3, введенного в виде глинозема или других носителей Al2O3, в корунд, так как благодаря своим высоким показателям модуля упругости и плотности корунд представляет собой компонент микроструктуры, от которого зависит ее прочность.
- Несмотря на то, что взаимодействие Al2O3 с SiO2 не позволяет полностью исключить муллитовую кристаллическую фазу, целесообразно свести до минимума размеры муллитовых игл и количественную долю муллита в микроструктуре в пользу максимального увеличения количества корунда.
Путь решения с указанием приоритетных мероприятий, предпринимаемых для достижения свойств, показанных на рис.27
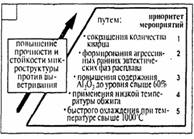
Рис.26
В то время как в кварцевом фарфоре применение агрессивной низковязкой жидкой фазы расплава не желательно для прочности из – за растворения кварца, ее присутствие в глиноземистом фарфоре приобретает огромное значение для достижения желательных характеристик микроструктуры. Чем больше будет количество агрессивной стекловидной фазы, которое может образоваться во время спекания в результате рано начинающихся эвтектических процессов расплавления, тем лучше будут условия для инициирования растворения кварца и для образования максимального количества корунда.
Примерный количественный состав механически прочной микроструктуры, стойкой против выветривания и устойчивой к отказу в процессе эксплуатации изделий
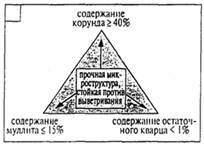
Рис. 27 Содержание стекловидной фазы около 45%
- Создать технологические условия формирования желательных характеристик микроструктуры путем приспособления процесса обжига и охлаждения. При этом выгодны интенсивная восстановительная атмосфера обжига при температуре свыше 1000ºС, возможно низкая температура обжига и ускоренное охлаждение после его завершения.
- При выборе пластичных компонентов следует предпочитать виды сырья с трехслойными минералами или минералом с переслаиванием, решетка которых содержит как можно больше плавней, каолинитовым двухслойным минералам с низким содержанием плавней, т.к. сильно выраженная чешуйчатая структура последних (рис.28) при окотрузии вызывает нежелательные текстуры в экструдированной массе, которые могут стать исходными для образования трещин.
Изменения замедления прохождения ультразвука через материалы дают важную информацию о состоянии микроструктуры. Это же относится к усовершенствованной технике испытания с применением анализа звука. Рентгеновский дифрактометр также хорошо показывает количественное присутствие кристаллических компонентов микроструктуры – корунда, муллита и кварца.
Многослойно-чешуйчатая микроструктура и переслоенная структура из каолинитовых чешуек
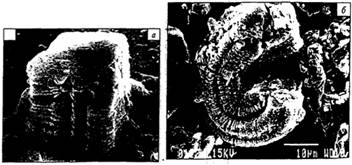
Рис. 28 а – многослойно-чешуйчатая микроструктура; б – переслоенная
структура из каолинитовых чешуек
Модуль Вейбулла m и проведение кривых R надрезанных образцов для испытания на изгиб являются дополнительными показателями оценки качества микроструктуры керамических материалов.
У керамических материалов пластическая деформация вследствие нагрузки происходит не только в кристаллической решетке, но в весьма значительной степени также на границе зерен. Поэтому желательно разработать керамические материалы, которые сочетали бы между собой оба положительных свойства, т.е. высокую прочность и высокое «укрепление». Учитывая это, необходимо стремиться к обеспечению максимально однородной микроструктуры, которая будет иметь в своем составе как можно больше «сцепляющих» компонентов, но не кварц [9].
Заключение
Для надежности изоляторов из глиноземистого фарфора в процессе длительной эксплуатации наиболее предпочтительным является употребление массы, оптимизированной по вышеуказанным параметрам. Чем больше повышаются требования к соотношению между ценой и эксплуатационными качествами, тем более успех зависит от комплексного управления многообразными, в том числе и технологическими, факторами.
Поэтому всегда нужно согласовывать свойства масс и проведения технологических процессов с конструкциями технологического и теплотехнического оборудования. На практике всегда необходимо учитывать эту взаимосвязь.
Исследовательская часть
Назначение и применение изоляторов
Развитие электроаппаратостроения, передача электроэнергии на большие расстояния, в значительной мере зависят от прогресса в области электроизоляционных материалов.
Среди диэлектриков электротехнический фарфор занимает одно из почетных мест, благодаря своей стойкости к атмосферным осадкам, действию солнечных лучей и резкой смене температур, а также хорошим механическим и химическим свойствам.
Изоляторы применяются в электрических установках для электрической и механической связи проводников и отдельных частей, находящихся под различными потенциалами.
Изолятор состоит из диэлектрика, служащего для изоляции и арматуры, предназначенной для электрической и механической связи проводников и отдельных частей аппаратов.
Высоковольтные изоляторы имеют очень широкое применение и употребляются: в линиях электропередач, распределительных устройствах, кабельных сетях, в высоковольтных аппаратах и других электрических установках.
Высоковольтные фарфоровые изоляторы и изоляционные части должны обладать следующими тремя важными свойствами: а) механической прочностью; б) термической устойчивостью; в) электрической прочностью.
Механическая прочность черепка твердого фарфора определяется устойчивостью наименее прочной составной части, а также количеством открытых и закрытых пор. Заметим, что пористость снижает и электрические свойства черепка.
Наиболее слабым компонентом в структуре фарфора является полевошпатовое стекло, которое в сумме со всей стеклофазой составляет 50-60% всей массы черепка. Прочность его зависит от содержания Al2O3, SiO2, K2O.
Чтобы увеличить механическую прочность фарфора, необходимо повысить содержание в нем глинистых материалов, поднять температуру обжига и увеличить его продолжительность. При этом можно получить такое количество стекловато-муллитовой массы с большим содержанием Al2O3 и SiO2, которого будет достаточно для стягивания пор [1].
Сырьевые материалы
Сырьевые или исходные материалы, используемые при изготовлении фарфора, подразделяются на две основные группы:
- пластичные материалы (или глинистые);
- непластичные материалы (или отощающие).
Пластичные материалы составляют глинистые вещества – это каолины и различные огнеупорные и беложгущиеся глины. Глины с небольшим количеством примесей являются огнеупорными, т.е. они способны противостоять высоким температурам, не расплавляясь.
Глина – это тонкообломочная горная порода, образовавшаяся при выветривании горных пород. Она встречается в природе в рыхлом или уплотненном состоянии. При обжиге глина теряет химически связанную воду и приобретает механическую прочность, свойственную камню.
Основной особенностью глин и каолинов является пластичность. Это ценное свойство глинистых веществ заключается в том, что при затворении водой они образуют мягкую тестообразную массу, которая легко принимает любую форму под действием внешних усилий, а после снятия усилий сохраняет ее.
Глинистое вещество приобретает пластичность только при определенном соотношении воды и глинистого вещества.
Пластичность глин бывает разная. Есть более пластичные и менее пластичные глины. Пластичность зависит от химико-минерального и дисперсионного состава глин. Кроме того, в состав глин могут входить такие примеси как: песок, слюда, доломит и др.
Для производства фарфора необходимо однородное сырье и небольшие колебания в примесях. Каолин наиболее чистое, однородное сырье, но у него мала пластичность по сравнению с глинами. Поэтому в нашем производстве применяются как глины, так и каолины.
Другим важным свойством пластичных глинистых материалов является их способность под действием высоких температур образовывать плотное камнеподобное тело «черепок».
Таким образом, можно предположить, что керамические изделия можно получить из одних глинистых материалов, но масса, состоящая из одних глин сильно прилипала бы к формам и инструменту, это бы затрудняло производство. Но главные недостатки заключаются в следующем:
1. при сушке изделия будут плохо отдавать влагу, следовательно высохнут неравномерно, возникнут внутренние напряжения;
2. будет большая объемная усадка;
3. необходимо использование высоких температур обжига.
Для того, чтобы устранить эти недостатки в массу, наряду с глиной, вводят отощающие материалы и материалы плавни. Такими материалами являются:
- кварцевый песок;
- полевой шпат;
- пегматит;
- фарфоровый бой.
Эти материалы еще называют каменистыми из-за большой твердости.
Перед употреблением отощающие материалы измельчают до тонкодисперсного состояния и в таком виде вводят в исходную фарфоровую массу.
Но, введя в массу кварцевый песок и «череп», необходимо производить обжиг изделий при высоких температурах (1500-1600˚С). Чтобы получить наиболее плотные изделия, снизить температуру обжига и получить монолитный фарфоровый черепок, необходимо в исходную массу ввести стеклообразующие материалы, они плавятся при более низких температурах (1100-1170˚С) и образуют стекловидную массу, хорошо подвижную, распространяющуюся между другими частицами черепка. В стекловидной массе растворяются зерна кварца и протекают реакции с глинистыми веществами.
Стеклообразующими компонентами являются:
- полевой шпат;
- пегматит.
В качестве стеклообразующего компонента в производстве применяется калиевый полевой шпат – природное вещество. Ввиду ограниченности запасов чистых полевых шпатов, в фарфоровых массах применяют пегматиты (природные механические смеси полевого шпата и кварца). Пегматиты содержат такие примеси, как: слюда, магнетит. Присутствие их нежелательно, т.к. они содержат значительное количество различных оксидов железа, загрязняющих массу, меняющих ее окраску, ухудшающих электроизоляционные свойства [1].
Требования, предъявляемые к сырьевым материалам
Глинистое сырье.
Качество сырьевых материалов должно соответствовать требованиям действующих государственных и отраслевых стандартов и технических условий. Глины по ГОСТ 9169-75 [10] подразделяются на:
- огнеупорные(>1580˚C)
- тугоплавкие(1350-1580˚С)
- легкоплавкие(<1350˚C)
Для производства электротехнического фарфора применяются огнеупорные глины. Это глины, которые при температуре 1580˚С не расплавляются и не дают деформации.
Огнеупорные глины бывают:
- высокоглиноземистые >45% Al2О3;
- высокоосновные >40% Al2O3;
- основные 30-40% Al2O3.
Для производства электротехнического фарфора пригодны высокоосновные и основные глины.
В производстве применяются каолины, содержание Al2O3 в которых составляет 36-40%.
Для производства изоляторов нежелательны в сырье красящие оксиды.
Каолины идут в производство обогащенные, т.е. очищенные от ненужных и вредных примесей.
Отощающие материалы также должны отвечать определенным требованиям:
- ограничено содержание оксидов железа;
- нормируется крупность;
- нормируется содержание щелочных оксидов;
- нормируется влажность и потери при прокаливании.
Изоляторное производство представляет собой сложный и разнохарактерный комплекс технологических процессов и, естественно, требует хорошей подготовки кадров.
Производство требует большого внимания, т.к. выход из строя изоляторов высокого напряжения грозит серьезной аварией трансформатору, выключателю и целым участкам линий электропередачи и распределительных устройств.
Приготовление фарфоровых масс и глазурей. Применяемое оборудование
Для получения пластичной фарфоровой массы необходимо предварительно подготовить исходные материалы. Сырьевые материалы необходимо измельчить, а затем смешать в определенном соотношении.
Измельчение материалов способствует наилучшему соприкосновению частиц, это необходимо для нормального протекания физико-химических процессов при высоких температурах.
Глинистые материалы после проверки их качества подаются из отсеков в расходные бункера склада и измельчаются стругачами до кусков не более 70мм в поперечнике. Измельченные глинистые материалы подаются на ленточные транспортеры для подачи в электровесовые тележки. Взвешивание материалов производится согласно рецепту, выданному лабораторией. Взвешенные материалы подаются из весовой тележки в пропеллерные мешалки в следующем порядке:
- заливается вода в количестве около 3 м³;
- включается мешалка;
- загружается глина и распускается в течение 30мин.
Глины содержат большое количество мелкодисперсных частиц, они распускаются более медленно по сравнению с каолинами.
Глину загружают в 3-4 приема, затем загружаются каолины. Общая продолжительность роспуска глинистых материалов составляет не менее двух часов.
Для ускорения роспуска материалов воду подогревают до температуры 40˚С.
По мере готовности глинистая суспензия перекачивается в шаровую мельницу с отощающими материалами [2].
Подготовка отощающих материалов
Полевой шпат доставляется на завод в виде больших кусков в промежуточный склад МЗЦ. Подготовка полевого шпата производится по непрерывной технологии, которая состоит из трех основных операций:
- грубое дробление
- среднее дробление
- помол
Грубое дробление осуществляется при помощи щековой дробилки СМ-741 на куски 30-60мм.
Затем материал ленточным транспортером подается на среднее дробление. Среднее дробление осуществляется при помощи щековой дробилки С-182Б на куски, размером 20-30мм.
Раздробленный материал элеватором подается в бункер, откуда через вибротрубу поступает в коническую мельницу. Помол осуществляется по сухому способу с помощью фарфоровых мелющих тел. Мельница футерована фарфоровыми или кремниевыми плитами. Измельченный в мельнице материал элеватором подается в расходный бункер. Размер частиц после помола не должен превышать 2мм.
Фарфоровый бой – выбирается без выплавок железа, цемента, шамота и другой засорки.
Подготовка боя:
- грубое дробление
- среднее дробление
- мелкое измельчение
- рассев
После грубого дробления бой с помощью пластинчатого транспортера должен подаваться в щековую дробилку для среднего дробления до кусков, размером 30-60мм. Раздробленный материал элеватором подается в бункер.
Мелкое дробление и помол производится в конической мельнице.
Перед началом работы необходимо проверить чистоту оборудования [2].
Приготовление шликера
Тонкий помол и перемешивание всех сырьевых компонентов осуществляется в шаровых мельницах (барабанах).
Вначале в шаровых мельницах производится помол каменистых материалов до остатка на сите №004 2.5±0.5%.
Продолжительность помола осуществляется опытным путем Р=1.65±0.5г/см3.
По мере готовности каменистых, закачать глинистые материалы: одну глинистую мешалку на шаровую мельницу. Продолжать помол с глинистыми не менее 30мин. В результате помола в шаровой мельнице получается жидкая суспензия-шликер.
Готовый шликер сливается из шаровой мельницы в пропеллерную мешалку-усреднитель и туда же добавляются отходы полуфабрикатов (стружка после обточки, брак сушки изделий) в соотношении 1:1, т.е. 50% из шаровой мельницы и 50% отходы полуфабрикатов. В усреднителях шликер постоянно взмучивается вращающимися пропеллерными винтами во избежание оседания частиц минералов на дно емкости и расслоения шликера [2].
Приготовление массы
Чтобы получить тестообразную пластическую массу, пригодную для изготовления из нее изоляторов, необходимо из шликера удалить 30-35% воды. Это производится с помощью фильтрпрессов.
Фильтрпресс состоит из набора рам, соединенных между собой червячным винтом. Под прессом расположен лоток для сбора воды, вытекающей из рам. Рабочие поверхности рам имеют каналы для стекания воды. Каждая рама обертывается полотном из капроновой ткани, подвешенной на перекладине. Центральное отверстие в полотне совпадает с центральным отверстием в раме. Для стекания воды в нижней части рам имеются сточные отверстия.
Шликер поступает в фильтрпресс по центральному каналу под давлением, поднимающимся постепенно. Максимальное давление фильтрпрессования 12-15 атм. Все камеры заполняются шликером. Вода проходит через полотна и по рифленым каналам рам стекает вниз к сквозному отверстию в ободе каждой рамы. Частицы не пропускаются полотнами и оседают в камерах между рамами, образуя корж тестообразной массы, влажностью 19-21%. Толщина коржей 25-40 мм. Вода стекает в лоток под фильтрпрессом и поступает, по трубопроводу, в отстойники, т.к. в воде остается 2-4% частиц минералов.
В начале фильтрпрессования вода из рам вытекает интенсивно, затем ее количество уменьшается. Время прессования составляет 1.5-2.5 часа. Оно зависит от плотности шликера, от температуры, от чистоты полотен и режима фильтрпрессования.
Шликер должен подаваться без перебоев, чтобы не произошло расслоения массы, и не образовалась в коржах жидкая часть.
Для ускорения фильтрпрессования шликер подогревают до 40°С. При этом уменьшается его вязкость и возрастает подвижность его частиц, что обуславливает повышение фильтрационной способности шликера, а значит сокращает время прессования.
По окончании процесса фильтрпрессования насос отключают, спускают остаток шликера в усреднитель, а рамы пресса разбирают. Коржи массы вынимают, в них содержится 19-21% воды, но она распределена неравномерно. В центральной части коржа наблюдается наибольшая влажность, а у краев- наименьшая.
Внутри коржей могут быть пузырьки воздуха. Чтобы получить однородную по влажности массу без воздушных включений, коржи поступают для вакуумной переработки промина на вакуумпрессе.
Куски коржей подаются в приемник вакуумпресса, захватываются шнеком, проминаются и выдавливаются через перфорированную перегородку в виде струек 8-10 мм и попадают в вакуумкамеру. Воздух удаляется, а масса захватывается шнеком и в прессующем цилиндре образуется монолитная пластичная масса, имеющая форму бруса. Брус уплотняется за счет сужающегося конуса на выходе из вакуум пресса, масса выходит в виде монолитного стержня. Затем масса разрезается на куски заданной длины и поступает в массохранилище или на вытяжку заготовок изоляторов.
Приготовление глазурей
Поверхность неглазурованных изоляторов несколько шероховата и легко загрязняется, смачивается водой. Это значительно снижает электроизоляционные свойства изоляторов.
Для устранения этих недостатков, высушенные до остаточной влажности 0.2 – 1.0%, изделия покрывают глазурной суспензией, которая после высыхания прочно пристает к поверхности изоляторов, впитываясь в поры.
В процессе обжига глазурь плавится, образуя на поверхности изоляторов блестящее, стекловидное покрытие, толщиной до 1 мм.
Глазурь: – снижает загрязнение;
- облегчает очистку поверхности;
- повышает механическую прочность.
В производстве электрокерамических изделий применяются глазури белого и коричневого цветов. В состав цветных глазурей вводят красители (хромитовый железняк, марганцевая руда и др.).
Для приготовления глазурей применяют сырьевые материалы исключительно высокой чистоты [2].
Подбор состава масс и глазурей для фарфора. Пути повышения электротехнических характеристик
Микроскопическое исследование структуры электрофарфора показывает, что основная масса состоит из стекла – аморфная фаза 55 – 60%. Это стекло образовалось в результате расплавления частиц полевого шпата и, частично, кварца в процессе обжига электрофарфоровых изделий. В стекловидной массе наблюдаются нерасплавившиеся крупные частицы кварца (15%).
В массе стекла заметны небольшие образования черного цвета. Это закрытые поры (3–5%). Вся масса стекла пронизана продолговатыми кристаллами муллита – Al2O3*2SiO2. Кристаллы муллита образовались при разложении каолинита. Кристаллы муллита составляют основу – скелет электрофарфора. Он обеспечивает электрофарфору высокую механическую прочность, малый коэффициент теплового расширения и хорошие электроизоляционные свойства. Если содержание муллита значительно увеличить, фарфор становится рыхлым и механическая прочность его значительно снижается. В высококачественном электрофарфоре кристаллы муллита составляют 25 – 30%. Вместе с нерасплавившимися частицами кварца кристаллическая фаза составляет 40 – 45%.
Аморфная (стекловидная) – 60–55%. Наличие в фарфоре стекла обеспечивает негигроскопичность, хорошую электрическую прочность, но придает фарфору хрупкость, поэтому значительно увеличивать количество стекла тоже нельзя.
Испытания фарфора
Для испытания механических, электрических и др. характеристик электрофарфора изготовляют стандартные образцы соответствующих размеров и формы.
Электрофарфор изготовляют из масс, в состав которых входят:
- 42-48% пластичных материалов (глина, каолины);
- 26-33% кварцевый песок;
- 18-20% полевой шпат и пегматит.
В массы вводят молотый фарфоровый бой (измельченные бракованные изделия, обожженные), тогда содержание других каменистых материалов (непластичных) соответственно уменьшается.
Составы электрофарфоровых масс зависят от состава и структуры применяемых сырьевых материалов. Большинство электрофарфоровых изделий изготовляют из пластичной массы. Электроустановочные изделия малых размеров изготовляют из порошковых масс.
Поверхность изделий из электрофарфора покрывают стекловидным слоем глазури. Глазурное покрытие надежно соединяется с поверхностью фарфора в процессе обжига изделий, образуя гладкий стекловидный слой. Глазурь повышает механическую прочность, защищает изолятор от загрязнений, облегчает очистку изоляторов в эксплуатации и придает изолятору хороший внешний вид.
Одним из назначений глазури является также повышение механических характеристик электрофарфора. Это достигается правильным выбором состава глазури, соответствующим данному составу электрофарфора.
Для удовлетворения основных требований, предъявляемых к глазури, необходимо их минеральный и химический составы приблизить к составам электрофарфоровых изделий.
В состав глазури вводят флюсующие вещества (плавни), понижающие температуру плавления глазури и способствующие хорошему разливу ее по поверхности изделия.
Правильно подобранная глазурь повышает механическую прочность изоляторов. Для этого температурные коэффициенты линейного расширения электрокерамического материала и глазури должны быть близкими друг к другу, причем у глазури он должен быть несколько ниже, чем у массы. Температура плавления глазури должна соответствовать температуре спекания электрофарфора. Несоответствие ТКЛР и температура плавления вызывает брак.
Свойства электротехнического фарфора
Правильно изготовленный электротехнический фарфор является хорошим электроизоляционным материалом. Он обладает высокими диэлектрическими и механическими характеристиками. Создание фарфора, удовлетворяющего необходимым требованиям, является делом сложным, поскольку свойства фарфора зависят от ряда факторов:
1. характеристики фарфора зависят от соотношения составных частей – компонентов фарфоровой массы;
2. от способов обработки исходных сырьевых материалов и способов обработки фарфоровой массы;
3. от режимов сушки и обжига изделий;
4. влияние отдельных компонентов на свойства электротехнического фарфора обычно характеризуют процентные соотношения различных компонентов.
Влияние отдельных компонентов на свойства готового изделия
Область выделения двумя кривыми в левом углу соответствует составу масс , обладающих высокой термической устойчивостью(термостойкостью).
Выше располагается область, соответствующая составам фарфора с высокой электрической прочностью. На диаграмме видно, что с увеличением в фарфоровой массе полевого шпата за счет каолина мы приходим в область, соответствующую составам фарфоровых масс с высокой электрической прочностью, но менее термостойких.
С увеличением содержания в массе кварца за счет снижения содержания каолина повышается механическая прочность фарфора, но снижается термостойкость.
Данная диаграмма приблизительно показывает влияние отдельных компонентов на свойства готового изделия [1].
Технологическая схема приготовления лабораторных образцовдля проведения испытаний
Приготовление фарфоровых масс
М-0 М-1 М-2 М-3
(тонкодисперсная) (15% глинозема) (25% глинозема) (27% глинозема)
↓
Помол в шаровых мельницах
(τпомола=8ч5мин) (τпомола=8ч50мин) (τпомола=11ч15мин) (τпомола=11ч40мин)
остаток на сите N0040
(4%) (3.3%) (3%) (3.6%)
↓
Обезвоживание шликера в тканевых мешках, помещенных в гипсовые формы (4 дня) (W=19 – 19.5%)
↓
Изготовление лабораторных образцов для проведения испытаний
↓
Сушка образцов → Испытания (сухих образцов)
↓ ↓
Глазурование Обжиг → Испытания
(обожженных неглазур. образцов)
↓
Обжиг
↓
Испытания
(обожженных глазурованных образцов)
↓
Обработка результатов,
подведение итогов
Экспериментальная часть
Важнейшим свойством электротехнического фарфора является механическая прочность. Создание новых высокопрочных изоляторов будет развиваться в направлении увеличения в составе фарфора основного компонента – муллита, кристаллизации стекловидной фазы, что может быть достигнуто за счет введения в состав массы глинозема.
При изыскании новых керамических материалов необходимо рассчитать химический и минералогический составы массы, исходя из анализа сырьевых материалов.
Для определения шихтового состава массы и опробирования ее в лабораторных условиях выберем три рецепта с содержанием глинозема в количестве 15, 25 и 27%.
Химический анализ материалов приведен в табл.13.
Таблица 13 Химический состав сырья
| Наименование | Содержание оксидов, масс. % | |||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | ∑ | |
| Глина Дружковская | 52.18 | 33,30 | 0,60 | 0,30 | 0,20 | 1,70 | 0,60 | 1,42 | 9,70 | 100.0 |
| Каолин Кыштымский | 46,10 | 37,35 | 0,60 | 0,35 | 0,45 | 0,90 | 0,80 | 0,70 | 12,75 | 100.0 |
| Каолин Просяновский | 45,90 | 38,00 | 0,20 | 0,50 | 0,20 | 0,40 | 0,40 | 0,80 | 13,60 | 100.0 |
| Полевой шпат Мамс.-Чуйск. | 66,20 | 18,80 | 0,20 | 0,69 | 0,60 | 10,20 | 2,90 | 0,01 | 0,40 | 100.0 |
| Пегматит Енский | 72,50 | 17,43 | 0,15 | 0,80 | 0,40 | 6,05 | 2,43 | 0,04 | 0,20 | 100.0 |
| Кв.песок Ташлинский | 98,60 | 0,70 | 0,05 | 0,25 | 0,20 | 0,09 | 0,07 | - | 0.04 | 100.0 |
| Бой фарфоровый | 71,30 | 23,14 | 0,32 | 0,42 | 0,33 | 2,55 | 1,084 | 0.79 | 0.07 | 100.0 |
| Глинозем, ГЭФ | - | 99,63 | - | - | - | 0,03 | 0,33 | - | 0.01 | 100.0 |
Таблица 14 Химический состав массы фарфоровой М-0
| Наименование |
%-ное содерж. в массе |
Содержание оксидов, масс. % | ||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | ||
| Глина Дружковская | 23 | 12,0014 | 7,659 | 0,138 | 0,069 | 0,046 | 0,391 | 0,139 | 0,3266 | 2,231 |
| Каолин Кыштымский | 13 | 5,990 | 4,8555 | 0,078 | 0,045 | 0,0585 | 0,117 | 0,104 | 0,091 | 1,6545 |
| Каолин Просяновский | 12 | 5,508 | 4,560 | 0,024 | 0,060 | 0,024 | 0,048 | 0,048 | 0,096 | 1,632 |
| Полевой шпат Мамс.-Чуйск. | 10 | 6,620 | 1,880 | 0,020 | 0,069 | 0,060 | 1,020 | 0,290 | 0,001 | 0,040 |
| Пегматит Енский | 9 | 6,525 | 1,568 | 0,0135 | 0,072 | 0,036 | 0,5450 | 0,2187 | 0,0036 | 0,0180 |
| Кв.песок Ташлинский | 27 | 26,622 | 0,189 | 0,0135 | 0,0675 | 0,0540 | 0,0243 | 0,0189 | - | 0,0108 |
| Бой фарфоровый | 6 | 4,278 | 1,3884 | 0,0192 | 0,0252 | 0,0198 | 0,1530 | 0,0650 | 0,047 | 0,004 |
| Расчетный хим. анализ массы | 100 | 67,54 | 22,10 | 0,31 | 0,41 | 0,30 | 2,30 | 0,88 | 0,57 | 5,59 |
Таблица 15 Химический состав глиноземистой массы М-1
| Наименование |
%-ное содерж. в массе |
Содержание оксидов, масс. % | ||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | МgO |
K2O |
Na2O |
TiO2 |
ппп | ||
| Глина Дружковская | 24 | 12,5232 | 7,992 | 0,144 | 0,072 | 0,048 | 0,408 | 0,144 | 0,3408 | 2,328 |
| Каолин Кыштымский | 10 | 4,610 | 3,735 | 0,060 | 0,035 | 0,045 | 0,09 | 0,08 | 0,07 | 1,275 |
| Каолин Просяновский | 5 | 2,295 | 1,90 | 0,010 | 0,025 | 0,010 | 0,020 | 0,020 | 0,04 | 0,68 |
| Полевой шпат Мамс.-Чуйск. | 13 | 8,606 | 2,444 | 0,026 | 0,0897 | 0,078 | 1,326 | 0,377 | 0,0013 | 0,052 |
| Пегматит Енский | 19 | 13,775 | 3,3117 | 0,0285 | 0,152 | 0,076 | 1,1495 | 0,4617 | 0,0076 | 0,038 |
| Бой фарфоровый | 14 | 9,982 | 3,2396 | 0,0448 | 0,0588 | 0,046 | 0,357 | 0,1518 | 0,1106 | 0,0098 |
| Глинозем, ГЭФ | 15 | - | 14,9445 | - | - | - | 0,0045 | 0,0495 | - | 0,0015 |
| Расчетный хим. анализ массы | 100 | 51,79 | 37,57 | 0,31 | 0,43 | 0,30 | 3,36 | 1,28 | 0,57 | 4,38 |
Таблица 16 Химический состав глиноземистой массы М-2
| Наименование |
%-ное содерж. в массе |
Содержание оксидов, масс. % | ||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | ||
| Глина Дружковская | 24 | 12,5232 | 7,992 | 0,144 | 0,072 | 0,048 | 0,408 | 0,144 | 0,3408 | 2,328 |
| Каолин Кыштымский | 12 | 5,532 | 4,482 | 0,072 | 0,042 | 0,054 | 0,108 | 0,096 | 0,084 | 1,530 |
| Каолин Просяновский | 5 | 2,295 | 1,9 | 0,01 | 0,025 | 0,01 | 0,02 | 0,02 | 0,04 | 0,68 |
| Полевой шпат Мамс.-Чуйск. | 25 | 16,55 | 4,7 | 0,05 | 0,1725 | 0,15 | 2,55 | 0,725 | 0,0025 | 0,1 |
| Бой фарфоровый | 9 | 6,417 | 2,0826 | 0,0288 | 0,0378 | 0,0297 | 0,2295 | 0,0975 | 0,0711 | 0,0063 |
| Глинозем, ГЭФ | 25 | - | 24,91 | - | - | - | 0,007 | 0,08 | - | 0,002 |
| Расчетный хим. анализ массы | 100 | 43,32 | 46,07 | 0,32 | 0,35 | 0,29 | 3,32 | 1,17 | 0,54 | 4,64 |
Таблица 17 Химический состав глиноземистой массы М-3
| Наименование |
%-ное содерж. в массе |
Содержание оксидов, масс. % | ||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | ||
| Глина Дружковская | 24 | 12,5252 | 7,992 | 0,144 | 0,072 | 0,048 | 0,408 | 0,144 | 0,3408 | 2,328 |
| Каолин Кыштымский | 10 | 4,610 | 3,735 | 0,06 | 0,035 | 0,045 | 0,09 | 0,08 | 0,07 | 1,275 |
| Каолин Просяновский | 5 | 2,295 | 1,900 | 0,01 | 0,023 | 0,01 | 0,02 | 0,02 | 0,04 | 0,68 |
| Полевой шпат Мамс.-Чуйск. | 26 | 17,212 | 4,888 | 0,052 | 0,1794 | 0,156 | 2,652 | 0,754 | 0,0026 | 0,104 |
| Бой фарфоровый | 8 | 5,704 | 1,8512 | 0,0256 | 0,0336 | 0,0264 | 0,204 | 0,087 | 0,0632 | 0,0056 |
| Глинозем, ГЭФ | 27 | - | 26,9 | - | - | - | 0,008 | 0,0089 | - | 0,0027 |
| Расчетный хим. анализ массы | 100 | 42,34 | 47,27 | 0,29 | 0,34 | 0,29 | 3,38 | 1,17 | 0,52 | 4,39 |
Сопоставление результатов расчета химических составов и изделий электрофарфора, изготовляемых на нескольких предприятиях России (УИЗ, ЛФЗ, ВЗЭФ), позволило выбрать три состава масс с применением 15, 25 и 27% глинозема, и, для сравнения, берется фарфоровая масса завода УИЗ (тонкодисперсная масса марки 110.1).
Были приготовлены керамические массы, согласно рецептов, указанных в таблице 18.
Таблица 18 Рецепты керамических масс, используемых в работе
| Наименование материалов | Содержание материалов, %, кг | |||||||
| М-0 | М-1 | М-2 | М-3 | |||||
| % | кг | % | кг | % | кг | % | Кг | |
| Глинозем, ГЭФ | - | - | 15 | 0,30 | 25 | 0,50 | 27 | 0,54 |
| Глина Дружковс, ДН-0 | 23 | 0,46 | 24 | 0,48 | 24 | 0,48 | 24 | 0,48 |
| Каолин Кыштым, КЭ-3 | 13 | 0,26 | 10 | 0,2 | 12 | 0,24 | 10 | 0,2 |
| Каолин Просян, КЭ-2 | 12 | 0,24 | 5 | 0,10 | 5 | 0,10 | 5 | 0,10 |
| Полевой шпат Мамско-Чуйск, ПШК-0,20-3 | 10 | 0,20 | 13 | 0,26 | 25 | 0,50 | 26 | 0,52 |
| Пегматит Енский, КПШМ-0,20-2 | 9 | 0,18 | 19 | 0,38 | - | - | - | - |
| Бой фарфоровый | 6 | 0,12 | 14 | 0,28 | 9 | 0,18 | 8 | 0,16 |
|
Песок Ташлинск, ВС-050-1 |
27 | 0,54 | - | - | - | - | - | - |
| ИТОГО | 100 | 2 | 100 | 2 | 100 | 2 | 100 | 2 |
Керамический шликер приготовлялся в фарфоровых шаровых мельницах с добавлением воды, при помощи мелющих тел – уралитовых шаров.
Загрузка шаровых мельниц производилась весовым способом, а помол сырьевых материалов осуществлялся на лабораторной установке до остатка на сите №0040 в количестве 3-4%.
Время помола в шаровых мельницах составило от 8 до 12 часов в зависимости от рецепта массы.
Тонкость помола шликера проверяем остатком: промываем через сито №0040 100мл шликера, остаток сушим в сушильном шкафу при температуре 105°С и взвешиваем его. По таблице удельных весов находим остаток в процентах.
Готовый шликер из шаровой мельницы сливаем через сито №01 и промагничиваем постоянным магнитом для удаления металлических включений. Затем шликер переливаем в тканевые мешки, заложенные в гипсовые формы для обезвоживания.
Влажность шликера глиноземистой массы составила 55-56%, обычная заводская масса имеет влажность 58-59%.
Чтобы обезвоживание шло быстрее, мешки со шликером перекладываем в сухие формы с одновременным перемешиванием, путем встряхивания мешка.
Обезвоженную массу сбивали на фильтровальном полотне до влажности 19-19,5%.
Из массы приготовили лабораторные образцы для определения физико-химических свойств:
- механическую прочность на изгиб;
- усадку (воздушную и полную);
- пористость кажущуюся;
- пористость открытую;
- термостойкость;
- химический анализ.
Для испытания образцов применяли методики испытания физико- химических свойств ГОСТ 24409-80 [12].
Расчет фазового состава фарфора
Для сравнения физико–технических свойств фарфора производится расчет их фазового состава, что позволяет получить сведения о структуре материала и о химическом составе стекловидной фазы.
Считаем, что оксид алюминия – Al2O3, введенный в состав массы глиной, каолином и глиноземом, полностью расходуется на образование муллита. Расчет количества муллита в таблице 19.
Расчет ведется по методике, утвержденной институтом фарфора.
Таблица 19 Расчет количества муллита
| Индекс массы |
Al2O3 |
Муллит,% 3Al2O3*2SiO2 |
SiO2, % |
Индекс массы |
К2O |
Полевой шпат |
Al2O3 |
SiO2 |
| М-0 |
10.00 7.00 0.08 =17.08 |
13.928 9.750 0.111 =23.79 |
3.9 2.75 0.031 =6.71 |
М-0 |
2.00 0.3 =2.3 |
11.85 1.78 =13.63 |
2.17 0.33 =2.5 |
7.68 1.15 =8.83 |
| М-1 |
20.00 8.00 0.50 0.08 =28.58 |
27.856 11.142 0.696 0.111 =39.805 |
7.856 3.142 0.196 0.031 =11.22 |
М-1 |
3.00 0.3 0.06 =3.36 |
17.78 1.78 0.36 =19.92 |
3.25 0.33 0.07 =3.65 |
11.52 1.15 0.23 =12.67 |
| М-2 |
30.00 9.00 0.20 0.08 =39.28 |
41.784 12.535 0.279 0.111 =54.71 |
11.784 3.535 0.079 0.031 =15.43 |
М-2 |
3.00 0.3 0.02 =3.32 |
17.78 1.78 0.12 =19.68 |
3.25 0.33 0.02 =3.6 |
11.52 1.15 0.08 =12.75 |
| М-3 |
40.0 0.50 =40.5 |
55.712 0.696 =56.41 |
15.712 0.196 =15.91 |
М-3 |
3.00 0.3 0.08 =3.38 |
17.78 1.78 0.47 =20.03 |
3.25 0.33 0.09 =3.67 |
11.52 1.15 0.31 =12.98 |
| Индекс массы |
Na2O |
Полевой шпат |
Al2O3 |
SiO2 |
||||
| М-0 |
0.8 0.08 =0.88 |
6.78 0.68 =7.46 |
1.32 0.13 =1.45 |
4.67 0.47 =5.14 |
||||
| М-1 |
1.00 0.2 0.08 =1.28 |
8.48 1.70 0.68 =10.86 |
1.65 0.33 0.13 =2.11 |
5.83 1.17 0.47 =7.47 |
||||
| М-2 |
1.00 0.1 0.07 =1.17 |
8.48 0.85 0.59 =9.92 |
1.65 0.16 0.11 =1.92 |
5.83 0.58 0.41 =6.82 |
||||
| М-3 |
1.00 0.1 0.07 =1.17 |
8.48 0.85 0.59 =9.92 |
1.65 0.16 0.11 =1.92 |
5.83 0.58 0.41 =6.82 |
Общее количество полевошпатовой стеклофазы (данные из табл.19):
Калиевый Натровый
Массы: М-0 13,63 + 7,46=21,09%
М-1 19,92 + 10,86=30,78%
М-2 19,68 + 9,92=29,6%
М-3 20,03 + 9,92=29,95%
Количество SiO2, израсходованное на образование муллита и полевошпатовой стеклофазы:
Массы: М-0 6,71+8,83+5,14=20,68%
М-1 11,23+12,67+7,47=31,37%
М-2 15,43+12,75+6,82=35,00%
М-3 15,91+12,98+6,82=32,71%
Количество свободного кварца состоит: расчетное количество SiO2 в массе (см. табл. 14-17) минус израсходованное количество SiO2 на образование муллита и полевошпатовой стеклофазы (см. предыдущий пункт).
Массы: М-0 67,54-20,68=46,86%
М-1 51,79-31,37=20,42%
М-2 43,32-35,00=8,32%
М-3 42,34-35,71=6,63%
Исследование растворимости кварца и муллита в полевошпатовом стекле показало, что в нем растворяется 25% остаточного кварца и муллита. Исходя из этого, количество свободного кварца в фазовом составе фарфора составит:
Кварц:
М-0 46,86*0,75=35,15%
М-1 20,42*0,75=15,34%
М-2 8,32*0,75=6,225%
М-3 6,63*0,75=4,97%
Муллит:
М-0 23,79*0,75=17,84%
М-1 39,81*0,75=29,86%
М-2 54,71*0,75=41,03%
М-3 56,41*0,75=42,31%
В результате проведенного расчета установлен фазовый состав фарфора (см. табл.20).
Таблица 20 Фазовый состав фарфора
| Индекс массы | Содержание в массе | ||
| Кварц | Муллит + Корунд | Стекло | |
| М-0 | 35,15 | 17,84 | 47,01 |
| М-1 | 15,34 | 29,86 | 54,80 |
| М-2 | 6,23 | 41,03 | 52,74 |
| М-3 | 4,97 | 42,31 | 52,72 |
В ходе проведенных исследований были получены результаты испытаний лабораторных образцов (см. табл.21).
Таблица 21 Результаты испытания лабораторных образцов
| Основной показатель | Подгруппа фарфора 110.1 | Подгруппа фарфора 120 | ||
| М-0 | М-1 | М-2 | М-3 | |
|
Плотность, г/см3 (средний результат по трем образцам) |
2,48 | 2,51 | 2,78 | 2,81 |
|
Кажущаяся плотность, г/см3 (средний результат по трем образцам) |
2.39 | 2.40 | 2.51 | 2.54 |
| Кажущаяся пористость, % (средний результат по трем образцам) | 0,02 | 0.02 | 0,01 | 0.01 |
| Открытая пористость (окраска в фуксине) | Отсутствует | Отсутствует | Отсутствует | Отсутствует |
| Механическая прочность на изгиб сухих образцов, МПа (средний результат по 6 испытаниям) | 6.95 | 7.08 | 7.6 | 7.7 |
| Механическая прочность на изгиб обожженных образцов, МПа (средний результат по 6 испытаниям) | 100 | 112.6 | 135 | 136.6 |
| Механическая прочность на изгиб обожженных глазурованных образцов, МПа (средний результат по 6 испытаниям) | 110.6 | 120 | 159.2 | 164.7 |
| Воздушная усадка (средний результат по 3 образцам) | 5.8 | 5.2 | 5.0 | 5.1 |
| Полная усадка обожженных образцов при t=1340ºС (средний результат по 3 образцам) | 12.5 | 12.0 | 11.8 | 11.9 |
| Электрическая прочность Кв/мм при частоте 50 Гц (средний результат по 3 образцам) | 33.3 | 33.6 | 35.3 | 39 |
| Относительная диэлектрическая проницаемость при частоте 50Гц (средний результат по 3 образцам) | 5,9 | 6,0 | 6,7 | 6,9 |
| Удельное объемное сопротивление при постоянном токе Ом*см при t=20°C (средний результат по 3 образцам) |
1,6*1013
|
2,2*1013 |
5,2*1013 |
7,4*1013 |
| Стойкость к термоударам, Dt, °С (средний результат по 3 образцам) | 160 | 166 | 173 | 180 |
| Коэффициент термического линейного расширения (средний результат по 3 образцам) | 4,0 | 4,3 | 4,9 | 5,2 |
После получения, обработки и сравнения всех результатов была выбрана глиноземистая масса М-2 с содержанием глинозема в количестве 25%. Сравнительная таблица характеристик данной массы с характеристиками тонкодисперсной массы марки 110.1 (М-0) дает возможность еще раз убедиться в преимуществе массы М-2 над массой М-0 (см. табл.22).
Таблица 22 Свойства фарфора из глиноземистых масс, подгруппы 120 по ГОСТ 20419 – 83 [11]
| Показатели |
Требования к материалу подгруппы 120 по ГОСТ 20419 – 83 |
Фактические результаты испытаний фарфора | ||
| М – 0 | М – 2 | М – 0 | М – 2 | |
|
1.Плотность, г/см3, не менее |
2.5 | 2.7 | 2.48 | 2.78 |
|
2.Кажущаяся плотность, г/см3, не менее |
2.3 | 2.4 | 2.39 | 2.51 |
| 3.Кажущаяся пористость, % | 0.0 | 0.0 | 0.02 | 0.01 |
| 4.Открытая пористость | отсутствует | отсутствует | отсутствует | отсутствует |
|
5.Прочность на изгиб, МПа, не менее, неглазурован. глазурован. |
60 70 |
110 140 |
100 110.6 |
135 159.2 |
|
6.Средний КТЛР, К-1*10-6, при температуре от 20 до 100ºС |
от 3 до 6 | 4.0 | 4.9 | |
|
7.Электрическая прочность, кВ*мм-1 при частоте 50 Гц, не менее |
25 | 30 | 33 | 35 |
Экономическая часть
Данная исследовательская работа заключается в исследовании и разработке составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками.
Электротехнический фарфор – один из наиболее широко применяемых керамических материалов для изготовления изоляторов высокого и низкого напряжения.
Несмотря на наличие многих других керамических материалов с более высокими механическими и диэлектрическими характеристиками, роль фарфора в ряде отраслей электротехники не только не снизилась, а, наоборот, весьма возросла.
Производство изоляторов представляет собой сложный и разнохарактерный комплекс технологических процессов и требует большого внимания, так как выход из строя изоляторов высокого напряжения грозит серьезной аварией трансформатору, выключателю и целым участкам линий электропередачи и распределительных устройств.
Электрофарфор – это обожженная при высокой температуре (1300 – 1380ºС) керамическая масса, состоящая из смеси полевого шпата, кварца, каолина и глины, характеризующаяся плотной структурой и следующими свойствами:
- высокой электрической прочностью;
- высокой механической прочностью;
- малой чувствительностью к атмосферным осадкам.
Важнейшим свойством электротехнического фарфора является механическая прочность. Создание новых высокопрочных изоляторов будет развиваться в направлении увеличения в составе фарфора основного компонента – муллита, кристаллизации стекловидной фазы, что может быть достигнуто за счет введения в состав массы нового компонента глинозема.
На Камышловском изоляторном заводе «Урализолятор» выпускается электрофарфор марки 110.1 из тонкодисперсной фарфоровой массы. Данная продукция обладает достаточно высокими электрическими свойствами, но недостаточно высокими механическими. Путем введения в массу компонента глинозема будет достигнута необходимая, для крупногабаритных изделий, механическая прочность. А за счет улучшения важнейших свойств электрофарфора становится возможным увеличение объема продаж, рост прибыли, т.к. глиноземистый фарфор пользуется наибольшим спросом у потребителя.
Таблица 23 Калькуляция себестоимости фарфоровых изоляторов Камышловского изоляторного завода без добавления глинозема (1400 тонн фарфора)
|
№ п/п |
Статьи затрат |
Ед. Изм. |
Затраты | ||||
| На весь выпуск (1400т) | На ед. прод-ци | ||||||
| Кол-во, т |
Стоимость ед., руб. за т |
Сумма затрат, тыс. руб. |
Кол-во, т |
Сумма затрат, руб. |
|||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 |
Сырье и основные материалы: 1.1.Глина Дружковская 1.2.Каолин Кыштымский 1.3.Каолин Просяновский 1.4.Пегматит Енский 1.5.П.Шпат Мамс.-Чуйский 1.6.Кв.песок Ташлинский 1.7.Череп фарфоровый |
т т т т т т т |
348.6 289.8 275.2 287 379.8 403.5 207.2 |
1300 1200 3000 4500 3000 3000 1000 |
453.18 347.76 825.6 1291.5 1139.4 403.5 207.2 |
0.2490 0.2070 0.1966 0.2050 0.2713 0.2882 0.1480 |
323.7 248.4 589.8 922.5 813.9 864.6 148 |
| Итого | т | 2191 | 17000 | 4668.14 | 1.5651 | 3910.9 | |
| 2. |
Вспомогательные материалы: 2.1.Уралитовые шары |
т | 412 | 228 | 93.9 | 0.29 | 66.12 |
| Всего материалов | 4762.04 | 3977.02 | |||||
| 3 |
Топливо теплотехническое 3.1.Газ природный |
т,м3 |
2800 | 1.10 | 3080 | 2 | 2200 |
| 4 |
Энергия технологическая 4.1.Электроэнергия |
кВт.ч | 602 | 1.28 | 770.56 | 0.43 | 550 |
|
5 6 7 8 9 10 11 12 13 |
Вода для технических целей Зарплата основная Дополнительная зарплата (13% от основной) Расходы по содержанию и эксплуатации оборудования Общезаводские и цеховые расходы Потери от брака Производственная себестоимость Внепроизводственные расходы (1.5% от производ. себестоимости) Полная себестоимость |
тыс.т руб руб руб руб руб руб руб руб |
630 | 1.5 |
945 3696.00 480.48 16381 15538 8379.7 54032 810.49 54842.49 |
0.45 |
675 2639 343 11700 11099 5986 39169 587.5 39756.5 |
Затраты на годовой выпуск 1 тонны фарфоровых изоляторов без добавления глинозема составляет 39756.5 руб.
Таблица 24 Калькуляция себестоимости фарфоровых изоляторов Камышловского изоляторного завода с добавкой глинозема (1400 тонн фарфора)
|
№ п/п |
Статьи затрат |
Ед. Изм. |
Затраты | ||||
| На весь выпуск (1400т) | На ед. прод-ци | ||||||
| Кол-во, т |
Стоимость ед., руб. за т |
Сумма затрат, тыс. руб. |
Кол-во, т |
Сумма затрат, руб. |
|||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 |
Сырье и основные материалы: 1.1.Глина Дружковская 1.2.Каолин Кыштымский 1.3.Каолин Просяновский 1.4.П.Шпат Мамс.-Чуйский 1.5.Глинозем 1.6.Череп фарфоровый |
т т т т т т |
422.8 252.0 194.32 378.8 408.5 194.9 |
1300 1200 194.32 378.8 408.5 194.9 |
549.6 302.4 583.0 1136.4 4085 194.9 |
0.3020 0.1800 0.1388 0.2706 0.2918 0.1392 |
392.6 216.0 416.0 811.8 2918.0 139.2 |
| Итого | т | 1851.32 | 19500 | 6851.3 | 1.3224 | 4893.6 | |
| 2. |
Вспомогательные материалы: 2.1.Уралитовые шары |
т | 412 | 228 | 93.9 | 0.92 | 66.12 |
| Всего материалов | 2263.3 | 19728 | 6945.2 | 2.242 | 4959.7 | ||
|
3 4 5 6 7 8 9 10 |
Топливо теплотехническое 3.1.Газ природный Энергия технологическая 4.1.Электроэнергия Вода для технических целей Зарплата основная Дополнительная зарплата (13% от основной) Расходы по содержанию и эксплуатации оборудования Общезаводские и цеховые расходы Потери от брака |
т,м3 кВт.ч тыс.т руб руб руб руб руб |
2800 602 630 |
1.10 1.28 1.5 |
3080 770.56 945 3696.00 480.48 16381 15538 4322 |
2 0.43 0.45 |
2200 550 675 2639 343 11700 11099 3087 |
|
11 12 13 |
Производственная себестоимость Внепроизводственные расходы (1.5% от заводской себестоимости) Полная себестоимость |
руб руб руб |
52158 1303.9 53461.9 |
37252.7 558.8 37811.5 |
|||
Затраты на годовой выпуск 1 тонны фарфоровых изоляторов с добавкой глинозема составят 37811.5 руб.
Таблица 25 Сравнительная калькуляция себестоимости
|
№ п/п |
Сравнительные статьи |
Ед. изм. |
Сумма затрат, тыс.руб. |
Эконо- мия(+), перерас- ход(-) |
|||
| Без добав. глинозема | С добав. глинозема | ||||||
|
На весь выпуск |
На ед. прод-ции |
На весь выпуск |
На ед. прод-ции |
||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|
1 2 3 4 5 6 7 8 9 10 |
Сырье и основные материалы Вспомогательные Материалы Топливо (газ природный) Электроэнергия Вода техническая Зарплата основная Дополнительная зарплата (13% от основной) Расходы по содержан. и эксплуатации оборудован. Общезаводские и цеховые расходы Потери от брака |
Тыс. Руб Тыс. руб т.м3 кВт.ч тыс.т руб руб руб руб руб |
4668.14 93.9 3080 770.56 945 3696.0 480.48 16381 15538 8379.7 |
3.91 0.06 2.2 0.55 0.675 2.639 0.34 11.70 11.09 5.98 |
6851.3 93.9 3080 770.56 945 3696.0 480.48 16381 15538 4322 |
4.9 0.06 2.2 0.55 0.675 2.639 0.34 11.70 11.09 3.08 |
0.99(-) 2.9(+) |
|
Производственная себестоимость Внепроизводственные расходы (1.5%от заводской себестоимости) Внепроизводственные расходы (1.5%от заводской себестоимости) |
руб руб руб |
54032 810.49 54842.49 |
39.16 0.58 39.75 |
52158 1303.9 53461.9 |
37.25 0.55 37.81 |
1.91(+) 0.03(+) 1.94(+) |
|
Вывод: сумма затрат на тонну фарфора с добавкой глинозема на 1.94 тыс.руб. (т.е. на 5%) меньше, чем на тонну электрофарфора без добавки глинозема.
При внедрении нового производства крупногабаритных изоляторов из глиноземистой массы, технология производства не меняется, поэтому расходы по содержанию и эксплуатации оборудования, общезаводские расходы, цеховые расходы также не меняются.
Глиноземистый фарфор обладает повышенными электромеханическими характеристиками, его цена ниже, чем у электрофарфора, произведенного из обычной тонкодисперсной массы, а, значит, он будет пользоваться наибольшим спросом у потребителя. Следовательно, новое производство является экономически более выгодным.
Природопользование и охрана окружающей среды
Данная исследовательская работа заключается в исследовании и разработке составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками.
В данной работе используются сыпучие вещества. При их взвешивании, помоле и смешивании возникает значительное пылевыделение.
Концентрация пыли в воздухе рабочей зоны не должна превышать предельно допустимую. Используемые в работе вещества не являются токсичными, но могут вызывать аллергические реакции.
ПДК – концентрации, которые при ежедневной (кроме выходных дней) работе в течение 8ч и не более 40 ч в неделю, в течение всего рабочего стажа не должны вызывать заболеваний или отклонений в состоянии здоровья, обнаруживаемых современными методами исследований в процессе работы или в отдаленные сроки жизни настоящего и последующих поколений. Воздействие вредного вещества на уровне ПДК не исключает нарушение состояния здоровья у лиц с повышенной чувствительностью.
Вредное вещество – вещество, которое при контакте с организмом человека может вызвать профессиональные заболевания или отклонения в состоянии здоровья, обнаруживаемые современными методами как в процессе воздействия вещества, так и в отдаленные сроки жизни настоящего и последующих поколений.
По степени воздействия на организм человека вредные вещества подразделены на четыре класса опасности:
1 – вещества чрезвычайно опасные;
2 – вещества высоко опасные;
3 – вещества умеренно опасные;
4 – вещества мало опасные, в соответствии с классификацией
ГОСТ 12.1.007-76.
В табл.26 приведены предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны.
Таблица 26 Предельно допустимые концентрации (ПДК) вредных веществ
| Наименование вещества |
Величина ПДК (мг/м3) |
Преимущественное агрегатное состояние в воздухе в условиях производства |
Класс опасности |
Особенности действия на организм |
| Пыль с примесью диоксида кремния от 2 до 10% | 4 | а | 4 | А,Ф |
В таблице использованы следующие обозначения:
а – аэрозоль;
А – вещества, способные вызывать аллергические заболевания в производственных условиях;
Ф – аэрозоли преимущественно фиброгенного действия.
Содержание вредных веществ в воздухе рабочей зоны подлежит систематическому контролю для предупреждения возможности превышения ПДК – максимально разовых рабочей зоны (ПДКмр.рз) и среднесменных рабочей зоны (ПДКсс.рз).
Содержание вредного вещества в данной конкретной точке характеризуется следующим суммарным временем отбора: для токсических веществ – 15 мин, для веществ, преимущественно фиброгенного действия – 30 мин. За указанный период времени может быть отобрана одна или несколько последовательных проб через равные промежутки времени. Результаты, полученные при однократном отборе или при усреднении последовательно отобранных проб, сравнивают с величинами ПДКмр.рз.
Для каждого производственного участка определяются вещества, которые могут выделяться в воздух рабочей зоны. При наличии в воздухе нескольких вредных веществ контроль воздушной среды допускается проводить по наиболее опасным и характерным веществам.
Для уменьшения вредного воздействия на окружающую среду устанавливаются фильтры в дымоходы и вентиляционные устройства. Осуществляется контроль за концентрацией пыли не только в воздухе рабочей зоны, но и на выходе в окружающую среду из труб.
В данном производстве используются сыпучие вещества, которые при взвешивании, помоле и смешивании выделяют значительное количество пыли. Но концентрации пыли в рабочей зоне соответствуют предельно допустимым, за счет наличия вентиляционного оборудования. Количество пыли, выбрасываемое в атмосферу также соответствует нормам и не превышает ПДК, за счет установки фильтров.
Используемые в работе вещества соответствуют 4 – низшему классу опасности (малоопасные вещества). Следовательно они оказывают очень незначительное воздействие на живые организмы и на окружающую среду. Однако, из-за пыления данные сырьевые компоненты могут вызывать аллергические реакции у людей предрасположенных к этому заболеванию.
В целом производство высоковольтного фарфора с повышенными электромеханическими характеристиками не является более вредным, чем производство электрофарфора из обычной тонкодисперсной массы, т.к. между ними нет больших принципиальных различий. Следовательно производство нового вида фарфора для Камышловского изоляторного завода «Урализолятор» можно запускать в производство.
Безопасность и экологичность
Данная исследовательская работа проводилась с целью исследования и разработки составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками. Исследования проводились в лаборатории Камышловского изоляторного завода «Урализолятор».
Общая организация работы по безопасности в лаборатории возлагается на заведующего лабораторией. Во всех помещениях установлена противоточно-вытяжная вентиляция. Воздухообмен рассчитан таким образом, чтобы фактическая концентрация вредных веществ, паров, пыли в воздухе не превышала предельно-допустимую (ПДК) на рабочем месте.
Работа в лаборатории при исследовании, изготовлении опытных образцов может сопровождаться следующими вредными для здоровья человека факторами:
- значительное пылевыделение при работе с сыпучими компонентами;
- шум, вибрация;
- тепловыделение при определении потерь при прокаливании;
- возможность возникновения электрических травм, механических травм, ожогов.
Для обеспечения безопасности труда в России разработана система законодательных, социально-экономических мероприятий и средств, которые обеспечивают безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Обеспечение безопасности работающих Характеристика условий труда
В данной лабораторной работе созданы условия работы, удовлетворяющие требованиям ГОСТ 12.005 – 88.
Таблица 27 Нормы микроклимата, установленные в лаборатории
| Параметр | Период года | ||
| Холодный и переходный | Теплый | ||
| Температура воздуха,ºС | Оптимальная | 18 – 20 | 22 – 25 |
| Допустимая | 17 – 22 | Не более 28 | |
| Относительная влажность воздуха, % | Оптимальная | 30 – 60 | |
| Допустимая | 75 | 55 – 75 | |
| Скорость движения воздуха, м/с | Оптимальная | Не более 0.2 | 0.2 – 0.5 |
| Допустимая | Не более 0.3 | Не более 0.5 | |
Для создания оптимального микроклимата лаборатория оборудована общеобменной вентиляцией. В холодный период года используется водяное отопление.
Таблица 28
Параметры условий труда в рабочей зоне
| Наимено-вание профессии | Катего-рия тяжес-ти рабо-ты |
Темпе-ратура, º С |
Относи-тельная влаж-ность, % | Ско-рость движе-ния воз-духа, м/с | Освещен-ность, лк |
Наимено-вание вредного вещества на рабочем месте |
ПДК, мг/м3 |
Площадь на одного работника, м2 |
Объем помеще- ния на одного работ-ника,м3 |
Сте-пень рис-ка |
| лаборант | легкая | 20 | 50 | 0.2 | 400 | 7.2 | 21.6 |
10-6 |
Рабочее место оборудовано так, что исключается возможность прикосновения к токоведущим устройствам, шинам заземления, батареям отопления.
При работе с химическими веществами соблюдается следующий порядок работы:
- включить вытяжную вентиляцию;
- избегать пыления реактивов;
- по окончании работы реактивы убрать в упаковки, убрать рабочее место и вымыть руки.
Лаборатория оборудована высокотемпературными электрическими муфельными печами. В ходе работы температура печи достигает 1450ºС. Температура наружной поверхности, излучающей тепло, не превышает 45ºС (ГОСТ12.1.005 – 88).
Данная исследовательская работа связана с использованием порошкообразных веществ и, следовательно, выделением пыли. Наиболее эффективный способ защиты от пыли – устройство вытяжной вентиляции.
По СН2.2.4/2.1.8.562 – 96 для шумов частотой до 1000Гц допускается уровень шума на рабочем месте 75 дБ, что значительно превышает уровень шума в данной лаборатории.
В лаборатории используется комбинированное освещение. Естественное освещение осуществляется через окна. Искусственное освещение обеспечивается с помощью люминесцентных ламп АБ – 20 и АД – 20, дающих 40 – 60% светового потока. Минимальная допустимая освещенность рабочего места по СниП 23-05-95 составляет 150 лк, коэффициент естественного освещения (к.е.о.)1п=1.5.
Обеспечение безопасности труда
Электробезопасность
Рабочее напряжение оборудования 220В. Для его подвода использован кабель с двойной полихлорвиниловой изоляцией. Корпуса заземлены (ГОСТ 12.1.019 – 79ССБТ).
Электрическая печь безопасна в эксплуатации при соблюдении следующих требований:
- корпус печи заземлен;
- все токоведущие части и контакты закрыты специальными кожухами.
Для обеспечения условий безопасности работы печи, для предотвращения аварий и несчастных случаев выполняются следующие условия:
- не включать в печь, если нарушено заземление и убрана термопара;
- не нагревать печь выше 1450ºС;
- при осмотре обжигаемого материала использовать щипцы и надевать рукавицы из грубой ткани.
Пожаробезопасность
Помещения лаборатории РЗЭ по пожарной опасности относятся к классу В. Печи установлены на массивном бетонном основании. Лаборатория оснащена следующими средствами пожаротушения: огнетушитель углекислотный, стационарный наружный водопровод с кранами – гидрантами, песок, асбестовое одеяло. План эвакуации представлен на рисунке в лаборатории.
Защита от избыточного тепла
Для защиты от действия теплоизлучения проводятся мероприятия:
- применение изоляции поверхностей (асбест);
- использование экранирования излучающих поверхностей;
наружная поверхность печей окрашивается серебристой краской;
для снижения температуры воздуха используется естественная вентиляция.
Экологичность проекта
При проведении данной исследовательской работы использовали сыпучие порошки. При их взвешивании и смешивании образуется небольшое количество пыли. Для защиты от воздействия пыли лаборатория снабжена приточно-вытяжной вентиляцией. Концентрация используемых веществ в воздухе не превышает предельно допустимую.
Чрезвычайные ситуации
Возникновение чрезвычайных ситуаций сведено до минимума. В случае их возникновения предусмотрены запасные выходы, разработан план эвакуации, имеются первичные средства пожаротушения.
Предусмотрен достаточный уровень безопасности работающих. Условия труда работающих соответствуют санитарным нормам. Вероятность получения травм – в допустимом риске. Для предотвращения и уменьшения последствий чрезвычайных ситуаций проводятся технические и организационные мероприятия.
Заключение
Данная исследовательская работа заключалась в исследовании и разработке составов масс высоковольтного фарфора с повышенными электромеханическими характеристиками.
В ходе исследования была выбрана масса с оптимальным содержанием в ней глинозема в количестве 25%. Было установлено, что электрофарфор, полученный из данной массы обладает достаточными электромеханическими характеристиками, необходимыми для высоковольтного фарфора.
Значительно возросли: - механическая прочность;
- электрическая прочность.
Уменьшилась полная и воздушная усадка, следовательно значительно уменьшатся потери от брака.
Также в ходе исследовательской работы были произведены расчеты себестоимости изоляторов из тонкодисперсной и глиноземистой масс. Затраты на сырье для производства изоляторов из глиноземистой массы будут больше, так как глинозем является дорогостоящим материалом. Но значительно снизятся потери от брака, так как уменьшится усадка и изменятся другие важные показатели. В итоге, себестоимость изоляторов из глиноземистой массы будет примерно равна себестоимости изоляторов из тонкодисперсной массы, используемой на заводе «Урализолятор». Значит, можно сделать вывод, что затраты на производство изоляторов из глиноземистой массы не превысят затраты на производство изоляторов из массы марки 110.1. Следовательно можно внедрять данную разработку без особого риска. Также известно, что объемы продаж значительно возрастут, так как глиноземистый фарфор пользуется наибольшим спросом у потребителя.
Библиографический список
1 Выдрик Г.А., Костюков Н.С. Физико-химические основы производства и эксплуатации электрокерамики. М.: Энергия, 1971. 328 с.
2 Ахъян А.М. Производство фарфоровых изоляторов для аппаратов высокого напряжения. М.: Госэнергоиздат, 1961. 279 с.
3 Химическая технология керамики и огнеупоров / Под ред. П.П. Будникова, Д.Н. Полубояринова. М.: Издательство литературы по строительству, 1972. 483 с.
4 Химическая технология керамики / Под ред. И.Я.Гузмана. М.: 2003. 527 с.
5 Попова И.А., Креймер Д.Б. Выбор соотношения глинозема и полевого шпата в высокопрочных фарфоровых массах // Стекло и керамика. 1990. №3. С.18-20.
6 Креймер Д.Б., Чистякова Т.И. Влияние фазового состава глиноземистого фарфора на его механическую прочность // Стекло и керамика. 1989. №12. С.16-17.
7 Масленникова Г.Н., Конешова Т.И. Действие минерализаторов на спекание фарфоровых масс. С. 13-15.
8 Снижение температуры спекания глиноземистого фарфора в присутствии минерализаторов / Р.Г. Орлова, В.Д. Бешенцева, И.Х. Мороз, А.Ф. Миронова // Стекло и керамика. 1989. №11. С.20-22.
9 Либерманн Й. Исключение кварца из состава глиноземистого фарфора для высоковольтных изоляторов // Огнеупоры и техническая керамика. 2002. №3. С. 18-27.
10 ГОСТ 9169-75. Сырье глинистое для керамической промышленности. Классификация. М.: Изд-во стандартов, 1977. 7 с.
11 ГОСТ 20419-83. Материалы керамические электротехнические. Классификация и технические требования. М.: Изд-во стандартов, 1983. 13 с.
12 ГОСТ 24409-80. Материалы керамические электротехнические. Методы испытаний. М.: Изд-во стандартов, 1987. 40 с.
13 ГОСТ 27020-86. Изоляторы. Классификация и условные обозначения. М.: Изд-во стандартов, 1986. 9 с.
Таблица 1
Химический состав сырья
| Наименование | Содержание оксидов, масс. % | |||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | ∑ | |
| Глина Дружковская | 52.18 | 33,30 | 0,60 | 0,30 | 0,20 | 1,70 | 0,60 | 1,42 | 9,70 | 100.0 |
| Каолин Кыштымский | 46,10 | 37,35 | 0,60 | 0,35 | 0,45 | 0,90 | 0,80 | 0,70 | 12,75 | 100.0 |
| Каолин Просяновский | 45,90 | 38,00 | 0,20 | 0,50 | 0,20 | 0,40 | 0,40 | 0,80 | 13,60 | 100.0 |
| Полевой шпат Мамс.-Чуйск. | 66,20 | 18,80 | 0,20 | 0,69 | 0,60 | 10,20 | 2,90 | 0,01 | 0,40 | 100.0 |
| Пегматит Енский | 72,50 | 17,43 | 0,15 | 0,80 | 0,40 | 6,05 | 2,43 | 0,04 | 0,20 | 100.0 |
| Кв.песок Ташлинский | 98,60 | 0,70 | 0,05 | 0,25 | 0,20 | 0,09 | 0,07 | - | 0.04 | 100.0 |
| Бой фарфоровый | 71,30 | 23,14 | 0,32 | 0,42 | 0,33 | 2,55 | 1,084 | 0.79 | 0.07 | 100.0 |
| Глинозем, ГЭФ | - | 99,63 | - | - | - | 0,03 | 0,33 | - | 0.01 | 100.0 |
Таблица 2
| Наименование | Содержание оксидов, масс. % | ||||||||
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO | MgO |
K2O |
Na2O |
TiO2 |
ппп | |
|
Расчетный хим. состав массы М-0 |
67,54 | 22,10 | 0,31 | 0,41 | 0,30 | 2,30 | 0,88 | 0,57 | 5,59 |
|
Расчетный хим. состав массы М-1 |
51,79 | 37,57 | 0,31 | 0,43 | 0,30 | 3,36 | 1,28 | 0,57 | 4,38 |
| Расчетный хим. состав массы М-2 | 43,32 | 46,07 | 0,32 | 0,35 | 0,29 | 3,32 | 1,17 | 0,54 | 4,64 |
| Расчетный хим. состав массы М-3 | 42,34 | 47,27 | 0,29 | 0,34 | 0,29 | 3,38 | 1,17 | 0,52 | 4,39 |
Таблица 4 Свойства фарфора из глиноземистых масс, подгруппы 120 по ГОСТ 20419 – 83, результаты испытаний
| Показатели |
Требования к материалу подгруппы 120 по ГОСТ 20419 – 83 |
Фактические результаты испытаний фарфора | ||
| М – 0 | М – 2 | М – 0 | М – 2 | |
|
1. Истинная плотность, г/см3, не менее |
2.5 | 2.7 | 2.48 | 2.78 |
|
2.Кажущаяся плотность, г/см3, не менее |
2.3 | 2.4 | 2.39 | 2.51 |
|
3.Прочность на изгиб, МПа, не менее, неглазурован. глазурован. |
60 70 |
110 140 |
100 110 |
135 159 |
|
4.Средний КТЛР, К-1*10-6, при температуре от 20 до 100ºС |
от 3 до 6 | 4.0 | 4.9 | |
|
5.Электрическая прочность, кВ*мм-1 при частоте 50 Гц, не менее |
25 | 30 | 33 | 35 |
| 6.Удельное объемное сопротивление при постоянном токе Ом*см при t=20°C (средний результат по 3 образцам) |
1013 |
1013 |
1.6*1013 |
5.2*1013 |
Таблица 5 Сравнительная калькуляция себестоимости
|
№ п/п |
Сравнительные статьи | Сумма затрат, тыс.руб. |
Эконо- мия(+), перерас- ход(-) |
|||
| Без добав. глинозема | С добав. глинозема | |||||
|
На весь выпуск |
На ед. прод-ции |
На весь выпуск |
На ед. прод-ции |
|||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|
1 2 3 4 5 6 |
Сырье и основные материалы Не меняющиеся расходы Потери от брака Производственная себестоимость Внепроизводственные расходы (1.5%от заводской себестоимости) Внепроизводственные расходы (1.5%от заводской себестоимости) |
4668.14 40984.94 8379.7 54032 810.49 54842.49 |
3.91 29.27 5.98 39.16 0.58 39.75 |
6851.3 40984.94 4322 52158 1303.9 53461.9 |
4.9 29.27 3.08 37.25 0.55 37.81 |
0.99(-) 2.9(+) 1.91(+) 0.03(+) 1.94(+) |
Таблица 3 Рецепты керамических масс, используемых в работе
| Наименование материалов | Содержание материалов, %, кг | |||||||
| М-0 | М-1 | М-2 | М-3 | |||||
| % | кг | % | кг | % | кг | % | Кг | |
| Глинозем, ГЭФ | - | - | 15 | 0,30 | 25 | 0,50 | 27 | 0,54 |
| Глина Дружковс, ДН-0 | 23 | 0,46 | 24 | 0,48 | 24 | 0,48 | 24 | 0,48 |
| Каолин Кыштым, КЭ-3 | 13 | 0,26 | 10 | 0,2 | 12 | 0,24 | 10 | 0,2 |
| Каолин Просян, КЭ-2 | 12 | 0,24 | 5 | 0,10 | 5 | 0,10 | 5 | 0,10 |
| Полевой шпат Мамско-Чуйск, ПШК-0,20-3 | 10 | 0,20 | 13 | 0,26 | 25 | 0,50 | 26 | 0,52 |
| Пегматит Енский, КПШМ-0,20-2 | 9 | 0,18 | 19 | 0,38 | - | - | - | - |
| Бой фарфоровый | 6 | 0,12 | 14 | 0,28 | 9 | 0,18 | 8 | 0,16 |
|
Песок Ташлинск, ВС-050-1 |
27 | 0,54 | - | - | - | - | - | - |
| ИТОГО | 100 | 2 | 100 | 2 | 100 | 2 | 100 | 2 |
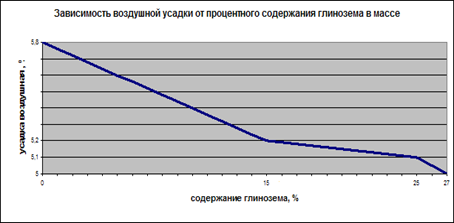

![]()